وصلات الصفائح المعدنية عبارة عن تقنيات متخصصة تستخدم لربط قطعتين أو أكثر من الصفائح المعدنية في تجميعات هيكلية. ويعطي الاختيار الأولوية لسُمك المادة والحمل الميكانيكي وتكاليف الإنتاج. تتراوح الأساليب القياسية من اللحام الحراري الدائم والمثبتات الميكانيكية (المسامير والبراغي) إلى التكوينات المتشابكة مثل اللحامات والطيات.
بالإضافة إلى القوة، تحدد هذه الخيارات تشويه اللحام، وسرعة التجميع، وتعقيد التركيبات، وعمالة التشطيب، وإمكانية الإنتاج الآلي. تفصّل هذه المقالة هندسة الوصلات وطرق الربط لمساعدة الفرق الهندسية على التحكم في التكاليف وضمان جودة متسقة من النموذج الأولي إلى التصنيع على نطاق واسع.
اختيار هندسة وصلة الصفائح المعدنية المناسبة
يحدد التكوين المادي للمفصل كيفية توزيع الحمل عبر الأجزاء. كما أنه يحدد أيضًا تسلسل التجميع ونوع التركيبات المطلوبة في الورشة.
مفاصل المؤخرة
تعمل الوصلات التناكبية على محاذاة حافتي لوحين في نفس المستوى. يعمل هذا التكوين بشكل جيد مع الأجزاء التي تتطلب سطحًا مسطحًا ومستمرًا ومُحكم الإغلاق، مثل الخزانات أو الألواح.
ومع ذلك، توفر الوصلات التناكبية مساحة سطح محدودة للحام وهي حساسة للغاية لدقة التركيب. يمكن أن تؤدي الاختلافات في تفاوتات القطع إلى وجود فجوات يصعب ملؤها (عادةً يجب أن تبقى الفجوات أقل من 10% من سُمك المادة). وغالبًا ما تتطلب قطعًا دقيقًا بالليزر قبل التجميع للحفاظ على اتساق الإنتاج.

مفاصل الزاوية
تربط الوصلات الزاوية بين لوحين بزاوية - عادةً 90 درجة - لتشكيل شكل حرف L. وهي الطريقة القياسية لبناء حاويات الماكينات والصناديق الكهربائية والأطر الواقية.
وعادةً ما يترك التصميم حافة واحدة مكشوفة، مما يتطلب طحنًا يدويًا إذا كانت هناك حاجة إلى تشطيب جمالي. بالنسبة للألواح الخارجية، غالبًا ما يفضل مهندسو التصنيع تكوينات الزوايا المغلقة لتقليل الوقت المستغرق في عمليات التشطيب الثانوية ولتحسين التدريع الكهرومغناطيسي الكهرومغناطيسي.

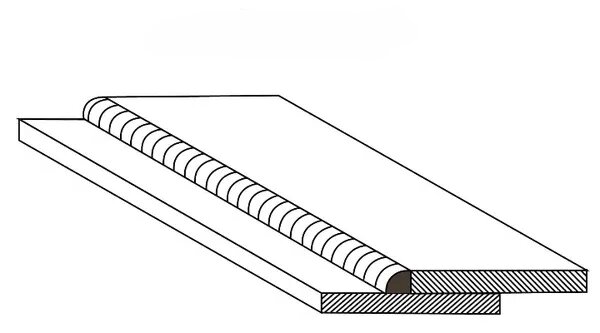
مفاصل الحافة
تتضمن وصلات الحواف وضع حافتي لوحين متوازيين معًا. وتستخدم هذه الوصلة بشكل عام للتقوية أو لتوفير جزء أكثر سمكاً وأماناً على طول محيط الجزء الذي يتم التعامل معه.
وعلى الرغم من أنها تزيد من الصلابة المحلية، إلا أنها أقل فعالية في تحمل الأحمال الثقيلة مقارنةً بالتشكيلات الأخرى. في الإنتاج، تُستخدم وصلات الحواف في المقام الأول في الحواف غير الهيكلية أو حواف الأمان أو قنوات التوجيه الداخلية.

وصلات الأنبوبة
تربط الوصلات على شكل حرف T بين حافة صفيحة والسطح المسطح لصفيحة أخرى، لتشكل شكل حرف T. ولأن الوصلة يتم تطبيقها على طول التقاطع، فإنها توفر صلابة عالية وتستخدم بشكل أساسي للدعامات الهيكلية الداخلية والأضلاع وأقواس التثبيت.
إدارة مدخلات الحرارة هي التحدي الرئيسي في هذه الهندسة. فكثيرًا ما يتسبب لحام الصفيحة ذات المقياس الرقيق (أقل من 1.5 مم على سبيل المثال) مباشرةً على سطح مستوٍ في حدوث تشويه حراري أو احتراق بصري على الجانب التجميلي المقابل، مما يتطلب تحكمًا دقيقًا في المعلمات أو تقنيات اللحام التخطي.

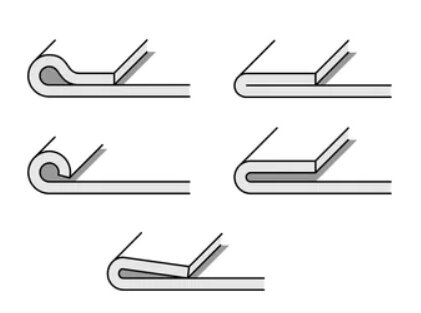
مفاصل اللفة
تتداخل وصلات اللفائف مع أسطح اللوحين، مما يوفر مساحة تلامس كبيرة. يجعل هذا التصميم الوصلة متسامحة للغاية مع الاختلافات الطفيفة في أبعاد الأجزاء وتفاوتات القطع.
تعمل الوصلات المتداخلة بشكل جيد للغاية تحت إجهاد القص وهي الهندسة المطلوبة للحام النقطي المقاوم والربط اللاصق. يجب أن يلاحظ المصممون أن التداخل يضيف خطوة صغيرة في شكل السطح ويزيد من وزن المادة، وهو ما يجب أن يؤخذ في الاعتبار في نموذج التصميم بمساعدة الحاسوب الأولي.
اختيار طريقة ربط الصفائح المعدنية المناسبة
تؤثر الطريقة المستخدمة لربط الوصلات على المردود الهيكلي وقابلية الإنتاج. كما أنها تحدد مدى التشطيب المطلوب بعد المعالجة.
اللحام باستخدام تقنية TIG و MIG
يوفر لحام TIG تحكماً دقيقاً في مدخلات الحرارة، مما يجعله مناسباً للفولاذ المقاوم للصدأ والألومنيوم ذي المقاييس الرقيقة حيث يتم إعطاء الأولوية للمظهر التجميلي. يعمل اللحام MIG بسرعات أعلى مع معدلات ترسيب أعلى، مما يجعلها أكثر فعالية من حيث التكلفة في الحجم للمواد الأكثر سمكًا مثل الفولاذ الكربوني الهيكلي.
تُدخل كلتا الطريقتين حرارة مركزة في المعدن. ويتسبب هذا الإجهاد الحراري في حدوث التواء، مما يتطلب تركيبات تثبيت مخصصة للحفاظ على دقة الأبعاد، وغالبًا ما يتطلب الأمر طحنًا بعد اللحام لتنعيم الوصلات.
اللحام البقعي
المقاومة لحام البقعة عملية سريعة وقابلة للتكرار بدرجة كبيرة لربط الصفائح المتداخلة. وهي تعتمد على الضغط الموضعي والتيار الكهربائي، مما يؤدي إلى إدخال حرارة أقل بكثير في المواد المحيطة بها مقارنة باللحام بالقوس الكهربائي.
تعمل هذه الطريقة بشكل جيد في الإنتاج الضخم وخطوط التجميع الآلي. ومع ذلك، فإنها تتطلب حد أدنى محدد لعرض الشفة لاستيعاب أطراف اللحام. كما أنها تقتصر أيضًا بشكل عام على المواد الرقيقة نسبيًا (عادةً ما يصل عرضها إلى 3 مم) ويجب إجراؤها على الأسطح العارية غير المطلية.
مثبتات التثبيت ومثبتات PEM
طرق التثبيت الميكانيكيةمثل المسامير العمياء وأجهزة الضغط (PEM)، توفر وصلات موثوقة دون أي تشويه حراري. ولأنها عمليات تشكيل على البارد، فإنها لا تغير الخصائص الهيكلية للمادة أو تتلف الطلاءات الواقية المطبقة مسبقًا مثل الطلاء بالزنك.
في حين أن أدوات التثبيت الميكانيكية تضيف تكاليف مباشرة لقائمة المواد لكل وحدة، فإنها غالبًا ما تقلل من وقت التجميع الكلي. كما أنها تسمح أيضًا بربط المعادن غير المتشابهة (مثل الألومنيوم والصلب) بشكل موثوق به دون مخاوف التآكل الجلفاني المباشر، شريطة تحديد مادة التثبيت الصحيحة.
الربط اللاصق
تقوم المواد اللاصقة الإنشائية الصناعية بتوزيع الضغط بالتساوي عبر منطقة الوصلة بالكامل، متجنبة نقاط تركيز الضغط الموضعية الناتجة عن اللحامات الموضعية أو المسامير. المواد اللاصقة فعالة للغاية في الربط بين المواد غير المتشابهة وتثبيط الاهتزازات المستمرة في البيئات الديناميكية.
ولكي تكون المواد اللاصقة فعالة، تتطلب المواد اللاصقة تكوين وصلة لولبية لزيادة التلامس السطحي إلى أقصى حد. وفي حين يجب مراعاة أوقات المعالجة والتحضير الصارم للسطح في دورة الإنتاج، إلا أن الربط يستخدم بشكل متزايد في هياكل الألومنيوم خفيفة الوزن وتحقيق تشطيب خارجي نظيف دون الحاجة إلى الطحن بعد اللحام.
منع الأعطال في الإنتاج
في تصنيع الصفائح المعدنية، قد تفشل الوصلة التي تبدو مثالية في بيئة التصميم بمساعدة الحاسوب ثلاثية الأبعاد في الورشة. ويسمح تحديد هذه المخاطر في وقت مبكر للفرق الهندسية بتعديل تصميم الوصلة قبل الالتزام بالأدوات المكلفة أو عمليات الإنتاج على نطاق واسع.
تشويه اللحام
تتسبب المدخلات الحرارية الناتجة عن اللحام بالتيغ واللحام بالتيغ في التمدد والانكماش الموضعي، مما يؤدي إلى إنشاء منطقة متأثرة بالحرارة (HAZ). بالنسبة للصفائح المعدنية ذات المقاييس الرقيقة (أقل من 3 مم عادةً)، يؤدي هذا الإجهاد الحراري في كثير من الأحيان إلى التواء أو انحناء أو التواء اللوح بأكمله.
للتخفيف من التشويه، يجب على المصنعين استخدام تركيبات التثبيت الثقيلة أو المشتتات الحرارية أو تنفيذ تسلسلات اللحام التخطي. تتطلب هذه التدخلات عمالة عالية المهارة ولا تضيف أي قيمة وظيفية للجزء. غالبًا ما تكون إعادة تصميم التجميع لاستخدام أدوات التثبيت الميكانيكية أو اللحام الموضعي هي الطريقة الأكثر فعالية من حيث التكلفة للتخلص من التشوه الحراري الشديد.
التشقق الناتج عن الإرهاق
في البيئات المعرضة للاهتزاز المستمر أو التحميل الدوري - مثل حاويات المعدات الصناعية أو أقواس السيارات - يمكن أن تصبح الوصلات الصلبة نقاط فشل. وغالبًا ما تعمل الزوايا الداخلية الحادة وحبيبات اللحام الصلبة المستمرة كمركزات للإجهاد، مما يؤدي إلى حدوث تشققات دقيقة بمرور الوقت.
لمنع فشل الإجهاد، عادةً ما يتجنب المهندسون الوصلات التناكبية في مناطق الضغط العالي. يساعد استخدام وصلات اللفة مع المواد اللاصقة الإنشائية، أو دمج أنصاف أقطار الانحناء الأكبر، على توزيع الحمل المادي على مساحة سطح أوسع، مما يحسن بشكل كبير من عمر الوصلة دون إضافة سماكة المواد.
التآكل الجلفاني
عندما يتم توصيل معادن غير متشابهة، مثل الألومنيوم والفولاذ الكربوني، في وجود إلكتروليت (مثل الرطوبة أو الرطوبة)، يحدث تفاعل كهروكيميائي. ويتسبب ذلك في تآكل المعدن الأكثر أنودية بسرعة، مما يؤدي إلى تدهور السلامة الهيكلية للمفصل.
يتطلب منع التآكل الجلفاني عزل مادي بين المادتين. في الإنتاج، يتم تحقيق ذلك من خلال تطبيق الطلاءات العازلة، أو استخدام غسالات بلاستيكية خاملة، أو استخدام وصلات انتقالية متخصصة. بالنسبة للتطبيقات الخارجية أو البحرية، عادةً ما يكون تحديد المواد المطابقة من مرحلة BOM هو الخيار الهندسي الأكثر أمانًا.
دقة الملاءمة
تراكم التفاوت في التفاوت المسموح به هو حقيقة لا يمكن تجنبها في تشكيل الصفائح المعدنية. الاختلافات الطفيفة من القطع بالليزر (± 0.1 مم) و ثني المكابس بالكبس (من ± 0.2 مم إلى ± 0.5 مم) يعني أن الحواف المتصلة قد لا تكون متحاذية تمامًا على طاولة التجميع.
إن الأشكال الهندسية للمفاصل مثل الوصلات التناكبية الضيقة لا ترحم وستسلط الضوء على أي اختلافات في الأبعاد. يوفر التصميم باستخدام وصلات اللفة أو دمج فتحات التثبيت المشقوقة هامشًا ماديًا للخطأ، مما يسمح للمشغلين بضبط المكونات ومحاذاة المكونات بدقة قبل خطوة اللحام أو التثبيت النهائية.

تصميم وصلات الصفائح المعدنية للإنتاج
يتعلق التصميم من أجل قابلية التصنيع (DFM) بتوقع عملية التجميع. تقلل الوصلة المصممة جيدًا من الاعتماد على العمالة عالية المهارة، وتقلل من الحاجة إلى تركيبات مخصصة معقدة، وتوحد دورة الإنتاج.
الوصول إلى اللحام
يقوم المهندسون أحيانًا بتصميم لحامات اللحام بعمق داخل قنوات على شكل حرف U أو زوايا حادة أو هياكل صندوقية مغلقة. إذا لم تتمكن شعلة اللحام أو مسدس اللحام الموضعي من الوصول فعليًا إلى الوصلة بالزاوية الصحيحة، لا يمكن للمصنع تنفيذ اللحام بشكل صحيح، مما يؤدي إلى ضعف الاختراق أو المسامية.
هناك قاعدة قياسية في سوق دبي المالي تتمثل في الحفاظ على خط رؤية واضح ومسافة كافية للأداة (عادةً ما تكون زاوية الشعلة 45 درجة كحد أدنى) حول كل وصلة. إذا كان الوصول مقيدًا، يجب نقل الوصلة إلى الجزء الخارجي من التجميع، أو يجب تغيير طريقة الربط إلى مسامير عمياء لا تتطلب سوى الوصول من جانب واحد.
وضع علامة التبويب والفتحة
إن الاعتماد كليًا على الرقع والمشابك الخارجية لتثبيت الأجزاء معًا قبل اللحام مكلف ويبطئ خط الإنتاج. يؤدي دمج الألسنة على حافة إحدى الألواح والفتحات المقابلة على جزء التزاوج إلى إنشاء وصلة ذاتية التثبيت.
تضمن تقنية Poka-Yoke (مقاومة الأخطاء) هذه أن القِطع لا يمكن أن تتلاءم معًا إلا في اتجاه واحد محدد. ويمكنها تقليل وقت إعداد التركيبات بما يصل إلى 501 تيرابايت 3 تيرابايت، مما يسمح للمشغلين المبتدئين بلحام التجميعات المعقدة بدقة عالية دون الاعتماد على القياس اليدوي.
تكرار التجميع
في الإنتاج بكميات كبيرة، يؤدي الاعتماد على القياس اليدوي لوضع الوصلات إلى أبعاد غير متسقة من وحدة إلى أخرى. حتى الاختلافات الصغيرة في وضع الوصلات يمكن أن تتسبب في حدوث مشكلات في المراحل النهائية، مثل عدم محاذاة فتحات التركيب مع لوحات PCB الداخلية أو أجهزة التزاوج.
لضمان قابلية التكرار، قم بتصميم نقاط توقف ميكانيكية صلبة أو شقوق محاذاة أو شفاه متشابكة مباشرةً في نمط مسطح الصفائح المعدنية. تضمن هذه الهندسة المدمجة أنه سواءً كان العامل البشري أو النظام الآلي يقوم بتجميع الأجزاء، فإن الوضع يكون متطابقًا في كل مرة.
تخطيطات ملائمة للروبوتات
يتطلب الانتقال من التجميع اليدوي إلى اللحام الآلي أو اللحام الموضعي الآلي مسارات وصلات يمكن التنبؤ بها ومباشرة. تكافح الروبوتات مع المناورة المعقدة ثلاثية الأبعاد، والزوايا الداخلية الضيقة، وأحجام الفجوات غير المتسقة.
لجعل التصميم ملائمًا للروبوت، قم بتوحيد أنواع الوصلات عبر التجميع وحافظ على طبقات اللحام مستقيمة ويمكن الوصول إليها خارجيًا قدر الإمكان. إن تقليل عدد المرات التي يحتاج فيها الجزء إلى تغيير موضعه أو قلبه يقلل من وقت البرمجة ويجعل التكامل الروبوتي فعالاً للغاية من حيث التكلفة لعمليات التشغيل بكميات كبيرة.
تقليل تكلفة التصنيع والتشطيب
بالنسبة لمديري المشتريات والمشاريع، يعتبر تصميم الوصلات محركًا أساسيًا لسعر الجزء النهائي. إن تحسين الوصلات في مرحلة التصميم بمساعدة الحاسوب هو الطريقة الأكثر فعالية لتجريد التكاليف الخفية من عملية التصنيع.
تقليل الطحن
عمليات الطحن والصقل بعد اللحام هي عمليات يدوية للغاية وتستغرق وقتًا طويلاً. عندما يتم تحديد لحام تجميلي على زاوية مكشوفة، يجب على المشغلين طحن الحبة بعناية ومزج اللمسات النهائية لتتناسب مع اللوح المعدني الخام. يمكن أن يكلف اللحام التجميلي الممزوج والمصقول بالكامل من 3 إلى 5 أضعاف تكلفة العمالة من 3 إلى 5 أضعاف تكلفة اللحام المخفي.
ولتقليل هذه النفقات، يجب على الفرق الهندسية تصميم حاويات تخفي الوصلات على الأسطح الداخلية أو الخلفية. عندما لا يمكن تجنب الوصلات التجميلية، فإن التحول إلى الزوايا المغلقة أو استخدام المواد اللاصقة الهيكلية يمكن أن يلغي تمامًا الحاجة إلى الطحن الثانوي، مما يجعل تكاليف العمالة قابلة للتنبؤ بها.
تعقيد التركيبات
يتطلب اللحام الدقيق تركيبات وتركيبات مخصصة لتثبيت الأجزاء بإحكام ومنع التشويه الحراري. وكلما كان تكوين الوصلة أكثر تعقيدًا، كلما كان نظام التثبيت أكثر تعقيدًا وتكلفة. ويؤدي ذلك إلى زيادة التكاليف الهندسية غير المتكررة (NRE) قبل أن يتم إنتاج قطعة واحدة.
يقلل تصميم الوصلات ذاتية التحديد، مثل آليات الألسنة والفتحات ذاتية التحديد، بشكل كبير من الاعتماد على الأدوات الثقيلة. من خلال بناء المحاذاة مباشرةً في النمط المسطح للصفائح المعدنية، فإنك تتخلص من التَرْكِيبات المخصصة باهظة الثمن وتسمح للمصنع باستخدام إعدادات التثبيت القياسية الجاهزة.
وقت التجميع
إن الوقت الذي يستغرقه وضع قطعتين من المعدن وتثبيتهما وربطهما يحدد إنتاجية خط الإنتاج بأكمله. يتطلب اللحام المستمر TIG أو MIG عمالة ماهرة ووقتًا كبيرًا للتحضير والتنفيذ والتبريد.
إذا كانت الوصلة لا تتعرض لأحمال هيكلية ثقيلة، فإن استبدال اللحامات المستمرة باللحام الموضعي أو أجهزة PEM يسرع خط الإنتاج بشكل كبير. تستغرق طرق التثبيت على البارد ثوانٍ لكل مفصل ولا تتطلب وقت تبريد، مما يقلل من تكلفة العمالة لكل وحدة ويسرع الجدول الزمني للإنتاج الكلي.
توافق الأتمتة
عادةً ما يتطلب توسيع نطاق المنتج من عمليات التشغيل التجريبي إلى الإنتاج بكميات كبيرة التحول من التجميع اليدوي إلى اللحام الآلي أو اللحام الآلي. ومع ذلك، تتطلب الروبوتات مسارات مستقيمة يمكن التنبؤ بها إلى حد كبير ولا يمكنها التنقل بسهولة في الزوايا الداخلية الضيقة أو التعويض عن أحجام الفجوات غير المتسقة.
لجعل التصميم فعالاً من حيث التكلفة بأحجام كبيرة، قم بتوحيد الأشكال الهندسية للمفاصل عبر المنتج بأكمله. إن الحفاظ على إمكانية الوصول إلى الوصلات خارجيًا وتوحيد عرض شفة اللحام الموضعي يقلل من وقت البرمجة الآلية ويجعل الأتمتة خيارًا مجديًا من الناحية المالية للشركة المصنعة.
الاختيار المشترك للتطبيقات الحقيقية
نادرًا ما يتعلق اختيار الوصلة بإيجاد حل شامل. فهو يتطلب مطابقة الهندسة وطريقة الربط مع التحديات الفيزيائية المحددة ودرجات المواد التي سيواجهها الجزء في بيئة التشغيل.
حاويات القياس الرقيقة
هيكل إلكتروني, رفوف الخادمويتم تشكيل صناديق التحكم عادةً من صفائح معدنية رقيقة (على سبيل المثال، الصلب المجلفن 0.8 مم إلى 1.5 مم أو Q235) لتوفير الوزن وتكلفة المواد. التحدي الرئيسي في التصنيع هنا هو أن المواد الرقيقة تحترق أو تلتوي بعنف تحت الحرارة المركزة.
بالنسبة لهذه التطبيقات، يجب التقليل من اللحام بالقوس المستمر. تعتبر الوصلات اللفائف مع اللحام الموضعي المقاوم أو المسامير العمياء هي الحلول القياسية. فهي توفر قوة كافية للحاويات الساكنة مع الحفاظ على المعدن باردًا وسليمًا من الناحية الهيكلية.
التجميعات عالية الاهتزاز
تتعرض المكونات المستخدمة في الماكينات الصناعية أو أقواس السيارات أو حوامل التدفئة والتهوية وتكييف الهواء للتحميل الديناميكي المستمر. في هذه البيئات، غالبًا ما تصبح اللحامات الصلبة والمستمرة مركزات إجهاد تؤدي في النهاية إلى التشقق الناتج عن الإجهاد.
للتعامل مع الاهتزاز، يجب أن تقوم الوصلة بتوزيع الضغط على مساحة أكبر. يوفر استخدام الوصلات المتداخلة مع المواد اللاصقة الإنشائية الصناعية، وغالبًا ما يتم دمجها مع المثبتات الميكانيكية، تأثيرًا مخمدًا. يمتص نهج الوصل الهجين هذا الإجهاد الدوري بشكل أفضل بكثير من اللحام التناكبي القياسي.
قطع الفولاذ المقاوم للصدأ التجميلية
وغالبًا ما تتطلب معدات تجهيز الأغذية والأجهزة الطبية والأجهزة الاستهلاكية المتطورة الفولاذ المقاوم للصدأ (عادةً 304 أو 316L) بأسطح صحية خالية من العيوب. ويتمثل التحدي في التخلص من أي شقوق أو طبقات متداخلة أو رؤوس قفل مكشوفة يمكن أن تتراكم فيها الأوساخ أو البكتيريا.
في هذه التطبيقات الصارمة، تكون الوصلات التناكبية الملحومة بـ TIG أو الوصلات الزاوية المغلقة بالكامل مطلوبة. وعلى الرغم من أن هذا يزيد من تكاليف التصنيع بسبب التنقية الخلفية اللازمة (لمنع الأكسدة) والطحن والتلميع، إلا أنها الطريقة الوحيدة لتحقيق تشطيبات نهائية صحية غير ملحومة.
هياكل الألومنيوم خفيفة الوزن
تعتمد مكونات الفضاء الجوي وحاويات بطاريات السيارات الكهربائية (EV) اعتمادًا كبيرًا على الألومنيوم (مثل 5052 أو 6061) لخفض الوزن. ومع ذلك، فإن الألومنيوم عالي التوصيل، ويبدد الحرارة بسرعة، والأهم من ذلك أنه يفقد مزاجه الهيكلي (قوته) في المنطقة المتأثرة بالحرارة عند اللحام.
وللحفاظ على الخواص الميكانيكية للمادة، غالبًا ما يتجنب المصنعون الربط الحراري تمامًا لأجزاء الألومنيوم الإنشائية. التثبيت الميكانيكي باستخدام المسامير الثقيلة أو المسامير ذاتية الثقب (SPR)، المقترنة بمواد لاصقة من فئة صناعة الطيران، هي الطريقة المفضلة للحفاظ على سلامة المواد وثبات الأبعاد.
خاتمة
لا يقتصر تصميم وصلات الصفائح المعدنية على القوة فقط. إنه جزء أساسي من كيفية صنع المنتج. اختياراتك لأشكال الوصلات وطرق الربط مهمة للغاية. تؤثر هذه الاختيارات على فرص حدوث أخطاء في الإنتاج. كما أنها تغير مقدار العمل اليدوي الذي تحتاجه. وأخيرًا، فهي تحدد التكلفة النهائية لكل جزء.
يجب أن تفكر في سهولة التصنيع في وقت مبكر من عملية التصميم. على سبيل المثال، يمكنك إضافة علامات تبويب تصطف من تلقاء نفسها. يمكنك أيضًا استخدام حرارة أقل على المعدن الرقيق. يجب عليك أيضًا ترك مساحة للأدوات للوصول إلى الوصلات. تساعد هذه الخطوات المبكرة فريقك على الانتقال بسلاسة من الاختبار إلى الإنتاج الكامل.
يعرف المهندسون في شركة Shengen بالضبط كيف تعمل أرضية المصنع. يتمتع فريقنا بخبرة تزيد عن 10 سنوات من الخبرة في صنع نماذج اختبار سريعة وبناء أجزاء الصفائح المعدنية. يمكنك إرسال ملفات تصميمك إلى فريقنا اليوم. سنقوم بفحصها للتأكد من سهولة بنائها.
الأسئلة الشائعة
ما هي أقوى وصلة صفائح معدنية للأجزاء الهيكلية؟
عادةً ما تكون الوصلات التناكبية الملحومة والوصلات ذات التصميم الجيد هي أقوى الخيارات للأجزاء الإنشائية. لا تزال القوة تعتمد على اتجاه الحمل وسُمك المادة وجودة اللحام. في الصفائح المعدنية الرقيقة، غالبًا ما يتم استخدام اللحام الموضعي والمسامير لأنها تقلل من التشويه مع الحفاظ على قوة كافية لمعظم التطبيقات.
ما هي وصلة الصفائح المعدنية الأفضل للإنتاج بكميات كبيرة؟
تعتبر وصلات اللف مع اللحام الموضعي الخيار الأكثر شيوعًا في الإنتاج الضخم. فهي سهلة المحاذاة وسريعة اللحام وتعمل بشكل جيد مع الأتمتة. وتستخدم هذه التركيبة على نطاق واسع في صناعة السيارات والأجهزة لأنها توفر جودة مستقرة وزمن دورة قصيرة.
كيف يمكنني تقليل التشوه في وصلات الصفائح المعدنية الملحومة؟
تقليل مدخلات الحرارة والتحكم في تسلسل اللحام. استخدم تركيبات مناسبة لتثبيت الأجزاء بإحكام. يمكن أن يساعد اللحام النقطي أو اللحام بالليزر أيضًا في تقليل التشويه. عادة ما يكون التصميم الجيد للوصلة أهم من إصلاح التشوه بعد اللحام.
ما الذي يسبب الفشل في وصلات الصفائح المعدنية؟
تشمل الأسباب الرئيسية تشقق اللحام، والإجهاد الناجم عن التعب، وسوء التركيب، والتآكل بين المعادن المختلفة. الصفائح المعدنية الرقيقة أكثر حساسية لتركيز الإجهاد، خاصةً بالقرب من مناطق اللحام. تأتي معظم حالات الفشل من سوء التصميم أو الاختيار الخاطئ للعملية.
متى يجب أن أختار التثبيت الميكانيكي بدلاً من اللحام؟
استخدم التثبيت الميكانيكي عندما يجب تجنب الحرارة أو عندما تكون الأجزاء ذات طلاء. كما أنها أفضل للتفكيك أو المواد المختلطة أو عندما يكون التناسق أكثر أهمية من المظهر. المسامير والمثبتات PEM هي خيارات شائعة في هذه الحالات.
مهلا، أنا كيفن لي

على مدى السنوات العشر الماضية، كنت منغمسًا في أشكال مختلفة من تصنيع الصفائح المعدنية، وشاركت رؤى رائعة هنا من تجاربي عبر ورش العمل المتنوعة.
ابقى على تواصل
كيفن لي
لدي أكثر من عشر سنوات من الخبرة المهنية في تصنيع الصفائح المعدنية، وتخصصت في القطع بالليزر، والثني، واللحام، وتقنيات معالجة الأسطح. كمدير فني في شنغن، أنا ملتزم بحل تحديات التصنيع المعقدة ودفع الابتكار والجودة في كل مشروع.
الموارد ذات الصلة

التنقيش بالليزر للمعادن: التحضير، والتصميم الملائم للتصنيع (DFM)، ومراقبة التكاليف


