Muitas caixas de chapa metálica não conseguem passar com sucesso da fase de CAD 3D para a linha de produção. Embora um projeto possa parecer impecável no ecrã, ignorar os limites padrão das prensas de dobra, as folgas das ferramentas e as tolerâncias dos materiais garante atrasos na produção e excedentes de custos imediatos.
Com mais de uma década de experiência na transição de projetos desde a prototipagem rápida até à produção em série, a nossa equipa de engenharia observa constantemente o mesmo padrão: peças que funcionam bem como protótipos individuais requerem frequentemente reformulações estruturais antes de poderem ser fabricadas de forma eficiente em grande escala.
Este guia vai direto ao ponto, sem teorias. Apresenta as regras exatas do Design for Manufacturing (DFM) — desde fórmulas de raios de curvatura até à integração de componentes de fixação — necessárias para conceber caixas estruturalmente sólidas, fáceis de montar e com uma produção altamente rentável.
Requisitos que impedem a conceção de uma caixa inadequada
Antes de abrir um programa de CAD, é necessário definir os requisitos fundamentais do projeto. Ignorar esta fase conduz frequentemente à criação de peças ou caixas com um nível de complexidade excessivo, que acabam por falhar na sua aplicação prática.
Escolher o material adequado ao ambiente de funcionamento
O ambiente em que o invólucro irá funcionar determina a escolha dos materiais e acabamento da superfície. Para ambientes interiores com temperatura controlada, aço laminado a frio tratado com um revestimento em pó padrão é normalmente suficiente e económico.
Se a unidade for exposta a elevada humidade, ambientes marinhos ou produtos químicos corrosivos, a utilização de alumínio 5052 ou de aço inoxidável 304/316 evita falhas estruturais prematuras e a formação de ferrugem.
Mantenha uma distância de 5 a 10 mm nas disposições internas
As dimensões físicas do invólucro dependem inteiramente dos componentes que nele se encontram. Comece o processo de conceção por identificar as peças internas de maiores dimensões, tais como fontes de alimentação, placas de circuito impresso (PCB) e transformadores.
É prática comum deixar uma distância mínima de 5 mm a 10 mm entre os componentes elétricos sob tensão e as paredes metálicas. Isto ajuda a evitar curto-circuitos e define o volume interno mínimo necessário.
Garantir espaço físico suficiente para as ferramentas de montagem
Os técnicos de montagem e o pessoal de manutenção precisam de espaço adequado para trabalhar. Os projetos devem ter em conta as dimensões físicas das ferramentas — tais como chaves de fendas, pistolas de rebite ou chaves dinamométricas — necessárias para fixar os componentes internos.
Um comum DFM Um erro comum é colocar os espaçadores de montagem demasiado perto de uma aba interna curvada. Isto requer frequentemente chaves de fendas especiais de ângulo reto ou faz com que o elemento de fixação interfira com o raio de curvatura. Uma regra de segurança recomendada é deixar pelo menos [Diâmetro da ferramenta + 5 mm] de espaço livre em relação a qualquer curvatura interna.
Definir antecipadamente as classificações IP para orientar a conceção das costuras e juntas
As classificações de Proteção contra a Penetração (IP) ou NEMA influenciam diretamente a forma como as juntas do invólucro devem ser concebidas. Normalmente, para as classificações IP20 a IP40, onde o pó e os detritos de menor dimensão constituem as principais preocupações ambientais, são utilizados designs com soldadura por pontos ou costuras intermitentes.
Para atingir uma classificação IP65 ou superior, é geralmente necessário recorrer à soldadura contínua de costura e à integração de juntas de vedação sob pressão. Estes requisitos alteram o desenho do plano de montagem e aumentam significativamente o tempo de esmerilagem após a soldadura.
Utilizar metas de volume para determinar os métodos de fabrico
O volume de material, os tempos de configuração da prensa-dobra e os métodos de montagem determinam o preço final por unidade. Uma estrutura complexa que dependa fortemente da soldadura manual pode ser aceitável para um protótipo rápido de baixo volume.
No entanto, à medida que os volumes aumentam, os métodos de fabrico têm de se adaptar. Para séries com menos de 500 unidades, os designs com encaixes de lingueta e ranhura cortados a laser e soldadura manual são frequentemente a opção mais económica. Quando os volumes ultrapassam as 1 000 unidades, a reformulação do design para formas em U estampadas e fixadores PEM reduz significativamente o custo de mão de obra por unidade.
Opções estruturais que reduzem os riscos associados à dobragem, soldadura e tolerâncias
A geometria básica do recinto determina a facilidade com que este se desloca através do corte a laser e flexão fases. A escolha de abordagens estruturais padrão minimiza o desperdício de material e reduz o risco de erros dimensionais.
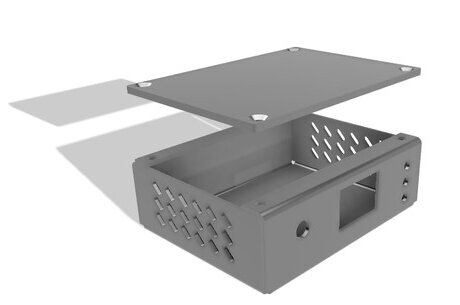
Dê prioridade às bases em forma de U para minimizar o desperdício e o tempo de preparação
As bases em forma de U são muito comuns na indústria transformadora, uma vez que são estruturalmente rígidas e fáceis de processar. Formadas a partir de um único plano com duas dobras principais, esta forma requer um tempo mínimo de preparação na prensa dobradeira.
É ideal para equipamentos montados em rack, caixas de controlo industriais e unidades de secretária padrão, reduzindo ao mínimo os resíduos.
Utilize tampas em forma de L para facilitar o acesso ao interior
Os painéis em forma de L são frequentemente utilizados em combinação com bases em forma de U para completar um invólucro de duas peças. Esta configuração permite aos operadores um acesso total aos componentes internos a partir de dois ângulos diferentes durante a montagem final.
Como requerem apenas uma única dobra de 90 graus, as peças em forma de L mantêm uma elevada precisão dimensional e são altamente eficientes na produção em grande escala.
Implementar juntas de encaixe para eliminar os dispositivos de soldadura personalizados
Quando é necessário soldar ou unir permanentemente peças de chapa metálica, os desenhos com encaixes de lingueta e ranhura ajudam a alinhar os componentes automaticamente. Esta abordagem de fixação automática reduz a necessidade de gabaritos de soldadura personalizados e dispendiosos.
Além disso, minimiza os erros de alinhamento manual durante a montagem. Trata-se de uma opção estrutural eficaz que mantém tolerâncias rigorosas, desde o primeiro protótipo até às séries de produção em grande escala.
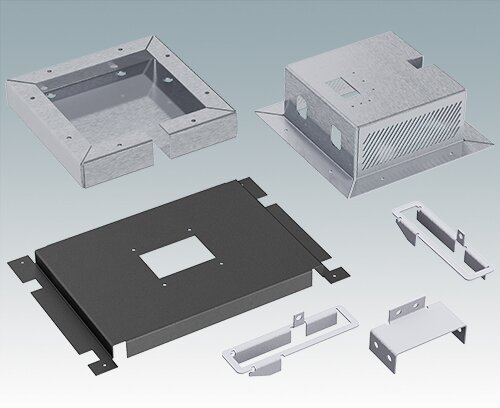
Dividir geometrias complexas para melhorar a utilização do material
Um único plano plano complexo com múltiplas dobras reduz o número total de peças separadas, mas aumenta o risco de colisões durante a dobragem na prensa-dobra. O seu corte também pode revelar-se altamente ineficiente.
Um molde plano complexo de peça única pode resultar em 40% de chapa metálica como resíduo. Dividi-lo em duas peças em forma de L pode melhorar a utilização do material, permitindo o seu encaixe eficiente na mesa da máquina de corte a laser. Os projetos com várias peças dependem de parafusos e rebites, o que pode aumentar ligeiramente o tempo de montagem, mas reduz de forma fiável o custo total do material.
Projetar orifícios sobredimensionados para compensar o acúmulo de tolerâncias
As tolerâncias padrão na dobragem de chapas metálicas variam normalmente entre ±0,2 mm e ±0,5 mm, dependendo da espessura do material. Quando várias peças dobradas são aparafusadas entre si, estas pequenas variações dimensionais acumulam-se.
A conceção de orifícios de montagem ligeiramente maiores ou a utilização de recortes com ranhuras para os componentes de encaixe permite compensar essas variações. Isto evita falhas de alinhamento durante a fase final de montagem e reduz o retrabalho na linha de produção.
Detalhes de DFM que facilitam o corte e a dobragem
A conversão de um modelo 3D numa peça física requer a simplificação da geometria e a moldagem física da peça. Pequenos descuidos no CAD traduzem-se frequentemente em desafios significativos na produção. A padronização de características específicas do projeto reduz o tempo de configuração das máquinas e evita defeitos no material.
Mantenha um raio de curvatura consistente para eliminar atrasos na configuração
Sempre que um raio de curvatura Em caso de alterações no projeto, os operadores das prensas de dobra têm de parar a máquina e substituir as ferramentas. Num ambiente fabril normal, a troca de um único punção e matriz demora normalmente entre 15 a 30 minutos.
Se uma única caixa exigir três raios de curvatura diferentes, só o tempo de inatividade da máquina já aumentará drasticamente o custo unitário, especialmente no caso de encomendas de baixo volume. Uma prática industrial comum consiste em utilizar um único raio de curvatura igual à espessura do material (1T) para toda a peça.
Certifique-se de que as alturas das flanges excedem os limites mínimos da prensa-dobra
As abas devem ter comprimento suficiente para assentar com segurança na matriz em V inferior durante o processo de dobragem. Se uma aba for demasiado curta, o material deslizará para dentro da matriz, causando dobras distorcidas ou marcas de ferramentas acentuadas.
Uma orientação técnica fiável consiste em projetar flanges com uma espessura de, pelo menos, quatro vezes a espessura do material, mais o raio de curvatura (4T + R). Se for absolutamente necessário utilizar uma flange mais curta, poderá ser necessário recorrer a ferramentas personalizadas ou a usinagem pós-curvatura, o que aumenta o preço unitário.
Orifícios de fixação fora da zona de deformação por dobragem
Quando a chapa metálica é dobrada, o material estica-se na parte exterior do raio e comprime-se na parte interior. Os orifícios ou recortes situados demasiado perto de uma linha de dobra ficam deformados, assumindo uma forma oval, durante esta deformação.
Para evitar isso, a fórmula padrão de engenharia consiste em posicionar a borda de qualquer orifício a uma distância mínima de 2,5 vezes a espessura do material, mais o raio da curvatura (2,5T + R), da linha de curvatura. Isto garante que os acessórios se encaixem corretamente, sem necessidade de limagem manual na bancada de montagem.
Adicione ranhuras de flexão para evitar o rasgamento do material
Ao dobrar uma aba que não se estende por todo o comprimento da borda da chapa, o material nos cantos adjacentes rasga-se devido à tensão localizada. Os alívios de dobra são pequenos recortes colocados nesses pontos de tensão para permitir que o metal se dobre de forma limpa.
Esses relevos devem, normalmente, ser mais largos do que a espessura do material e mais profundos do que o raio de curvatura. Ignorar este detalhe resulta frequentemente em microfissuras que comprometem a integridade estrutural do invólucro ao longo do tempo.
Forneça desenhos de corte limpos para evitar atrasos na fase de engenharia
Embora os modelos 3D sejam essenciais para a validação do projeto, a produção baseia-se em desenhos planos 2D. O envio de ficheiros com linhas não unificadas ou sem deduções de dobra atrasa a programação das máquinas.
Mais importante ainda, se o desenho plano for calculado utilizando um fator K incorreto, as dimensões finais da peça dobrada ficarão fora da tolerância. Os fabricantes profissionais por contrato costumam assinalar esta situação e colocar o projeto em «suspensão técnica». Esta troca de mensagens para verificar as dimensões corretas costuma fazer com que se percam um a dois dias de tempo de produção.

Planear o hardware e o acesso antes da montagem
A qualidade de uma caixa depende inteiramente da sua montagem final. Escolher os elementos de fixação errados ou ignorar as distâncias de segurança das ferramentas pode transformar uma produção simples num gargalo que exige muito trabalho. Planear a integração dos elementos de fixação numa fase inicial permite que a linha de montagem funcione de forma previsível.
Utilize fixadores PEM, mas mantenha distâncias de segurança em relação às bordas
A roscação direta em chapas metálicas com espessura inferior a 1,5 mm resulta frequentemente na danificação da rosca sob cargas de binário padrão. Os elementos de fixação de auto-roscagem, tais como porcas e pinos PEM, proporcionam roscas resistentes e reutilizáveis, capazes de suportar cargas.
No entanto, uma vez que estes elementos de fixação requerem uma pressão elevada para deslocar o metal, colocá-los demasiado perto da borda da peça constitui uma falha comum no DFM. O metal deslocado irá empurrar para fora, causando um abaulamento visível na borda e imprecisões dimensionais. Verifique sempre a distância mínima entre a linha central e a borda especificada pelo fabricante antes de definir a localização dos orifícios.
Especifique espaçadores cegos para um exterior limpo e vedado
Quando os componentes internos requerem pontos de fixação, mas o exterior da caixa deve permanecer visualmente nivelado, costuma-se utilizar espaçadores cegos. Estes são pressionados contra a face interna do metal sem perfurar a superfície exterior.
Esta abordagem mantém um aspeto elegante e profissional no exterior. Como não existe nenhum orifício de passagem, elimina também potenciais pontos de entrada de poeira ou humidade, o que a torna extremamente vantajosa para o cumprimento de classificações IP específicas.
Verificar o espaço livre para ferramentas de montagem automatizadas
Mesmo que um elemento de fixação se encaixe na perfeição na montagem CAD, os técnicos têm de conseguir alcançá-lo fisicamente na bancada. Colocar os elementos de fixação em cantos internos apertados obriga ao uso de ferramentas manuais, o que aumenta significativamente o tempo de trabalho.
Deixe sempre espaço livre vertical e horizontal suficiente para pistolas de rebite pneumáticas padrão ou aparafusadoras de torque a bateria. A conceção que permita o acesso de ferramentas automatizadas é fundamental na transição da fase de protótipo para a produção em série.
Isolar os pontos de montagem da placa de circuito impresso para evitar o rasgamento das pastilhas de solda
As placas de circuito impresso são altamente rígidas. Durante o transporte ou os ensaios de queda, os painéis de chapa metálica de grandes dimensões sofrem pequenas deformações e recuperam a sua forma original.
Se uma placa de circuito impresso (PCB) for montada de forma rígida sobre uma grande extensão de chapa metálica não reforçada, esta força de rebote será transmitida diretamente para a placa, o que muitas vezes provoca o desprendimento das pastilhas de solda dos componentes de montagem em superfície. Para evitar isso, utilize suportes internos específicos ou coloque os espaçadores da PCB perto dos cantos estruturais, onde o metal é mais rígido.
Conceber pontos de fixação específicos para o encaminhamento de cabos
Os cabos internos soltos estão sujeitos a ficarem presos quando a tampa do invólucro é finalmente fixada. Em vez de recorrer a suportes adesivos para abraçadeiras — que frequentemente falham devido às variações térmicas e ao desgaste do tempo —, conceba soluções permanentes diretamente na chapa metálica.
As passagens perfuradas ou as pontes de fixação específicas para chapa metálica proporcionam um percurso de passagem permanente. Isto mantém os feixes de cabos em segurança, afastados de arestas vivas, peças móveis ou componentes que geram calor, durante toda a vida útil do equipamento.
Incorporar requisitos relativos ao controlo térmico, vedação, interferência eletromagnética e acabamento
O design avançado de caixas de equipamento vai além da geometria básica. Quando o equipamento é instalado no terreno, tem de gerir o calor interno, bloquear as interferências eletromagnéticas e resistir à exposição ambiental. Se o design não tiver em conta estas realidades físicas, isso implica frequentemente modificações dispendiosas a posteriori.
Utilize grelhas direcionais e espaçadores para o controlo passivo do calor
Os componentes internos de alta potência geram calor que tem de ser dissipado para evitar avarias no equipamento. Em vez de se basear em simples orifícios perfurados, direcionais persianas são frequentemente utilizados para orientar as correntes de convecção natural e aspirar ar mais frio da parte inferior do recinto.
As persianas estampadas devem ser sempre orientadas de forma a ficarem viradas para baixo nos painéis verticais. Isto permite que o ar quente escape, ao mesmo tempo que funciona como uma barreira física contra a entrada de poeira e líquidos, ajudando a manter as classificações IP básicas. Quando não é possível utilizar ventoinhas de refrigeração ativas, a montagem de componentes geradores de calor diretamente no chassis, utilizando almofadas térmicas, permite dissipar o calor de forma eficiente pela ampla superfície metálica.
Controlar a compressão da junta para garantir classificações IP fiáveis
Para atingir uma classificação IP65 ou superior, são necessárias juntas contínuas, geralmente feitas de borracha, silicone ou espuma moldada no local. No entanto, o simples facto de encaixar uma junta plana entre dois painéis de chapa metálica faz com que, com o tempo, o material se desloque do seu lugar.
Para evitar uma compressão excessiva, projete uma bainha de chapa metálica dobrada ou utilize um espaçador com uma altura específica que funcione como um batente físico. Isto garante que a junta seja comprimida apenas de acordo com as especificações do fabricante — normalmente de 20% a 30% —, mantendo uma vedação estanque sem danificar a borracha.
Conceção de costuras sobrepostas e máscaras para blindagem contra interferências eletromagnéticas
Os dispositivos eletrónicos têm frequentemente de passar por rigorosos testes de interferência eletromagnética (EMI) ou de interferência de radiofrequência (RFI). Uma falha de conceção comum consiste na aplicação de um revestimento em pó não condutor em toda a caixa, o que interrompe a continuidade elétrica entre as peças de encaixe.
Para criar uma gaiola de Faraday eficaz, projete costuras sobrepostas e indique claramente as áreas a mascarar no desenho de fabrico. As áreas a mascarar devem ser simples e retas. A aplicação de fita adesiva resistente a altas temperaturas é um processo manual; geometrias de mascaramento complexas atrasam significativamente a linha de acabamento e aumentam os custos de mão-de-obra.
Limitar a soldadura contínua para evitar deformações térmicas
A especificação de soldaduras contínuas ao longo de todas as juntas confere uma resistência estrutural significativa, mas gera um calor intenso na peça. Em chapas finas (com menos de 2 mm), este calor concentrado provoca deformações graves e distorções dimensionais difíceis de corrigir.
O endireitamento de chapas metálicas finas deformadas pelo calor requer martelagem manual ou endireitamento com chama, o que acarreta custos de mão de obra difíceis de quantificar e deixa defeitos visíveis na superfície. A menos que seja necessária uma vedação hermética para cumprir uma classificação IP, a soldadura por pontos (soldadura intermitente) ou a soldadura por pontos é normalmente suficiente. Estes métodos reduzem a entrada de calor e mantêm os custos de fabrico sob controlo.
Adaptar os acabamentos das superfícies aos requisitos de material e tolerância
Os acabamentos de superfície protegem o metal, mas também alteram as dimensões físicas finais da peça. O revestimento em pó acrescenta normalmente entre 0,05 mm e 0,15 mm de espessura por superfície, o que pode causar graves problemas de tolerância se as folgas internas ou os trilhos deslizantes forem apertados.
Indique sempre explicitamente as dimensões críticas como «pós-galvanização» ou «pós-pintura» no desenho técnico. No caso do aço laminado a frio, é necessário aplicar um revestimento em pó ou uma galvanização para evitar a oxidação. As caixas de alumínio são frequentemente anodizadas, o que endurece a superfície sem aumentar significativamente a espessura.
Conclusão
Um projeto eficaz de caixas de chapa metálica não se resume a encaixar componentes dentro de uma caixa; trata-se de tornar essa caixa fabricável, repetível e económica. Ao aplicar estes princípios de DFM numa fase inicial, os engenheiros podem reduzir as taxas de rejeição na prensa-dobra, eliminar os estrangulamentos manuais durante a montagem e diminuir o preço unitário final.
Se estiver a finalizar o projeto de uma caixa e precisar de uma análise de viabilidade de fabrico, a nossa equipa de engenharia na Shengen podemos ajudar. Com mais de 10 anos de experiência na fabricação de chapas metálicas, acompanhamos projetos desde a prototipagem rápida até à produção em série. Asseguramos que as suas peças passem sem problemas do CAD para a linha de produção, com qualidade fiável e prazos de produção eficientes.
FAQs
Qual é o melhor material de chapa metálica para caixas de proteção para exterior?
Para ambientes exteriores ou corrosivos, o alumínio 5052 ou o aço inoxidável 304/316 são as opções padrão. O alumínio é mais leve, mais fácil de usinar e naturalmente resistente à corrosão. O aço inoxidável oferece maior resistência ao impacto e rigidez para ambientes industriais adversos, mas é mais difícil de cortar e dobrar, o que aumenta os custos de fabrico.
Qual deve ser a espessura da chapa metálica para um invólucro industrial de uso geral?
A maioria das caixas industriais e comerciais utiliza materiais com espessuras entre 1,2 mm e 2,0 mm (calibre 18 a calibre 14). Esta gama de espessuras oferece um equilíbrio extremamente prático. Proporciona rigidez estrutural suficiente para proteger os componentes internos, mantendo-se simultaneamente fina o suficiente para ser facilmente processada em cortadoras a laser e prensas de dobra padrão.
Por que é que os orifícios de montagem do meu molde plano ficam distorcidos após a dobragem?
É provável que os orifícios estejam localizados demasiado perto da linha de dobra e se encontrem dentro da zona de deformação. Quando o metal é dobrado, o material estica-se no raio exterior. Para evitar a deformação dos orifícios, certifique-se de que a borda de qualquer orifício se encontra a uma distância da linha de dobra equivalente a, pelo menos, 2,5 vezes a espessura do material, mais o raio de dobra.
A partir de que volume faz sentido passar do corte a laser para a estampagem?
Para volumes inferiores a 5 000 unidades, o corte a laser e as prensas dobradoras CNC continuam a ser a abordagem mais económica, devido à ausência de custos com ferramentas. À medida que os volumes anuais ultrapassam as 10 000 unidades, faz sentido investir em matrizes de estampagem de chapa metálica personalizadas. A redução drástica no tempo de ciclo por unidade nessa escala compensa facilmente o investimento inicial em ferramentas.
Olá, chamo-me Kevin Lee

Nos últimos 10 anos, tenho estado imerso em várias formas de fabrico de chapas metálicas, partilhando aqui ideias interessantes a partir das minhas experiências em diversas oficinas.
Entrar em contacto
Kevin Lee
Tenho mais de dez anos de experiência profissional no fabrico de chapas metálicas, especializando-me em corte a laser, dobragem, soldadura e técnicas de tratamento de superfícies. Como Diretor Técnico da Shengen, estou empenhado em resolver desafios complexos de fabrico e em promover a inovação e a qualidade em cada projeto.
Recursos relacionados

Texturização a laser de metais: preparação, DFM e controlo de custos


Puncionamento vs corte a laser: Custo, velocidade e vantagens DFM
