Les joints de tôle sont des techniques spécialisées utilisées pour relier deux ou plusieurs pièces de tôle en assemblages structurels. Le choix se fait en fonction de l'épaisseur du matériau, de la charge mécanique et des coûts de production. Les méthodes standard vont du soudage thermique permanent et des fixations mécaniques (rivets, boulons) aux configurations d'emboîtement telles que les coutures et les plis.
Au-delà de la résistance, ces choix déterminent la distorsion de la soudure, la vitesse d'assemblage, la complexité des montages, le travail de finition et la possibilité d'automatiser la production. Cet article présente la géométrie des joints et les méthodes d'assemblage afin d'aider les équipes d'ingénieurs à contrôler les coûts et à garantir une qualité constante, du prototype à la fabrication en série.
Choisir la bonne géométrie des joints de tôle
La configuration physique d'une articulation détermine la manière dont la charge est répartie entre les pièces. Elle dicte également la séquence d'assemblage et le type de fixation requis dans l'atelier.
Articulations bout à bout
Les joints bout à bout alignent deux bords de tôle sur le même plan. Cette configuration convient parfaitement aux pièces nécessitant une surface plane et continue et une étanchéité aux fluides, telles que les réservoirs ou les panneaux.
Cependant, les assemblages bout à bout offrent une surface limitée pour le soudage et sont très sensibles à la précision de l'ajustement. Les variations des tolérances de coupe peuvent entraîner des écarts difficiles à combler (en général, les écarts doivent être inférieurs à 10% de l'épaisseur du matériau). Ils nécessitent souvent une découpe laser précise avant l'assemblage afin de maintenir la cohérence de la production.

Joints d'angle
Les joints d'angle relient deux tôles à un angle, généralement de 90 degrés, pour former un L. Ils constituent la méthode standard de construction des boîtiers de machines, des boîtes électriques et des cadres de protection. Il s'agit de l'approche standard pour la construction de boîtiers de machines, de boîtes électriques et de cadres de protection.
La conception laisse généralement un bord exposé, ce qui nécessite un meulage manuel si une finition esthétique est nécessaire. Pour les panneaux extérieurs, les ingénieurs de fabrication préfèrent souvent des configurations à angles fermés afin de réduire le temps consacré aux processus de finition secondaires et d'améliorer le blindage EMI.

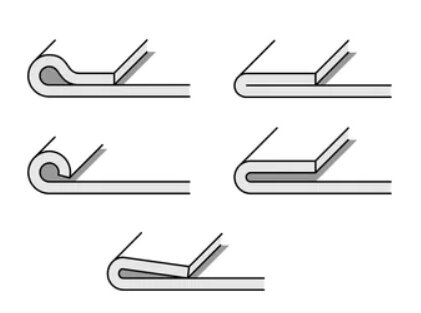
Joints de bord
Les joints de bord consistent à placer deux bords de tôle parallèles l'un contre l'autre. Ce type de joint est généralement utilisé pour le renforcement ou pour fournir une section plus épaisse et plus sûre le long du périmètre d'une pièce manipulée.
Bien qu'il augmente la rigidité locale, il est moins efficace pour supporter des charges lourdes que d'autres configurations. En production, les joints de bord sont principalement utilisés pour les brides non structurelles, les bords de sécurité ou les canaux d'acheminement internes.

Joints en T
Les joints en té relient le bord d'une feuille à la surface plane d'une autre feuille, en formant un T. La connexion étant appliquée le long de l'intersection, elle offre une grande rigidité et est principalement utilisée pour les supports structurels internes, les nervures et les supports de montage.
La gestion de l'apport de chaleur est le principal défi posé par cette géométrie. Le soudage d'une tôle de faible épaisseur (moins de 1,5 mm, par exemple) directement sur une surface plane provoque souvent une distorsion thermique ou une brûlure visuelle sur la face cosmétique opposée, ce qui nécessite un contrôle minutieux des paramètres ou des techniques de soudage par sauts.

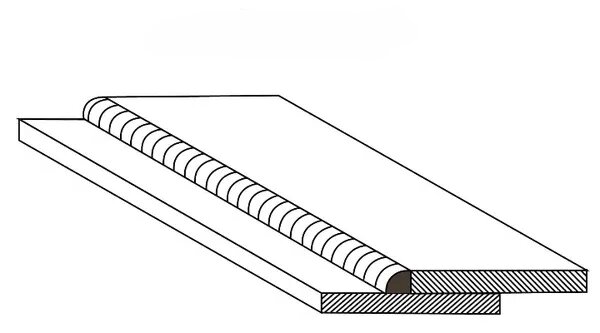
Joints à recouvrement
Les joints à recouvrement chevauchent les surfaces de deux feuilles, offrant ainsi une grande surface de contact. Cette conception rend le joint très tolérant aux légères variations des dimensions des pièces et des tolérances de coupe.
Les joints de recouvrement se comportent exceptionnellement bien sous une contrainte de cisaillement et constituent la géométrie requise pour le soudage par résistance par points et le collage. Les concepteurs doivent noter que le chevauchement ajoute une petite étape dans le profil de la surface et augmente le poids du matériau, ce qui doit être pris en compte dans le modèle CAO initial.
Choisir la bonne méthode d'assemblage de la tôle
La méthode utilisée pour raccorder les joints a une incidence sur le rendement structurel et l'évolutivité de la production. Elle détermine également l'ampleur de la finition post-processus nécessaire.
Soudage TIG et MIG
Le soudage TIG offre un contrôle précis de l'apport de chaleur, ce qui le rend adapté à l'acier inoxydable et à l'aluminium de faible épaisseur, pour lesquels l'aspect cosmétique est une priorité. Le soudage MIG fonctionne à des vitesses plus élevées avec des taux de dépôt plus importants, ce qui devient plus rentable en volume pour les matériaux plus épais comme l'acier au carbone de construction.
Les deux méthodes introduisent une chaleur concentrée dans le métal. Cette contrainte thermique provoque des déformations, ce qui nécessite des dispositifs de serrage spécifiques pour maintenir la précision des dimensions et, souvent, un meulage après soudage pour lisser les joints.
Soudage par points
Résistance soudage par points est un procédé rapide et hautement reproductible qui permet d'assembler des feuilles qui se chevauchent. Il s'appuie sur une pression et un courant électrique localisés, ce qui réduit considérablement la chaleur dans le matériau environnant par rapport au soudage à l'arc.
Cette méthode fonctionne bien pour la production de masse et les lignes d'assemblage automatisées. Cependant, elle nécessite des largeurs de brides minimales spécifiques pour accueillir les pointes de soudure. Elle est aussi généralement limitée à des matériaux relativement minces (généralement jusqu'à 3 mm) et doit être réalisée sur des surfaces nues et non peintes.
Rivetage et attaches PEM
Méthodes de fixation mécaniqueLes procédés de formage à froid, tels que les rivets aveugles et les ferrures à enfoncer (PEM), permettent d'obtenir des joints fiables sans aucune distorsion thermique. Comme il s'agit de procédés de formage à froid, ils n'altèrent pas les propriétés structurelles du matériau et n'endommagent pas les revêtements protecteurs pré-appliqués tels que le zingage.
Bien que les fixations mécaniques augmentent les coûts directs de la nomenclature par unité, elles réduisent souvent le temps d'assemblage global. Elles permettent également d'assembler de manière fiable des métaux différents (comme l'aluminium et l'acier) sans risque immédiat de corrosion galvanique, à condition de spécifier le matériau de fixation adéquat.
Collage
Les adhésifs structuraux industriels répartissent uniformément les contraintes sur l'ensemble de la zone de jonction, évitant ainsi les points de concentration de contraintes localisés créés par les soudures par points ou les rivets. Les adhésifs sont très efficaces pour assembler des matériaux dissemblables et pour amortir les vibrations continues dans les environnements dynamiques.
Pour être efficaces, les adhésifs nécessitent une configuration de joint à recouvrement afin de maximiser le contact avec la surface. Bien que les temps de durcissement et la préparation rigoureuse de la surface doivent être pris en compte dans le cycle de production, le collage est de plus en plus utilisé pour les structures légères en aluminium et pour obtenir une finition extérieure propre sans devoir procéder à un meulage après soudage.
Prévenir les défaillances dans la production
Dans la fabrication de tôles, un joint qui semble parfait dans un environnement de CAO 3D peut s'avérer défectueux dans l'atelier. L'identification précoce de ces risques permet aux équipes d'ingénieurs de modifier la conception du joint avant de s'engager dans un outillage coûteux ou dans une production à grande échelle.
Distorsion de la soudure
L'apport de chaleur lors du soudage TIG et MIG provoque une dilatation et une contraction localisées, créant une zone affectée thermiquement (ZAT). Pour les tôles de faible épaisseur (généralement inférieures à 3 mm), cette contrainte thermique se traduit souvent par un gauchissement, une courbure ou un flambage de l'ensemble du panneau.
Pour atténuer la distorsion, les fabricants doivent utiliser des dispositifs de serrage lourds, des dissipateurs thermiques ou mettre en œuvre des séquences de soudage par sauts. Ces interventions nécessitent une main-d'œuvre hautement qualifiée et n'ajoutent aucune valeur fonctionnelle à la pièce. La reconception de l'assemblage pour utiliser des fixations mécaniques ou des soudures par points est souvent le moyen le plus rentable d'éliminer les déformations thermiques importantes.
Fissuration par fatigue
Dans les environnements soumis à des vibrations continues ou à des charges cycliques, tels que les boîtiers d'équipements industriels ou les supports automobiles, les joints rigides peuvent devenir des points de défaillance. Les angles intérieurs aigus et les cordons de soudure rigides continus agissent souvent comme des concentrateurs de contrainte, entraînant des microfissures au fil du temps.
Pour éviter les défaillances dues à la fatigue, les ingénieurs évitent généralement les assemblages bout à bout dans les zones soumises à de fortes contraintes. L'utilisation de joints à recouvrement combinés à des adhésifs structurels, ou l'intégration de rayons de courbure plus importants, permet de répartir la charge physique sur une plus grande surface, ce qui améliore considérablement la durée de vie du joint sans augmenter l'épaisseur du matériau.
Corrosion galvanique
Lorsque des métaux différents, tels que l'aluminium et l'acier au carbone, sont assemblés en présence d'un électrolyte (comme l'humidité), une réaction électrochimique se produit. Le métal le plus anodique se corrode alors rapidement, ce qui dégrade l'intégrité structurelle du joint.
La prévention de la corrosion galvanique nécessite une isolation physique entre les deux matériaux. En production, on y parvient en appliquant des revêtements diélectriques, en utilisant des rondelles en plastique inerte ou des joints de transition spécialisés. Pour les applications extérieures ou marines, la spécification de matériaux assortis dès le stade de la nomenclature est généralement le choix technique le plus sûr.
Précision de l'ajustement
L'empilement des tolérances est une réalité inévitable dans l'emboutissage des tôles. De légères variations de découpe au laser (±0,1 mm) et pliage par presse plieuse (±0,2mm à ±0,5mm) font que les bords d'assemblage peuvent ne pas s'aligner parfaitement sur le banc d'assemblage.
Les géométries de joints telles que les joints bout à bout serrés ne pardonnent pas et mettent en évidence tout écart dimensionnel. La conception de joints à recouvrement ou l'intégration de trous de montage fendus offre une marge d'erreur physique, permettant aux opérateurs d'ajuster et d'aligner les composants avec précision avant la soudure finale ou l'étape de fixation.

Conception d'assemblages de tôle pour la production
La conception pour la fabrication (DFM) consiste à anticiper le processus d'assemblage. Une articulation bien conçue réduit la dépendance à l'égard d'une main-d'œuvre hautement qualifiée, minimise le besoin de montages personnalisés complexes et standardise le cycle de production.
Accès au soudage
Les ingénieurs conçoivent parfois des joints de soudure à l'intérieur de canaux en U, d'angles aigus ou de structures en caisson fermé. Si un chalumeau ou un pistolet de soudage par points ne peut pas atteindre physiquement le joint à l'angle correct, le fabricant ne peut pas exécuter la soudure correctement, ce qui entraîne une faible pénétration ou une porosité.
Une règle standard en matière de DFM consiste à maintenir une ligne de vue dégagée et un dégagement suffisant pour l'outil (généralement un angle de torche d'au moins 45 degrés) autour de chaque joint. Si l'accès est restreint, le joint doit être déplacé à l'extérieur de l'assemblage, ou la méthode d'assemblage doit être remplacée par des rivets aveugles qui ne nécessitent qu'un accès d'un seul côté.
Positionnement des onglets et des fentes
Le fait de s'appuyer entièrement sur des gabarits et des pinces externes pour maintenir les pièces ensemble avant le soudage est coûteux et ralentit la ligne. L'intégration de languettes sur le bord d'une tôle et de fentes correspondantes sur la pièce correspondante crée un joint à localisation automatique.
Cette technique Poka-Yoke (anti-erreur) garantit que les pièces ne peuvent s'emboîter que dans une orientation spécifique. Elle peut réduire le temps de préparation des montages jusqu'à 50%, ce qui permet aux opérateurs débutants de souder par points des assemblages complexes avec une grande précision, sans avoir recours à des mesures manuelles.
Répétabilité de l'assemblage
Dans la production de masse, le fait de s'appuyer sur des mesures manuelles pour positionner les joints conduit à des dimensions incohérentes d'une unité à l'autre. Même de petites variations dans le positionnement des joints peuvent entraîner des problèmes en aval, tels que des trous de montage qui ne s'alignent pas avec les cartes de circuits imprimés internes ou le matériel d'accouplement.
Pour garantir la répétabilité, concevez des butées mécaniques, des encoches d'alignement ou des brides d'emboîtement directement dans le modèle plat de la tôle. Cette géométrie intégrée garantit que, qu'un ouvrier ou un système automatisé assemble les pièces, l'emplacement est identique à chaque fois.
Des mises en page adaptées aux robots
Le passage de l'assemblage manuel au soudage automatisé ou au soudage par points robotisé nécessite des trajectoires de joint prévisibles et directes. Les robots sont confrontés à des manœuvres complexes en 3D, à des angles internes serrés et à des écarts de taille incohérents.
Pour qu'une conception soit adaptée aux robots, il faut normaliser les types de joints dans l'ensemble de l'assemblage et faire en sorte que les soudures soient aussi droites et accessibles de l'extérieur que possible. Le fait de minimiser le nombre de fois qu'une pièce doit être repositionnée ou retournée réduit le temps de programmation et rend l'intégration robotique très rentable pour les grandes séries.
Réduction des coûts de fabrication et de finition
Pour les responsables des achats et des projets, la conception des joints est un facteur déterminant du prix final de la pièce. L'optimisation des joints au stade de la CAO est le moyen le plus efficace d'éliminer les coûts cachés du processus de fabrication.
Réduction du broyage
Le meulage et le polissage après soudure sont des processus très manuels qui prennent beaucoup de temps. Lorsqu'une soudure esthétique est spécifiée sur un coin exposé, les opérateurs doivent soigneusement meuler le bourrelet et mélanger la finition pour qu'elle corresponde à la tôle brute. Une soudure cosmétique entièrement mélangée et polie peut facilement coûter 3 à 5 fois plus de travail qu'un joint caché.
Pour réduire ces dépenses, les équipes d'ingénieurs doivent concevoir des boîtiers qui masquent les joints sur les surfaces internes ou orientées vers l'arrière. Lorsque les joints esthétiques sont inévitables, l'adoption de coins fermés ou l'utilisation d'adhésifs structurels peut éliminer complètement le besoin de ponçage secondaire, ce qui permet de maintenir les coûts de main-d'œuvre prévisibles.
Complexité de la fixation
Le soudage de précision nécessite des gabarits et des fixations sur mesure pour maintenir les pièces en toute sécurité et éviter les déformations thermiques. Plus la configuration du joint est complexe, plus le système de serrage doit être compliqué et coûteux. Cela augmente les coûts d'ingénierie non récurrents (NRE) avant même qu'une seule pièce ne soit produite.
La conception d'assemblages à positionnement automatique, tels que les mécanismes à languettes et rainures, réduit considérablement la dépendance à l'égard d'un outillage lourd. En intégrant l'alignement directement dans le modèle plat de la tôle, vous éliminez les fixations personnalisées coûteuses et permettez à l'usine d'utiliser des dispositifs de serrage standard.
Temps de montage
Le temps nécessaire pour positionner, serrer et assembler deux pièces de métal détermine le débit de l'ensemble de la chaîne de production. Le soudage TIG ou MIG en continu nécessite une main-d'œuvre qualifiée et beaucoup de temps pour la préparation, l'exécution et le refroidissement.
Si le joint n'est pas soumis à de lourdes charges structurelles, le remplacement des soudures continues par des soudures par points ou du matériel PEM permet d'accélérer considérablement la production. Les méthodes de fixation à froid prennent quelques secondes par joint et ne nécessitent aucun temps de refroidissement, ce qui réduit le coût de la main-d'œuvre par unité et accélère le calendrier de production global.
Compatibilité de l'automatisation
Pour faire passer un produit d'une production pilote à une production de masse, il faut généralement passer d'un assemblage manuel à un soudage automatisé ou robotisé. Cependant, les robots ont besoin de trajectoires très prévisibles et rectilignes et ne peuvent pas facilement naviguer dans les angles internes serrés ou compenser les écarts de taille irréguliers.
Pour qu'une conception soit rentable en cas de volumes élevés, il faut normaliser les géométries des joints sur l'ensemble du produit. Le fait de garder les joints accessibles de l'extérieur et de standardiser les largeurs des brides soudées par points minimise le temps de programmation des robots et fait de l'automatisation une option financièrement viable pour le fabricant.
Sélection conjointe pour des applications réelles
Le choix d'un assemblage consiste rarement à trouver une solution universelle. Il faut adapter la géométrie et la méthode d'assemblage aux défis physiques spécifiques et aux qualités de matériaux auxquels la pièce sera confrontée dans son environnement de fonctionnement.
Boîtiers de faible épaisseur
Châssis électronique, baies de serveursLes boîtiers de commande et de contrôle sont généralement constitués d'une tôle mince (par exemple, de 0,8 à 1,5 mm d'acier galvanisé ou Q235) afin de réduire le poids et le coût des matériaux. Le principal problème de fabrication réside dans le fait que les matériaux minces brûlent ou se déforment violemment sous l'effet d'une chaleur concentrée.
Pour ces applications, le soudage à l'arc continu doit être réduit au minimum. Les joints à recouvrement combinés à un soudage par résistance par points ou à des rivets aveugles sont les solutions standard. Ils offrent une résistance adéquate pour les enceintes statiques tout en maintenant le métal froid et structurellement sain.
Assemblages à fortes vibrations
Les composants utilisés dans les machines industrielles, les supports automobiles ou les montages de chauffage, de ventilation et de climatisation sont soumis à des charges dynamiques continues. Dans ces environnements, les soudures rigides et continues deviennent souvent des concentrateurs de contraintes qui finissent par provoquer des fissures de fatigue.
Pour supporter les vibrations, le joint doit répartir les contraintes sur une plus grande surface. L'utilisation de joints de recouvrement avec des adhésifs structuraux industriels, souvent combinés à des fixations mécaniques, permet d'obtenir un effet d'amortissement. Cette approche hybride de l'assemblage absorbe les contraintes cycliques bien mieux qu'une soudure bout à bout standard.
Pièces cosmétiques en acier inoxydable
Les équipements agroalimentaires, les appareils médicaux et les appareils électroménagers haut de gamme nécessitent souvent de l'acier inoxydable (généralement 304 ou 316L) avec des surfaces impeccables et hygiéniques. Le défi consiste à éliminer les crevasses, les joints qui se chevauchent ou les têtes de fixation exposées où la saleté et les bactéries pourraient s'accumuler.
Dans ces applications strictes, il est nécessaire de réaliser des joints bout à bout soudés au TIG ou des joints d'angle entièrement fermés. Bien que cette méthode augmente les coûts de fabrication en raison de la nécessité d'une purge arrière (pour éviter l'oxydation), d'un meulage et d'un polissage, c'est le seul moyen d'obtenir une finition sanitaire sans soudure.
Structures légères en aluminium
Les composants aérospatiaux et les boîtiers de batteries de véhicules électriques font largement appel à l'aluminium (5052 ou 6061) pour réduire le poids. Cependant, l'aluminium est très conducteur, dissipe rapidement la chaleur et, surtout, perd sa résistance structurelle dans la zone affectée par la chaleur lorsqu'il est soudé.
Pour préserver les propriétés mécaniques du matériau, les fabricants évitent souvent l'assemblage thermique pour les pièces structurelles en aluminium. La fixation mécanique à l'aide de rivets robustes ou de rivets autoperceurs (SPR), associés à des adhésifs de qualité aérospatiale, est la méthode préférée pour maintenir l'intégrité du matériau et la stabilité dimensionnelle.
Conclusion
La conception des joints de tôle n'est pas seulement une question de résistance. C'est un élément clé de la fabrication du produit. Le choix de la forme des joints et des méthodes d'assemblage est très important. Ces choix influent sur les risques d'erreurs de production. Ils modifient également la quantité de travail manuel nécessaire. Enfin, ils déterminent le coût final de chaque pièce.
Vous devez penser à la facilité de fabrication dès le début du processus de conception. Par exemple, vous pouvez ajouter des languettes qui s'alignent d'elles-mêmes. Vous pouvez également utiliser moins de chaleur sur du métal fin. Vous devez également laisser de la place pour que les outils puissent atteindre les joints. Ces premières étapes aident votre équipe à passer en douceur des essais à la production complète.
Les ingénieurs de Shengen savent exactement comment fonctionne une usine. Notre équipe a plus de 10 ans d'expérience dans la réalisation de modèles d'essai rapides et la construction de pièces en tôle. Vous pouvez envoyer vos fichiers de conception à notre équipe dès aujourd'hui. Nous les vérifierons pour nous assurer qu'ils sont faciles à construire.
FAQ
Quel est le joint de tôle le plus solide pour les pièces structurelles ?
Les assemblages bout à bout soudés et les assemblages à recouvrement bien conçus sont généralement les options les plus solides pour les pièces structurelles. La résistance dépend toujours de la direction de la charge, de l'épaisseur du matériau et de la qualité de la soudure. Pour les tôles fines, le soudage par points et les rivets sont souvent utilisés car ils réduisent les déformations tout en conservant une résistance suffisante pour la plupart des applications.
Quel est le meilleur joint de tôle pour la production en série ?
Les joints à recouvrement avec soudage par points sont le choix le plus courant dans la production de masse. Ils sont faciles à aligner, rapides à souder et s'intègrent bien à l'automatisation. Cette combinaison est largement utilisée dans la fabrication d'automobiles et d'appareils électroménagers parce qu'elle offre une qualité stable et un temps de cycle court.
Comment réduire la distorsion des joints de tôle soudés ?
Réduire l'apport de chaleur et contrôler la séquence de soudage. Utiliser des montages appropriés pour maintenir fermement les pièces. Le soudage par points ou au laser peut également contribuer à réduire la distorsion. Une bonne conception des joints est généralement plus importante que la correction des distorsions après le soudage.
Quelles sont les causes de défaillance des joints de tôle ?
Les principales causes sont la fissuration des soudures, les contraintes de fatigue, un mauvais ajustement et la corrosion entre différents métaux. Les tôles minces sont plus sensibles à la concentration des contraintes, en particulier près des zones de soudure. La plupart des défaillances sont dues à une mauvaise conception ou à un mauvais choix de procédé.
Quand dois-je choisir la fixation mécanique plutôt que le soudage ?
Utilisez la fixation mécanique lorsque la chaleur doit être évitée ou que les pièces sont recouvertes d'un revêtement. Elle est également préférable pour le démontage, les matériaux mixtes ou lorsque l'uniformité est plus importante que l'apparence. Les rivets et les fixations PEM sont des choix courants dans ces cas.
Hey, je suis Kevin Lee

Au cours des dix dernières années, j'ai été immergé dans diverses formes de fabrication de tôles, partageant ici des idées intéressantes tirées de mes expériences dans divers ateliers.
Prendre contact
Kevin Lee
J'ai plus de dix ans d'expérience professionnelle dans la fabrication de tôles, avec une spécialisation dans la découpe au laser, le pliage, le soudage et les techniques de traitement de surface. En tant que directeur technique chez Shengen, je m'engage à résoudre des problèmes de fabrication complexes et à favoriser l'innovation et la qualité dans chaque projet.
Ressources connexes

Texturation au laser des métaux : préparation, conception pour la fabrication (DFM) et maîtrise des coûts

Acier électro-galvanisé : guide de fabrication et de sélection

Poinçonnage ou découpe laser : Coût, vitesse et compromis DFM
