As juntas de chapa metálica são técnicas especializadas utilizadas para ligar duas ou mais peças de chapa metálica em conjuntos estruturais. A seleção dá prioridade à espessura do material, à carga mecânica e aos custos de produção. Os métodos padrão vão desde a soldadura térmica permanente e os fixadores mecânicos (rebites, parafusos) até às configurações de encravamento, como costuras e dobras.
Para além da resistência, estas escolhas determinam a distorção da soldadura, a velocidade de montagem, a complexidade das fixações, o trabalho de acabamento e o potencial de produção automatizada. Este artigo analisa a geometria das juntas e os métodos de união para ajudar as equipas de engenharia a controlar os custos e a garantir uma qualidade consistente desde o protótipo até ao fabrico em série.
Escolher a geometria correta da junta de chapa metálica
A configuração física de uma junta determina como a carga é distribuída entre as peças. Ela também dita a sequência de montagem e o tipo de fixação necessária no chão de fábrica.
Articulações de topo
As juntas de topo alinham dois bordos da chapa no mesmo plano. Esta configuração funciona bem para peças que requerem uma superfície plana e contínua e uma vedação estanque a fluidos, como tanques ou painéis.
No entanto, as juntas de topo oferecem uma área de superfície limitada para soldadura e são altamente sensíveis à precisão do ajuste. As variações nas tolerâncias de corte podem dar origem a folgas difíceis de preencher (normalmente, as folgas devem ser mantidas abaixo de 10% da espessura do material). Requerem frequentemente um corte a laser preciso antes da montagem para manter a consistência da produção.

Juntas de canto
As juntas de canto ligam duas folhas num ângulo - normalmente 90 graus - para formar uma forma de L. São a abordagem padrão para a construção de caixas de máquinas, caixas eléctricas e estruturas de proteção.
O design deixa normalmente uma aresta exposta, o que requer uma retificação manual se for necessário um acabamento estético. Para painéis exteriores, os engenheiros de fabrico preferem frequentemente configurações de cantos fechados para reduzir o tempo gasto em processos de acabamento secundários e para melhorar a proteção EMI.

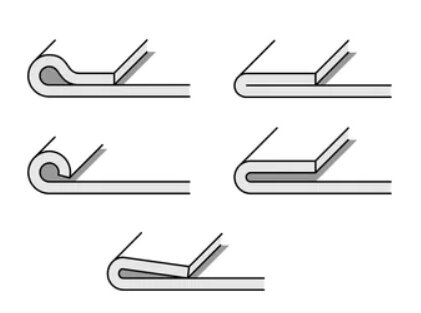
Juntas de Borda
As uniões de bordos envolvem a colocação de dois bordos de chapa paralelos entre si. Esta junção é geralmente utilizada para reforço ou para proporcionar uma secção mais espessa e segura ao longo do perímetro de uma peça manuseada.
Embora aumente a rigidez local, é menos eficaz a suportar cargas pesadas em comparação com outras configurações. Na produção, as juntas de borda são utilizadas principalmente para flanges não estruturais, bordas de segurança ou canais de encaminhamento interno.

Juntas em T
As juntas em T ligam a extremidade de uma chapa à superfície plana de outra, formando uma forma de T. Uma vez que a ligação é aplicada ao longo da intersecção, proporciona uma elevada rigidez e é utilizada principalmente para suportes estruturais internos, nervuras e suportes de montagem.
A gestão da entrada de calor é o principal desafio com esta geometria. A soldadura de uma chapa de calibre fino (por exemplo, inferior a 1,5 mm) diretamente a uma superfície plana provoca frequentemente distorção térmica ou queimaduras visuais no lado cosmético oposto, exigindo um controlo cuidadoso dos parâmetros ou técnicas de soldadura por saltos.

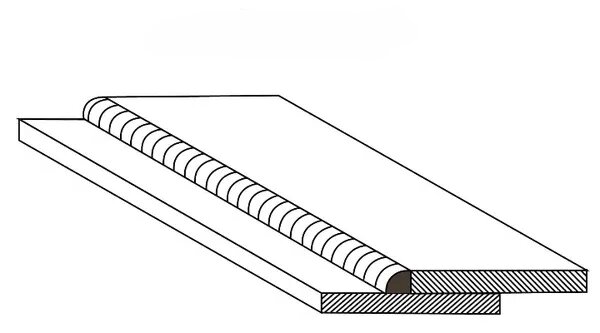
Articulações sobrepostas
As juntas sobrepostas sobrepõem as superfícies de duas folhas, proporcionando uma grande área de contacto. Esta conceção torna a junta altamente tolerante a ligeiras variações nas dimensões da peça e nas tolerâncias de corte.
As juntas sobrepostas têm um desempenho excecional sob tensão de cisalhamento e são a geometria necessária para a soldadura por pontos por resistência e para a colagem por adesivo. Os projectistas devem ter em conta que a sobreposição acrescenta um pequeno degrau no perfil da superfície e aumenta o peso do material, o que deve ser tido em conta no modelo CAD inicial.
Seleção do método correto de união de chapas metálicas
O método utilizado para ligar as juntas tem impacto no rendimento estrutural e na escalabilidade da produção. Determina também a extensão do acabamento pós-processo necessário.
Soldagem TIG e MIG
A soldadura TIG oferece um controlo preciso sobre a entrada de calor, o que a torna adequada para aço inoxidável de calibre fino e alumínio, onde se dá prioridade à aparência estética. A soldadura MIG funciona a velocidades mais rápidas com taxas de deposição mais elevadas, o que se torna mais rentável em volume para materiais mais espessos como o aço-carbono estrutural.
Ambos os métodos introduzem calor concentrado no metal. Este stress térmico provoca deformações, exigindo dispositivos de fixação dedicados para manter a precisão dimensional e, muitas vezes, a retificação pós-soldadura para suavizar as juntas.
Soldagem por pontos
Resistência soldagem a ponto é um processo rápido e altamente repetível para unir chapas sobrepostas. Baseia-se na pressão localizada e na corrente eléctrica, introduzindo significativamente menos calor no material circundante do que a soldadura por arco.
Este método funciona bem para produção em massa e linhas de montagem automatizadas. No entanto, requer larguras mínimas específicas de flange para acomodar as pontas de soldadura. Também está geralmente limitado a materiais relativamente finos (normalmente até 3 mm) e deve ser efectuado em superfícies nuas e não pintadas.
Rebitagem e fixadores PEM
Métodos de fixação mecânicaOs processos de soldadura a frio, tais como rebites cegos e ferragens de pressão (PEM), proporcionam uniões fiáveis sem qualquer distorção térmica. Uma vez que se trata de processos de moldagem a frio, não alteram as propriedades estruturais do material nem danificam os revestimentos de proteção pré-aplicados, como o revestimento de zinco.
Embora os fixadores mecânicos aumentem os custos diretos da lista técnica (Bill of Materials) por unidade, reduzem frequentemente o tempo total de montagem. Permitem também que metais diferentes (como o alumínio e o aço) sejam unidos de forma fiável sem preocupações imediatas de corrosão galvânica, desde que seja especificado o material de fixação correto.
Colagem adesiva
As colas estruturais industriais distribuem a tensão uniformemente por toda a área da junta, evitando os pontos de concentração de tensão localizados criados por pontos de soldadura ou rebites. As colas são altamente eficazes para unir materiais diferentes e amortecer a vibração contínua em ambientes dinâmicos.
Para serem eficazes, as colas requerem uma configuração de junta sobreposta para maximizar o contacto com a superfície. Embora os tempos de cura e a preparação rigorosa da superfície devam ser tidos em conta no ciclo de produção, a colagem é cada vez mais utilizada para estruturas de alumínio leves e para obter um acabamento exterior limpo sem a necessidade de retificação pós-soldadura.
Prevenção de falhas na produção
No fabrico de chapas metálicas, uma junta que parece perfeita num ambiente CAD 3D pode falhar no chão de fábrica. A identificação antecipada destes riscos permite que as equipas de engenharia modifiquem o design da junta antes de se comprometerem com ferramentas dispendiosas ou com produções em grande escala.
Distorção da soldadura
A entrada de calor da soldadura TIG e MIG causa expansão e contração localizadas, criando uma zona afetada pelo calor (HAZ). Para chapas metálicas de calibre fino (normalmente com menos de 3 mm), este stress térmico resulta frequentemente em deformação, curvatura ou encurvamento de todo o painel.
Para atenuar a distorção, os fabricantes têm de utilizar dispositivos de fixação pesados, dissipadores de calor ou implementar sequências de soldadura por saltos. Estas intervenções requerem mão de obra altamente qualificada e não acrescentam qualquer valor funcional à peça. Redesenhar a montagem para utilizar fixadores mecânicos ou soldadura por pontos é frequentemente a forma mais económica de eliminar a deformação térmica grave.
Fratura por fadiga
Em ambientes sujeitos a vibrações contínuas ou cargas cíclicas - tais como caixas de equipamento industrial ou suportes para automóveis - as juntas rígidas podem tornar-se pontos de falha. Os cantos interiores afiados e os cordões de soldadura rígidos contínuos actuam frequentemente como concentradores de tensão, conduzindo a microfissuras ao longo do tempo.
Para evitar falhas por fadiga, os engenheiros evitam normalmente as juntas de topo em áreas de elevada tensão. A utilização de juntas sobrepostas combinadas com adesivos estruturais, ou a integração de raios de curvatura maiores, ajuda a distribuir a carga física por uma área de superfície mais ampla, melhorando significativamente a vida útil da junta sem adicionar espessura de material.
Corrosão galvânica
Quando metais diferentes, como o alumínio e o aço-carbono, são unidos na presença de um eletrólito (como a humidade), ocorre uma reação eletroquímica. Isto faz com que o metal mais anódico se corroa rapidamente, degradando a integridade estrutural da junta.
A prevenção da corrosão galvânica requer o isolamento físico entre os dois materiais. Na produção, isto é conseguido através da aplicação de revestimentos dieléctricos, da utilização de anilhas de plástico inerte ou da utilização de juntas de transição especializadas. Para aplicações exteriores ou marítimas, a especificação de materiais correspondentes a partir da fase de lista técnica é normalmente a escolha de engenharia mais segura.
Precisão de ajuste
O empilhamento de tolerâncias é uma realidade inevitável na conformação de chapas metálicas. Pequenas variações de corte a laser (±0,1mm) e dobragem por prensa dobradeira (±0,2mm a ±0,5mm) significam que os bordos de união podem não ficar perfeitamente alinhados na bancada de montagem.
As geometrias das juntas, como as juntas de topo apertadas, são implacáveis e realçam quaisquer discrepâncias dimensionais. A conceção com juntas sobrepostas ou a integração de orifícios de montagem com ranhuras proporciona uma margem de erro física, permitindo aos operadores ajustar e alinhar os componentes com precisão antes da soldadura final ou do passo de fixação.

Conceção de juntas de chapa metálica para produção
O Design for Manufacturability (DFM) consiste em antecipar o processo de montagem. Uma junta bem projectada reduz a dependência de mão de obra altamente qualificada, minimiza a necessidade de fixações personalizadas complexas e padroniza o ciclo de produção.
Acesso à soldadura
Por vezes, os engenheiros projectam cordões de soldadura no interior de canais em U, ângulos agudos ou estruturas em caixa fechada. Se uma tocha de soldadura ou uma pistola de soldadura por pontos não conseguir alcançar fisicamente a junta no ângulo correto, o fabricante não pode executar a soldadura corretamente, levando a uma fraca penetração ou porosidade.
Uma regra padrão no DFM é manter uma linha de visão clara e uma folga adequada para a ferramenta (geralmente um ângulo mínimo de 45 graus da tocha) em torno de cada junta. Se o acesso for restrito, a junta deve ser deslocada para o exterior do conjunto, ou o método de união deve ser alterado para rebites cegos que apenas requerem acesso de um lado.
Posicionamento de separadores e ranhuras
Confiar inteiramente em gabaritos e grampos externos para manter as peças juntas antes da soldadura é dispendioso e atrasa a linha. A integração de separadores no bordo de uma folha e das ranhuras correspondentes na peça correspondente cria uma junta auto-localizável.
Esta técnica Poka-Yoke (à prova de erros) garante que as peças só podem encaixar numa orientação específica. Pode reduzir o tempo de configuração da fixação em até 50%, permitindo que os operadores iniciantes soldem conjuntos complexos com alta precisão sem depender de medições manuais.
Repetibilidade da montagem
Na produção em massa, confiar na medição manual para posicionar as juntas leva a dimensões inconsistentes de unidade para unidade. Mesmo pequenas variações na colocação das juntas podem causar problemas a jusante, tais como orifícios de montagem não alinhados com PCBs internos ou hardware de acoplamento.
Para garantir a repetibilidade, conceba batentes mecânicos, entalhes de alinhamento ou flanges de encravamento diretamente no padrão plano da chapa metálica. Esta geometria incorporada garante que, quer seja um trabalhador humano ou um sistema automatizado a montar as peças, a colocação é sempre idêntica.
Layouts compatíveis com robôs
A transição da montagem manual para a soldadura automatizada ou soldadura por pontos robotizada requer caminhos de junção previsíveis e simples. Os robôs debatem-se com manobras 3D complexas, cantos internos apertados e tamanhos de folga inconsistentes.
Para tornar um projeto amigo do robô, normalize os tipos de juntas em toda a montagem e mantenha os cordões de soldadura tão direitos e acessíveis externamente quanto possível. Minimizar o número de vezes que uma peça tem de ser reposicionada ou virada reduz o tempo de programação e torna a integração robótica altamente económica para grandes volumes de produção.
Redução dos custos de fabrico e de acabamento
Para os gestores de aprovisionamento e de projectos, a conceção das juntas é o principal fator que determina o preço final da peça. A otimização das juntas na fase CAD é a forma mais eficaz de eliminar os custos ocultos do processo de fabrico.
Redução da moagem
A retificação e o polimento pós-soldadura são processos altamente manuais e demorados. Quando é especificada uma soldadura cosmética num canto exposto, os operadores têm de esmerilar cuidadosamente o cordão e misturar o acabamento para que corresponda à chapa metálica em bruto. Uma soldadura cosmética totalmente misturada e polida pode facilmente custar 3 a 5 vezes mais em mão de obra do que uma junta oculta.
Para reduzir esta despesa, as equipas de engenharia devem conceber armários que ocultem as juntas nas superfícies internas ou viradas para a retaguarda. Quando as juntas cosméticas são inevitáveis, a mudança para cantos fechados ou a utilização de adesivos estruturais pode eliminar completamente a necessidade de retificação secundária, mantendo os custos de mão de obra previsíveis.
Complexidade do aparelho
A soldadura de precisão requer gabaritos e dispositivos personalizados para segurar as peças com segurança e evitar a distorção térmica. Quanto mais complexa for a configuração da junta, mais complexo e dispendioso deve ser o sistema de fixação. Isto aumenta os custos de engenharia não recorrente (NRE) antes mesmo de uma única peça ser produzida.
A conceção de juntas auto-localizadas, tais como mecanismos de lingueta e ranhura, reduz drasticamente a dependência de ferramentas pesadas. Ao construir o alinhamento diretamente no padrão plano da chapa metálica, elimina as dispendiosas fixações personalizadas e permite que a fábrica utilize configurações de fixação standard e prontas a utilizar.
Tempo de montagem
O tempo necessário para posicionar, fixar e unir duas peças de metal determina o rendimento de toda a linha de produção. A soldadura TIG ou MIG contínua requer mão de obra especializada e um tempo significativo para a preparação, execução e arrefecimento.
Se a junta não estiver sujeita a cargas estruturais pesadas, a substituição das soldaduras contínuas por soldadura por pontos ou ferragens PEM acelera significativamente a linha de produção. Os métodos de fixação a frio demoram segundos por junta e não requerem tempo de arrefecimento, reduzindo o custo de mão de obra por unidade e acelerando o calendário de produção global.
Compatibilidade de automação
O aumento da escala de um produto, desde as séries-piloto até à produção em massa, requer normalmente a passagem da montagem manual para a soldadura automatizada ou robotizada. No entanto, os robôs requerem percursos rectos e altamente previsíveis e não conseguem navegar facilmente em cantos internos apertados ou compensar tamanhos de folga inconsistentes.
Para tornar um projeto rentável em grandes volumes, padronize as geometrias das juntas em todo o produto. Manter as juntas acessíveis externamente e padronizar as larguras das flanges de soldadura por pontos minimiza o tempo de programação robótica e torna a automatização uma opção financeiramente viável para o fabricante.
Seleção conjunta para aplicações reais
A seleção de uma junta raramente consiste em encontrar uma solução universal. É necessário fazer corresponder a geometria e o método de união aos desafios físicos específicos e aos graus de material que a peça irá enfrentar no seu ambiente de funcionamento.
Armários de calibre fino
Chassis eletrónico, bastidores para servidoresAs caixas de comando e controlo são normalmente formadas por chapas metálicas finas (por exemplo, aço galvanizado de 0,8 mm a 1,5 mm ou Q235) para poupar peso e custos de material. O principal desafio de fabrico neste caso é que os materiais finos queimam ou deformam-se violentamente sob calor concentrado.
Para estas aplicações, a soldadura por arco contínuo deve ser minimizada. As juntas sobrepostas combinadas com soldadura por pontos por resistência ou rebites cegos são as soluções padrão. Proporcionam uma resistência adequada aos invólucros estáticos, mantendo o metal frio e estruturalmente sólido.
Conjuntos de alta vibração
Os componentes utilizados em maquinaria industrial, suportes para automóveis ou suportes HVAC estão sujeitos a cargas dinâmicas contínuas. Nestes ambientes, as soldaduras rígidas e contínuas tornam-se frequentemente concentradores de tensão que acabam por conduzir à fissuração por fadiga.
Para lidar com as vibrações, a junta deve distribuir a tensão por uma área maior. A utilização de juntas sobrepostas com colas estruturais industriais, frequentemente combinadas com fixadores mecânicos, proporciona um efeito de amortecimento. Esta abordagem de união híbrida absorve muito melhor as tensões cíclicas do que uma soldadura de topo normal.
Peças cosméticas em aço inoxidável
O equipamento de processamento de alimentos, os dispositivos médicos e os aparelhos de consumo topo de gama requerem frequentemente aço inoxidável (normalmente 304 ou 316L) com superfícies impecáveis e higiénicas. O desafio consiste em eliminar quaisquer fendas, costuras sobrepostas ou cabeças de fixação expostas onde se possa acumular sujidade ou bactérias.
Nestas aplicações rigorosas, são necessárias juntas de topo soldadas por TIG ou juntas de canto totalmente fechadas. Embora isto aumente os custos de fabrico devido à necessidade de purga posterior (para evitar a oxidação), retificação e polimento, é a única forma de obter um acabamento sanitário sem costuras.
Estruturas leves de alumínio
Os componentes aeroespaciais e os invólucros das baterias dos veículos eléctricos (VE) dependem fortemente do alumínio (como os tipos 5052 ou 6061) para a redução do peso. No entanto, o alumínio é altamente condutor, dissipa rapidamente o calor e, o que é mais grave, perde a sua resistência estrutural na zona afetada pelo calor quando é soldado.
Para preservar as propriedades mecânicas do material, os fabricantes evitam frequentemente a junção térmica para peças estruturais de alumínio. A fixação mecânica utilizando rebites de alta resistência ou rebites auto-perfurantes (SPR), juntamente com colas de qualidade aeroespacial, é o método preferido para manter a integridade do material e a estabilidade dimensional.
Conclusão
A conceção de juntas de chapa metálica não tem apenas a ver com a resistência. É uma parte fundamental da forma como o produto é fabricado. As suas escolhas de formas de juntas e métodos de união são muito importantes. Estas escolhas afectam as suas hipóteses de erros de produção. Também alteram a quantidade de trabalho manual necessário. Por fim, definem o custo final de cada peça.
Deve pensar na facilidade de fabrico logo no início do processo de conceção. Por exemplo, pode adicionar separadores que se alinham por si próprios. Também pode utilizar menos calor em metal fino. Deve também deixar espaço para as ferramentas alcançarem as juntas. Estes passos iniciais ajudam a sua equipa a passar sem problemas dos testes à produção total.
Os engenheiros da Shengen sabem exatamente como funciona o chão de fábrica. A nossa equipa tem mais de 10 anos de experiência na realização de modelos de teste rápidos e na construção de peças em chapa metálica. Pode enviar os seus ficheiros de design para a nossa equipa hoje mesmo. Iremos verificá-los para garantir que são fáceis de construir.
FAQs
Qual é a junta de chapa metálica mais resistente para peças estruturais?
As juntas de topo soldadas e as juntas sobrepostas bem concebidas são normalmente as opções mais fortes para peças estruturais. A resistência continua a depender da direção da carga, da espessura do material e da qualidade da soldadura. Em chapas finas, a soldadura por pontos e os rebites são frequentemente utilizados porque reduzem a distorção, mantendo a resistência suficiente para a maioria das aplicações.
Qual é a melhor junta de chapa metálica para a produção em série?
As juntas sobrepostas com soldadura por pontos são a escolha mais comum na produção em massa. São fáceis de alinhar, rápidas de soldar e funcionam bem com a automatização. Esta combinação é amplamente utilizada no fabrico de automóveis e electrodomésticos porque oferece uma qualidade estável e um tempo de ciclo curto.
Como posso reduzir a distorção em juntas de chapa metálica soldada?
Reduzir a entrada de calor e controlar a sequência de soldadura. Utilizar dispositivos de fixação adequados para segurar as peças com firmeza. A soldadura por pontos ou a soldadura a laser também pode ajudar a reduzir a distorção. Uma boa conceção da junta é normalmente mais importante do que corrigir a distorção após a soldadura.
Quais são as causas das falhas nas juntas de chapa metálica?
As principais causas incluem fissuras de soldadura, tensão de fadiga, mau ajuste e corrosão entre metais diferentes. As chapas metálicas finas são mais sensíveis à concentração de tensões, especialmente perto das áreas de soldadura. A maioria das falhas resulta de uma conceção deficiente ou de uma seleção incorrecta do processo.
Quando é que devo escolher a fixação mecânica em vez da soldadura?
Utilizar a fixação mecânica quando é necessário evitar o calor ou quando as peças têm revestimentos. Também é melhor para desmontagem, materiais mistos ou quando a consistência é mais importante do que a aparência. Os rebites e os fechos PEM são escolhas comuns nestes casos.
Olá, chamo-me Kevin Lee

Nos últimos 10 anos, tenho estado imerso em várias formas de fabrico de chapas metálicas, partilhando aqui ideias interessantes a partir das minhas experiências em diversas oficinas.
Entrar em contacto
Kevin Lee
Tenho mais de dez anos de experiência profissional no fabrico de chapas metálicas, especializando-me em corte a laser, dobragem, soldadura e técnicas de tratamento de superfícies. Como Diretor Técnico da Shengen, estou empenhado em resolver desafios complexos de fabrico e em promover a inovação e a qualidade em cada projeto.
Recursos relacionados

Texturização a laser de metais: preparação, DFM e controlo de custos


Puncionamento vs corte a laser: Custo, velocidade e vantagens DFM
