Muchas carcasas de chapa no superan el paso del CAD en 3D a la planta de producción. Aunque un diseño pueda parecer impecable en pantalla, ignorar los límites estándar de las plegadoras, los espacios libres de las herramientas y las tolerancias del material garantiza retrasos en la producción y sobrecostes inmediatos.
Con más de una década de experiencia en la transición de proyectos desde la prototipación rápida hasta la producción en serie, nuestro equipo de ingeniería observa constantemente el mismo patrón: las piezas que funcionan bien como prototipos individuales suelen requerir rediseños estructurales antes de que puedan fabricarse de manera eficiente a gran escala.
Esta guía va al grano. En ella se describen las normas exactas del diseño para la fabricación (DFM) —desde fórmulas para calcular los radios de curvatura hasta la integración de los herrajes— necesarias para diseñar carcasas que sean estructuralmente sólidas, fáciles de montar y muy rentables de producir.
Requisitos que evitan que se diseñe una carcasa inadecuada
Antes de abrir un programa de CAD, es necesario definir las restricciones fundamentales del proyecto. Saltarse esta fase suele dar lugar a piezas o carcasas con un diseño excesivamente complejo que fallan en su aplicación real.
Adapta la elección de los materiales al entorno operativo
El entorno en el que se utilizará la carcasa determina la elección de los materiales y acabado de superficies. Para entornos interiores con temperatura controlada, acero laminado en frío tratado con un recubrimiento en polvo estándar suele ser suficiente y rentable.
Si la unidad va a estar expuesta a altos niveles de humedad, entornos marinos o productos químicos corrosivos, el uso de aluminio 5052 o acero inoxidable 304/316 evita fallos estructurales prematuros y la aparición de óxido.
Mantenga unos espacios libres de entre 5 y 10 mm en los diseños internos
Las dimensiones físicas de la carcasa dependen totalmente de los componentes que alberga en su interior. Comienza el proceso de diseño trazando un esquema de las piezas internas más grandes, como las fuentes de alimentación, las placas de circuito impreso (PCB) y los transformadores.
Es habitual dejar un espacio libre mínimo de entre 5 y 10 mm entre los componentes eléctricos bajo tensión y las paredes metálicas. Esto ayuda a evitar cortocircuitos y establece el volumen interno mínimo necesario.
Asegúrese de que haya espacio suficiente para las herramientas de montaje
Los técnicos de montaje y el personal de mantenimiento necesitan un espacio adecuado para trabajar. Los diseños deben tener en cuenta las dimensiones físicas de las herramientas —como destornilladores, remachadoras o llaves dinamométricas— necesarias para fijar los elementos de fijación internos.
Una situación habitual DFM Un error habitual es colocar los separadores de montaje demasiado cerca de una brida curvada interna. Esto suele requerir el uso de destornilladores especiales de ángulo recto o hace que el elemento de fijación interfiera con el radio de curvatura. Una regla de ingeniería segura consiste en dejar un espacio libre de al menos [diámetro de la herramienta + 5 mm] respecto a cualquier curvatura interior.
Definir las clasificaciones IP desde el principio para orientar el diseño de las juntas y uniones
Los índices de protección contra la entrada de agua y polvo (IP) o NEMA influyen directamente en el diseño de las juntas de la carcasa. Para los índices IP20 a IP40, en los que el polvo y los residuos menores constituyen las principales preocupaciones ambientales, se suelen emplear diseños de soldadura por puntos o de costura intermitente.
Para alcanzar un grado de protección IP65 o superior, suele ser necesario realizar una soldadura continua por costura e integrar juntas de sellado a presión. Estos requisitos modifican el diseño del patrón plano y aumentan considerablemente el tiempo de rectificado posterior a la soldadura.
Utilizar los objetivos de volumen para determinar los métodos de fabricación
El volumen de material, los tiempos de preparación de la prensa plegadora y los métodos de montaje determinan el precio final por unidad. Una carcasa compleja que requiera en gran medida soldadura manual podría ser aceptable para un prototipo rápido de bajo volumen.
Sin embargo, a medida que aumentan los volúmenes, los métodos de fabricación deben adaptarse. Para tiradas inferiores a 500 unidades, los diseños de lengüetas y ranuras cortados con láser y soldados manualmente suelen resultar rentables. Cuando los volúmenes superan las 1 000 unidades, el rediseño para utilizar perfiles en forma de U estampados y fijaciones PEM reduce considerablemente el coste de mano de obra por unidad.
Opciones estructurales que reducen los riesgos relacionados con la flexión, la soldadura y las tolerancias
La geometría básica de la estructura determina la facilidad con la que se desplaza a través del corte por láser y flexión etapas. La elección de enfoques estructurales estándar minimiza el desperdicio de material y reduce el riesgo de errores dimensionales.
Da prioridad a las bases en forma de U para minimizar los residuos y el tiempo de preparación
Las bases en forma de U son muy habituales en la industria manufacturera, ya que son estructuralmente rígidas y fáciles de procesar. Al estar conformadas a partir de un único plano con dos pliegues principales, esta forma requiere un tiempo de preparación mínimo en la prensa plegadora.
Funciona bien con equipos montados en rack, cajas de control industriales y unidades de sobremesa estándar, al tiempo que reduce al mínimo los residuos.
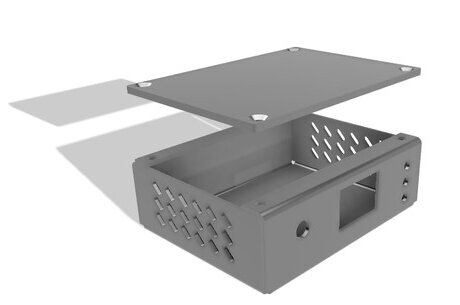
Utiliza cubiertas en forma de L para facilitar el acceso al interior
Los paneles en forma de L se utilizan con frecuencia junto con bases en forma de U para completar un armario de dos piezas. Esta configuración permite a los operarios acceder sin restricciones a los componentes internos desde dos ángulos diferentes durante el montaje final.
Dado que solo requieren un único pliegue de 90 grados, las piezas en forma de L conservan una gran precisión dimensional y su fabricación a gran escala resulta muy eficiente.
Utilizar uniones de lengüeta y ranura para prescindir de los soportes de soldadura a medida
Cuando es necesario soldar o unir de forma permanente piezas de chapa, los diseños de lengüeta y ranura ayudan a alinear los componentes automáticamente. Este método de fijación automática reduce la necesidad de utilizar costosas plantillas de soldadura a medida.
Además, reduce al mínimo los errores de alineación manual durante el montaje. Se trata de una opción estructural eficaz que permite mantener tolerancias estrictas desde el primer prototipo hasta las series de producción a gran escala.
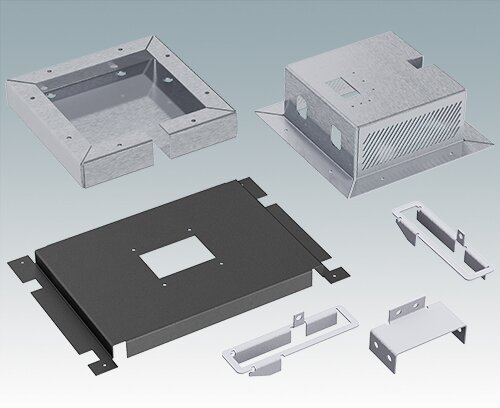
Dividir geometrías complejas para mejorar el aprovechamiento del material
Un único plano complejo con múltiples pliegues reduce el número total de piezas separadas, pero aumenta el riesgo de que se produzcan colisiones entre los pliegues en la prensa plegadora. Además, su corte puede resultar muy ineficiente.
Un patrón plano complejo de una sola pieza puede generar 40% de chatarra a partir de la chapa metálica. Dividirlo en dos piezas en forma de L puede mejorar el aprovechamiento del material al permitirlas encajar de manera eficiente en la mesa de la cortadora láser. Los diseños de varias piezas se basan en tornillos y remaches, lo que puede aumentar ligeramente el tiempo de montaje, pero reduce de forma fiable el coste total del material.
Diseña orificios de gran tamaño para compensar la acumulación de tolerancias
Las tolerancias estándar en el plegado de chapa suelen oscilar entre ±0,2 mm y ±0,5 mm, dependiendo del grosor del material. Cuando se atornillan entre sí varias piezas plegadas, estas pequeñas variaciones dimensionales se acumulan.
El diseño de orificios de montaje ligeramente sobredimensionados o el uso de ranuras para los componentes de acoplamiento permite compensar estas variaciones. De este modo, se evitan los errores de alineación durante la fase de montaje final y se reducen las repeticiones de trabajo en la planta de producción.
Detalles de DFM que facilitan el corte y el plegado
La conversión de un modelo 3D en una pieza física requiere aplanar la geometría y darle forma mediante prensado. Los pequeños descuidos en el CAD suelen traducirse en importantes dificultades a la hora de fabricar las herramientas en el taller. La estandarización de determinadas características de diseño reduce el tiempo de preparación de las máquinas y evita defectos en el material.
Mantenga un radio de curvatura constante para eliminar los retrasos en la configuración
Cada vez que un Radio de doblaje Cuando se producen cambios en un diseño, los operarios de las prensas plegadoras deben detener la máquina y cambiar las herramientas. En un entorno industrial estándar, el cambio de un solo punzón y una matriz suele llevar entre 15 y 30 minutos.
Si una sola carcasa requiere tres radios de curvatura diferentes, el tiempo de inactividad de la máquina por sí solo encarecerá drásticamente el coste unitario, especialmente en los pedidos de bajo volumen. Una práctica habitual en el sector es utilizar un único radio de curvatura igual al espesor del material (1T) para toda la pieza.
Asegúrese de que la altura de las bridas supere los límites mínimos de la prensa plegadora
Las bridas deben ser lo suficientemente largas como para apoyarse con firmeza sobre la matriz en V inferior durante el proceso de plegado. Si una brida es demasiado corta, el material se deslizará hacia el interior de la matriz, lo que provocará pliegues deformados o marcas de herramientas muy marcadas.
Una pauta de ingeniería fiable consiste en diseñar bridas con una altura de al menos cuatro veces el espesor del material, más el radio de curvatura (4T + R). Si es absolutamente necesario utilizar una brida más corta, es posible que se requieran herramientas a medida o un mecanizado posterior al curvado, lo que aumenta el precio unitario.
Orificios de fijación fuera de la zona de deformación por flexión
Cuando se dobla la chapa, el material se estira en la parte exterior del radio y se comprime en la parte interior. Los orificios o recortes situados demasiado cerca de una línea de plegado se deformarán adoptando una forma ovalada durante este proceso.
Para evitarlo, la fórmula estándar de ingeniería consiste en situar el borde de cualquier orificio a una distancia de la línea de plegado equivalente al menos a 2,5 veces el espesor del material, más el radio de plegado (2,5T + R). De este modo se garantiza que los herrajes encajen correctamente sin necesidad de limarlos a mano en el banco de montaje.
Añade radios de curvatura para evitar que el material se rompa
Al doblar una brida que no se extiende a lo largo de todo el borde de la chapa, el material de las esquinas adyacentes se rasgará debido a la tensión localizada. Los rebajes de doblado son pequeños recortes situados en estos puntos de tensión para permitir que el metal se doble sin problemas.
Por lo general, estos rebajes deben ser más anchos que el espesor del material y más profundos que el radio de curvatura. Si se omite este detalle, a menudo se producen microfisuras que, con el tiempo, comprometen la integridad estructural de la carcasa.
Proporcione planos de corte limpios para evitar retrasos en la fase de ingeniería
Aunque los modelos 3D son esenciales para la validación del diseño, en la planta de producción se trabaja con patrones planos en 2D. El envío de archivos con líneas sin fusionar o sin las deducciones de plegado ralentiza la programación de las máquinas.
Y lo que es más importante, si el plano del producto se calcula utilizando un factor K incorrecto, las dimensiones finales del producto doblado quedarán fuera de tolerancia. Los fabricantes por encargo profesionales suelen señalar este problema y poner el proyecto en «suspensión técnica». Esta comunicación de ida y vuelta para verificar las dimensiones correctas suele suponer una pérdida de uno o dos días de tiempo de producción.

Planifica el hardware y el acceso antes del montaje
La calidad de una carcasa depende en gran medida de su montaje final. Elegir los elementos de fijación inadecuados o pasar por alto los espacios libres necesarios para las herramientas puede convertir una producción sencilla en un cuello de botella que requiere mucha mano de obra. Planificar la integración de los elementos de fijación desde el principio permite que la línea de montaje funcione de forma predecible.
Utilice fijaciones PEM, pero mantenga unas distancias de seguridad adecuadas respecto a los bordes
El roscado directo en chapas metálicas de menos de 1,5 mm de espesor suele provocar el desgaste de la rosca con los pares de apriete estándar. Los elementos de fijación de autoengrape, como las tuercas y los pernos PEM, proporcionan roscas resistentes y reutilizables capaces de soportar cargas.
Sin embargo, dado que estos elementos de fijación requieren una alta presión para desplazar el metal, colocarlos demasiado cerca del borde de la pieza es un error habitual en el diseño para la fabricación (DFM). El metal desplazado empujará hacia fuera, provocando un abombamiento notable del borde y una falta de precisión dimensional. Compruebe siempre la distancia mínima entre la línea central y el borde especificada por el fabricante antes de decidir la ubicación definitiva de los orificios.
Utilice separadores ciegos para lograr un exterior limpio y sellado
Cuando los componentes internos requieren puntos de fijación, pero el exterior de la carcasa debe quedar visualmente a ras, se suelen utilizar separadores ciegos. Estos se presionan contra la cara interior del metal sin perforar la superficie exterior.
Este enfoque permite mantener un aspecto pulcro y profesional en el exterior. Al no haber orificios pasantes, también se eliminan los posibles puntos de entrada de polvo o humedad, lo que resulta muy beneficioso para cumplir con determinados índices de protección IP.
Comprobar el espacio libre para las herramientas de montaje automatizado
Aunque un elemento de fijación encaje perfectamente en el ensamblaje CAD, los técnicos deben poder acceder físicamente a él en el banco de trabajo. Colocar los elementos de fijación en esquinas internas estrechas obliga a utilizar herramientas manuales, lo que aumenta considerablemente el tiempo de trabajo.
Deje siempre un espacio libre suficiente, tanto en vertical como en horizontal, para las remachadoras neumáticas estándar o los atornilladores de par a batería. Es fundamental tener en cuenta el acceso de las herramientas automatizadas a la hora de pasar de la fase de prototipo a la fabricación en serie.
Aislar los puntos de montaje de las placas de circuito impreso para evitar que se desprendan las almohadillas de soldadura
Las placas de circuito impreso son muy rígidas. Durante el transporte o las pruebas de caída, los paneles metálicos de gran tamaño sufren una ligera deformación y se recuperan.
Si una placa de circuito impreso se monta de forma rígida sobre una gran superficie de chapa metálica sin reforzar, esta fuerza de rebote se transmitirá directamente a la placa, lo que a menudo provoca que se desprendan las almohadillas de soldadura de los componentes de montaje superficial. Para evitarlo, utilice soportes internos específicos o coloque los separadores de la placa cerca de las esquinas estructurales, donde el metal es más rígido.
Diseño de puntos de fijación específicos para el tendido de cables
Los cables internos sueltos tienden a quedar aprisionados cuando se cierra definitivamente la tapa de la caja. En lugar de recurrir a soportes adhesivos para bridas —que suelen fallar debido a los ciclos térmicos y al paso del tiempo—, se deben diseñar soluciones permanentes integradas directamente en la chapa metálica.
Los pasacables perforados o los puentes de sujeción específicos para chapa metálica proporcionan un recorrido fijo. De este modo, los mazos de cables se mantienen a una distancia segura de los bordes afilados, las piezas móviles o los componentes que generan calor durante toda la vida útil del equipo.
Incorporar requisitos de control térmico, sellado, compatibilidad electromagnética y acabado
El diseño avanzado de cajas protectoras va más allá de la geometría básica. Cuando los equipos se instalan sobre el terreno, deben gestionar el calor interno, bloquear las interferencias electromagnéticas y resistir la exposición a las condiciones ambientales. Si no se tiene en cuenta estas realidades físicas en la fase de diseño, a menudo es necesario realizar costosas modificaciones a posteriori.
Utilice rejillas orientables y separadores para el control pasivo de la temperatura
Los componentes internos de alta potencia generan calor que debe disiparse para evitar averías en el equipo. En lugar de recurrir a simples orificios perforados, la disipación direccional lamas se utilizan a menudo para dirigir las corrientes de convección natural y extraer aire más frío de la parte inferior del recinto.
Las rejillas estampadas deben orientarse siempre hacia abajo en los paneles verticales. Esto permite que el aire caliente se escape, al tiempo que actúa como barrera física contra el polvo y la entrada de líquidos, lo que ayuda a mantener los índices de protección IP básicos. Cuando no es posible utilizar ventiladores de refrigeración activos, la fijación de los componentes que generan calor directamente al chasis mediante almohadillas térmicas permite disipar el calor de forma eficaz a través de la amplia superficie metálica.
Controlar la compresión de las juntas para garantizar unos índices de protección IP fiables
Para alcanzar un grado de protección IP65 o superior se requieren juntas continuas, normalmente fabricadas en caucho, silicona o espuma moldeada in situ. Sin embargo, el simple hecho de colocar una junta plana entre dos paneles de chapa metálica suele provocar que el material se desplace con el paso del tiempo.
Para evitar una compresión excesiva, diseñe un reborde de chapa plegada o utilice un separador de una altura determinada que actúe como tope físico. De este modo, se garantiza que la junta se comprima únicamente según las especificaciones del fabricante —normalmente de 20% a 30%— y se mantenga un sellado hermético sin deteriorar la goma.
Diseño de uniones solapadas y enmascaramiento para el apantallamiento contra interferencias electromagnéticas
Los dispositivos electrónicos suelen tener que superar estrictas pruebas de interferencias electromagnéticas (EMI) o de interferencias de radiofrecuencia (RFI). Un error de diseño habitual es aplicar una capa de pintura en polvo no conductora sobre toda la carcasa, lo que interrumpe la continuidad eléctrica entre las piezas de acoplamiento.
Para crear una jaula de Faraday eficaz, diseñe uniones superpuestas y especifique claramente las zonas de enmascaramiento en el plano de fabricación. Las zonas enmascaradas deben ser sencillas y rectas. La aplicación de cinta de enmascaramiento resistente a altas temperaturas es un proceso manual; las geometrías de enmascaramiento complejas ralentizan considerablemente la línea de acabado y aumentan los costes de mano de obra.
Limitar la soldadura continua para evitar la deformación térmica
La aplicación de soldaduras continuas a lo largo de todas las uniones aumenta considerablemente la resistencia estructural, pero genera una gran cantidad de calor en la pieza. En chapas finas (de menos de 2 mm), este calor concentrado provoca una deformación grave y una alteración dimensional que resulta difícil de corregir.
Para enderezar metal fino deformado por el calor es necesario martillarlo a mano o enderezarlo con llama, lo que conlleva unos costes de mano de obra difíciles de controlar y deja defectos visibles en la superficie. A menos que se requiera un sellado hermético para cumplir con una clasificación IP, suele bastar con la soldadura por puntos (soldadura intermitente) o la soldadura por puntos. Estos métodos reducen la aportación de calor y mantienen los costes de fabricación bajo control.
Adaptar los acabados superficiales a los requisitos de los materiales y las tolerancias
Los acabados superficiales protegen el metal, pero también modifican las dimensiones físicas finales de la pieza. El recubrimiento en polvo suele añadir entre 0,05 mm y 0,15 mm de espesor por superficie, lo que puede provocar graves problemas de tolerancia si los holguras internas o los rieles deslizantes son muy ajustados.
En el plano técnico, indique siempre de forma explícita las dimensiones críticas como «posterior al recubrimiento» o «posterior al pintado». En el caso del acero laminado en frío, es necesario aplicar un recubrimiento en polvo o un recubrimiento de zinc para evitar la oxidación. Las carcasas de aluminio suelen estar anodizadas, lo que endurece la superficie sin aumentar significativamente el espesor.
Conclusión
Un diseño eficaz de las carcasas de chapa no consiste simplemente en encajar los componentes dentro de una caja, sino en hacer que esa caja sea fabricable, reproducible y rentable. Al aplicar estos principios de DFM desde el principio, los ingenieros pueden reducir los índices de desperdicio en la prensa plegadora, eliminar los cuellos de botella manuales durante el montaje y reducir el precio unitario final.
Si estás ultimando el diseño de una carcasa y necesitas una revisión de la viabilidad de fabricación, nuestro equipo de ingeniería en Shengen podemos ayudarle. Con más de 10 años de experiencia en la fabricación de chapas metálicas, nos encargamos de proyectos que abarcan desde la creación rápida de prototipos hasta la producción en serie. Nos aseguramos de que sus piezas pasen sin problemas del CAD al taller, con una calidad fiable y plazos de producción eficientes.
Preguntas frecuentes
¿Cuál es el mejor material de chapa para cerramientos exteriores?
Para entornos exteriores o corrosivos, el aluminio 5052 o el acero inoxidable 304/316 son las opciones habituales. El aluminio es más ligero, más fácil de mecanizar y naturalmente resistente a la corrosión. El acero inoxidable ofrece una mayor resistencia al impacto y rigidez para entornos industriales exigentes, pero es más difícil de cortar y doblar, lo que aumenta los costes de fabricación.
¿Qué grosor debe tener la chapa metálica para una cabina industrial general?
La mayoría de las carcasas industriales y comerciales utilizan materiales con un grosor de entre 1,2 mm y 2,0 mm (calibre 18 a calibre 14). Este rango de grosores ofrece un equilibrio muy práctico. Proporciona la rigidez estructural suficiente para proteger los componentes internos, al tiempo que es lo suficientemente fino como para poder procesarse fácilmente en cortadoras láser y plegadoras estándar.
¿Por qué se deforman los orificios de montaje de mi plano de montaje tras el plegado?
Es probable que los orificios estén situados demasiado cerca de la línea de plegado y se encuentren dentro de la zona de deformación. Cuando se pliega el metal, el material se estira en el radio exterior. Para evitar la deformación de los orificios, asegúrese de que el borde de cualquier orificio se encuentre a una distancia de la línea de plegado que sea, como mínimo, 2,5 veces el espesor del material más el radio de plegado.
¿A partir de qué volumen tiene sentido pasar del corte por láser al troquelado?
Para volúmenes inferiores a 5.000 unidades, el corte por láser y las plegadoras CNC siguen siendo la opción más rentable, ya que no implican gastos de utillaje. Cuando los volúmenes anuales superan las 10.000 unidades, resulta conveniente invertir en troqueles de estampado de chapa a medida. La drástica reducción del tiempo de ciclo por unidad a esa escala compensa con creces la inversión inicial en utillaje.
Hola, soy Kevin Lee

Durante los últimos 10 años, he estado inmerso en diversas formas de fabricación de chapa metálica, compartiendo aquí ideas interesantes de mis experiencias en diversos talleres.
Póngase en contacto
Kevin Lee
Tengo más de diez años de experiencia profesional en la fabricación de chapas metálicas, especializada en corte por láser, plegado, soldadura y técnicas de tratamiento de superficies. Como Director Técnico de Shengen, me comprometo a resolver complejos retos de fabricación y a impulsar la innovación y la calidad en cada proyecto.
Recursos relacionados

Texturización láser de metales: preparación, diseño para la fabricación (DFM) y control de costes

Acero electrogalvanizado: guía de fabricación y selección

