Соединения листового металла - это специализированные технологии, используемые для соединения двух или более кусков листового металла в конструктивные узлы. При выборе учитываются толщина материала, механическая нагрузка и стоимость производства. Стандартные методы варьируются от постоянной термической сварки и механического крепежа (заклепки, болты) до взаимосвязанных конфигураций, таких как швы и фальцы.
Помимо прочности, эти варианты определяют сварочные деформации, скорость сборки, сложность приспособлений, трудоемкость финишной обработки и возможности автоматизированного производства. В этой статье рассматриваются геометрия соединений и методы соединения, чтобы помочь инженерным группам контролировать затраты и обеспечивать стабильное качество от прототипа до серийного производства.
Выбор правильной геометрии соединения листового металла
Физическая конфигурация соединения определяет, как распределяется нагрузка между деталями. Она также диктует последовательность сборки и тип креплений, необходимых в цеху.
Стыковые соединения
Стыковые швы совмещают два края листа в одной плоскости. Такая конфигурация хорошо подходит для деталей, требующих плоской, непрерывной поверхности и герметичного уплотнения, например, для резервуаров или панелей.
Однако стыковые соединения имеют ограниченную площадь для сварки и очень чувствительны к точности подгонки. Отклонения в допусках на резку могут привести к образованию зазоров, которые трудно заполнить (обычно зазоры не должны превышать 10% толщины материала). Для поддержания стабильности производства часто требуется точная лазерная резка перед сборкой.

Угловые соединения
Угловые соединения соединяют два листа под углом - обычно 90 градусов - и образуют L-образную форму. Это стандартный подход для изготовления корпусов машин, электрических коробок и защитных рам.
Обычно в такой конструкции один край остается открытым, что требует ручной шлифовки, если требуется эстетичная отделка. Для наружных панелей инженеры-производители часто предпочитают конфигурации с закрытыми углами, чтобы сократить время, затрачиваемое на вторичную отделку, и улучшить защиту от электромагнитных помех.

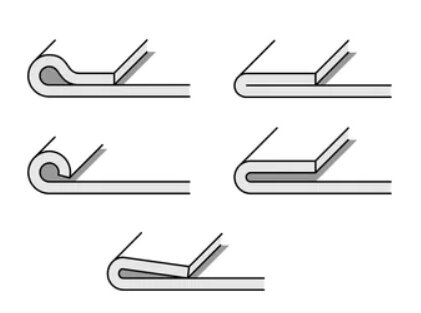
Краевые соединения
Кромкооблицовочные швы подразумевают соединение двух параллельных краев листа. Такой шов обычно используется для усиления или для создания более толстого и безопасного участка по периметру обрабатываемой детали.
Хотя это и повышает локальную жесткость, оно менее эффективно при восприятии больших нагрузок по сравнению с другими конфигурациями. В производстве кромочные соединения используются в основном для неструктурных фланцев, защитных кромок или внутренних каналов для фрезеровки.

Тройниковые соединения
Тройники соединяют край одного листа с плоской поверхностью другого, образуя Т-образную форму. Благодаря тому, что соединение накладывается вдоль пересечения, оно обеспечивает высокую жесткость и используется в основном для внутренних структурных опор, ребер жесткости и монтажных кронштейнов.
Управление подводом тепла является основной проблемой при работе с такой геометрией. Сварка тонколистового металла (например, менее 1,5 мм) непосредственно к плоской поверхности часто приводит к тепловым искажениям или визуальному прожогу на противоположной косметической стороне, что требует тщательного контроля параметров или применения методов сварки с пропуском.

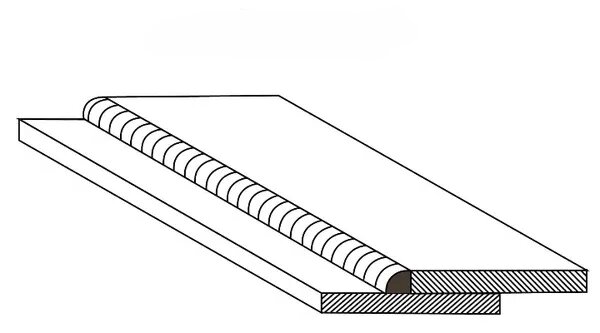
Коленные суставы
Соединения внахлестку перекрывают поверхности двух листов, обеспечивая большую площадь контакта. Такая конструкция делает соединение очень толерантным к незначительным изменениям размеров деталей и допусков на резку.
Соединения внахлестку исключительно хорошо работают при сдвиговых нагрузках и являются необходимой геометрией для контактной точечной сварки и клеевого соединения. Проектировщики должны учитывать, что нахлест добавляет небольшую ступеньку в профиль поверхности и увеличивает вес материала, что должно быть учтено в исходной CAD-модели.
Выбор правильного метода соединения листового металла
Метод, используемый для соединения швов, влияет на прочность конструкции и масштабируемость производства. Он также определяет степень необходимой послепечатной обработки.
Сварка TIG и MIG
Сварка TIG обеспечивает точный контроль над подачей тепла, что делает ее подходящей для тонкой нержавеющей стали и алюминия, где косметический вид имеет первостепенное значение. MIG-сварка работает на более высоких скоростях с более высокой скоростью осаждения, что становится более рентабельным при больших объемах работ с более толстыми материалами, такими как конструкционная углеродистая сталь.
Оба метода вводят в металл концентрированное тепло. Это термическое напряжение вызывает коробление, требующее специальных зажимных приспособлений для сохранения точности размеров и, зачастую, послесварочной шлифовки для выравнивания швов.
Точечная сварка
Сопротивление точечная сварка это быстрый, с высокой повторяемостью процесс соединения листов внахлест. Он основан на локальном давлении и электрическом токе, благодаря чему окружающий материал нагревается значительно меньше, чем при дуговой сварке.
Этот метод хорошо подходит для массового производства и автоматизированных сборочных линий. Однако он требует определенной минимальной ширины фланца для размещения сварочных наконечников. Кроме того, он обычно ограничен относительно тонкими материалами (обычно до 3 мм) и должен выполняться на голых, неокрашенных поверхностях.
Заклепки и крепеж PEM
Механические методы крепленияТакие методы, как глухие заклепки и впрессованные метизы (PEM), обеспечивают надежные соединения без термических искажений. Поскольку это процессы холодной штамповки, они не изменяют структурных свойств материала и не повреждают предварительно нанесенные защитные покрытия, такие как цинкование.
Хотя механические крепежные элементы увеличивают прямые расходы на единицу продукции, они часто сокращают общее время сборки. Кроме того, они позволяют надежно соединять разнородные металлы (например, алюминий и сталь), не опасаясь гальванической коррозии, при условии, что выбран правильный материал крепежа.
Склеивание
Промышленные конструкционные клеи равномерно распределяют напряжение по всей площади соединения, избегая локальных точек концентрации напряжения, создаваемых точечными сварными швами или заклепками. Клеи высокоэффективны для соединения разнородных материалов и гашения непрерывной вибрации в динамичных средах.
Для обеспечения эффективности клея требуется конфигурация соединения внахлестку для максимального контакта с поверхностью. Хотя время отверждения и строгая подготовка поверхности должны быть учтены в производственном цикле, склеивание все чаще используется для изготовления легких алюминиевых конструкций и достижения чистого внешнего покрытия без необходимости послесварочной шлифовки.
Предотвращение сбоев в производстве
При производстве листового металла соединение, которое идеально выглядит в среде 3D CAD, может оказаться неудачным в цеху. Выявление таких рисков на ранней стадии позволяет инженерным группам изменить конструкцию соединения, прежде чем брать на себя обязательства по изготовлению дорогостоящей оснастки или крупносерийному производству.
Искажение сварного шва
Тепло, выделяемое при сварке TIG и MIG, вызывает локальное расширение и сжатие, создавая зону термического влияния (HAZ). Для тонколистового металла (обычно менее 3 мм) такое тепловое напряжение часто приводит к короблению, изгибу или излому всей панели.
Для уменьшения деформации производители вынуждены использовать тяжелые зажимные приспособления, радиаторы или применять последовательность сварки с пропуском. Эти действия требуют высококвалифицированного труда и не добавляют детали функциональной ценности. Перепроектирование сборки с использованием механического крепежа или точечной сварки часто является наиболее экономически эффективным способом устранения сильной тепловой деформации.
Усталостное растрескивание
В средах, подверженных постоянной вибрации или циклическим нагрузкам - например, в корпусах промышленного оборудования или автомобильных кронштейнах, - жесткие соединения могут стать точками отказа. Острые внутренние углы и непрерывные жесткие сварные швы часто выступают в роли концентраторов напряжения, что со временем приводит к образованию микротрещин.
Чтобы предотвратить усталостное разрушение, инженеры обычно избегают стыковых соединений в зонах повышенных нагрузок. Использование нахлесточных соединений в сочетании со структурными клеями или увеличение радиуса изгиба помогает распределить физическую нагрузку по большей площади, что значительно увеличивает срок службы соединения без увеличения толщины материала.
Гальваническая коррозия
Когда разнородные металлы, такие как алюминий и углеродистая сталь, соединяются в присутствии электролита (например, влаги или сырости), происходит электрохимическая реакция. В результате более анодный металл быстро корродирует, нарушая структурную целостность соединения.
Для предотвращения гальванической коррозии требуется физическая изоляция между двумя материалами. В производстве это достигается путем нанесения диэлектрических покрытий, использования инертных пластиковых шайб или специализированных переходных соединений. Для наружного или морского применения указание соответствующих материалов на стадии спецификации обычно является наиболее безопасным инженерным выбором.
Точность подгонки
Складывание допусков - неизбежная реальность при формовке листового металла. Небольшие отклонения от лазерная резка (±0,1 мм) и гибка на листогибочном прессе (от ±0,2 мм до ±0,5 мм) означает, что стыковочные кромки могут не совпадать идеально на сборочном стенде.
Геометрия соединений, таких как плотные стыковые соединения, неумолима и подчеркивает любые несоответствия размеров. Проектирование с нахлесточными соединениями или интеграция щелевых монтажных отверстий обеспечивает физический запас на ошибку, позволяя операторам точно отрегулировать и выровнять компоненты перед окончательной сваркой или креплением.

Проектирование соединений листового металла для производства
Проектирование для обеспечения технологичности (DFM) - это предвидение процесса сборки. Хорошо спроектированное соединение снижает потребность в высококвалифицированном труде, минимизирует необходимость в сложных специальных приспособлениях и стандартизирует производственный цикл.
Доступ к сварке
Инженеры иногда проектируют сварные швы глубоко внутри U-образных каналов, острых углов или закрытых коробчатых конструкций. Если сварочная горелка или пистолет для точечной сварки физически не могут достать до шва под нужным углом, производитель не сможет выполнить сварку должным образом, что приведет к слабому проплавлению или пористости.
Стандартным правилом DFM является обеспечение четкой линии видимости и достаточного зазора для инструмента (обычно это минимум 45-градусный угол резака) вокруг каждого соединения. Если доступ ограничен, соединение должно быть перенесено на внешнюю сторону сборки или метод соединения должен быть изменен на глухие заклепки, которые требуют только одностороннего доступа.
Позиционирование вкладок и пазов
Полностью полагаться на внешние приспособления и зажимы для фиксации деталей перед сваркой дорого и замедляет работу линии. Интеграция выступов на кромке одного листа и соответствующих пазов на сопрягаемой детали создает самофиксирующееся соединение.
Эта технология Poka-Yoke (защита от ошибок) гарантирует, что детали могут быть соединены только в одной определенной ориентации. Она позволяет сократить время установки приспособления до 50%, что дает возможность операторам начального уровня с высокой точностью сваривать сложные узлы без использования ручных измерений.
Повторяемость сборки
При массовом производстве ручные измерения для позиционирования соединений приводят к несовпадению размеров разных устройств. Даже небольшие отклонения в расположении соединений могут привести к последующим проблемам, например, к несовпадению монтажных отверстий с внутренними печатными платами или сопрягаемым оборудованием.
Чтобы гарантировать повторяемость, создайте механические жесткие упоры, выравнивающие пазы или блокирующие фланцы непосредственно в плоской детали из листового металла. Такая встроенная геометрия гарантирует, что независимо от того, собирает ли детали человек или автоматизированная система, их расположение всегда будет идентичным.
Удобные для роботов макеты
Переход от ручной сборки к автоматизированной сварке или роботизированной точечной сварке требует предсказуемых и простых траекторий соединения. Роботам сложно справиться со сложным трехмерным маневрированием, тесными внутренними углами и несоответствующими размерами зазоров.
Чтобы сделать конструкцию удобной для роботов, стандартизируйте типы соединений во всей сборке и сделайте сварные швы как можно более прямыми и доступными снаружи. Минимизация количества перестановок или переворачиваний деталей сокращает время программирования и делает роботизированную интеграцию высокорентабельной при больших объемах производства.
Сокращение затрат на производство и отделку
Для менеджеров по закупкам и руководителям проектов дизайн соединений является основным фактором, определяющим конечную цену детали. Оптимизация соединений на стадии САПР - самый эффективный способ исключить скрытые затраты из производственного процесса.
Уменьшение степени измельчения
Послесварочная шлифовка и полировка - это очень ручные и трудоемкие процессы. Если косметический сварной шов выполняется на открытом углу, операторы должны тщательно отшлифовать шайбу и отполировать ее, чтобы она соответствовала необработанному листовому металлу. Полностью отшлифованный и отполированный косметический сварной шов может стоить в 3-5 раз дороже, чем скрытый шов.
Чтобы сократить эти расходы, инженерные группы должны разрабатывать корпуса, скрывающие стыки на внутренних или обращенных назад поверхностях. Если косметические стыки неизбежны, переход на закрытые углы или использование структурных клеев может полностью исключить необходимость вторичной шлифовки, сохраняя трудозатраты на предсказуемом уровне.
Сложность крепления
Для точной сварки требуются специальные зажимные приспособления, позволяющие надежно удерживать детали и предотвращать термические искажения. Чем сложнее конфигурация соединения, тем сложнее и дороже должна быть система фиксации. Это приводит к увеличению затрат на непериодическое проектирование (NRE) еще до изготовления одной детали.
Разработка самоцентрирующихся соединений, таких как механизмы "выступ-паз", значительно снижает потребность в тяжелой оснастке. Встраивая выравнивание непосредственно в плоский шаблон листового металла, вы избавляетесь от дорогостоящих специальных приспособлений и позволяете заводу использовать стандартные, готовые зажимные устройства.
Время сборки
Время, необходимое для позиционирования, зажима и соединения двух кусков металла, определяет производительность всей производственной линии. Непрерывная сварка TIG или MIG требует квалифицированного персонала и значительного времени на подготовку, выполнение и охлаждение.
Если соединение не подвергается большим структурным нагрузкам, замена непрерывных сварных швов точечной сваркой или PEM-аппаратурой значительно ускоряет работу линии. Методы холодного крепления занимают несколько секунд на соединение и не требуют времени на охлаждение, что снижает трудозатраты на единицу продукции и ускоряет общий график производства.
Совместимость с автоматикой
Масштабирование продукта от опытных партий до массового производства обычно требует перехода от ручной сборки к автоматизированной или роботизированной сварке. Однако роботам требуются хорошо предсказуемые прямые траектории, они не могут легко преодолевать узкие внутренние углы или компенсировать несовпадающие размеры зазоров.
Чтобы сделать конструкцию экономически эффективной при больших объемах, стандартизируйте геометрию соединений для всего изделия. Обеспечение внешнего доступа к соединениям и стандартизация ширины фланцев для точечной сварки минимизируют время программирования роботов и делают автоматизацию финансово выгодным вариантом для производителя.
Совместный выбор для реальных приложений
Выбор соединения редко сводится к поиску универсального решения. Необходимо подобрать геометрию и метод соединения в соответствии с конкретными физическими задачами и сортами материалов, с которыми деталь будет сталкиваться в условиях эксплуатации.
Тонкостенные корпуса
Электронное шасси, серверные стойкиДля снижения веса и стоимости материалов блоки управления обычно изготавливаются из тонкого металлического листа (например, из оцинкованной стали толщиной от 0,8 мм до 1,5 мм или стали Q235). Основная проблема производства заключается в том, что тонкие материалы прогорают или сильно деформируются под воздействием высокой температуры.
В таких случаях непрерывная дуговая сварка должна быть сведена к минимуму. Стандартными решениями являются нахлесточные соединения в сочетании с контактной точечной сваркой или глухими заклепками. Они обеспечивают достаточную прочность для статических ограждений, сохраняя металл холодным и структурно прочным.
Высоковибрационные узлы
Компоненты, используемые в промышленном оборудовании, автомобильных кронштейнах или креплениях систем отопления, вентиляции и кондиционирования воздуха, подвергаются постоянным динамическим нагрузкам. В таких условиях жесткие, непрерывные сварные швы часто становятся концентраторами напряжений, что в конечном итоге приводит к усталостному растрескиванию.
Чтобы справиться с вибрацией, соединение должно распределять нагрузку на большую площадь. Использование нахлесточных соединений с применением промышленных конструкционных клеев, часто в сочетании с механическими крепежными элементами, обеспечивает демпфирующий эффект. Такой гибридный подход к соединению поглощает циклические нагрузки гораздо лучше, чем стандартная сварка встык.
Косметические нержавеющие детали
Оборудование для пищевой промышленности, медицинские приборы и бытовая техника высокого класса часто требуют использования нержавеющей стали (обычно 304 или 316L) с безупречными гигиеничными поверхностями. Задача состоит в том, чтобы устранить все щели, перекрывающиеся швы или открытые головки крепежных элементов, где могут скапливаться грязь и бактерии.
В таких строгих случаях требуется сварка TIG встык или полностью закрытые угловые соединения. Хотя это увеличивает производственные затраты из-за необходимости обратной продувки (для предотвращения окисления), шлифовки и полировки, это единственный способ добиться бесшовной, санитарной отделки.
Легкие алюминиевые конструкции
В аэрокосмических компонентах и корпусах батарей электромобилей (EV) для снижения веса в значительной степени используется алюминий (например, марки 5052 или 6061). Однако алюминий обладает высокой электропроводностью, быстро рассеивает тепло и, что очень важно, теряет свой структурный отпуск (прочность) в зоне термического воздействия при сварке.
Чтобы сохранить механические свойства материала, производители часто полностью избегают термического соединения конструкционных алюминиевых деталей. Механическое крепление с помощью сверхпрочных заклепок или самопрокалывающихся заклепок (SPR) в сочетании с клеями аэрокосмического класса является предпочтительным методом для сохранения целостности материала и стабильности размеров.
Заключение
Проектирование соединений листового металла - это не только прочность. Это ключевая часть того, как вы производите продукт. Выбор формы соединений и методов соединения имеет большое значение. Они влияют на вероятность ошибок при производстве. Они также влияют на то, сколько ручной работы вам потребуется. И наконец, они определяют конечную стоимость каждой детали.
О простоте изготовления следует подумать еще на этапе проектирования. Например, можно добавить выступы, которые выстраиваются сами по себе. Также можно использовать меньше тепла при обработке тонкого металла. Кроме того, необходимо оставить место для инструментов, чтобы они могли добраться до соединений. Эти ранние шаги помогут вашей команде плавно перейти от тестирования к полноценному производству.
Инженеры компании Shengen прекрасно знают, как работает заводской цех. Наша команда имеет более чем 10-летний опыт в создании быстрых тестовых моделей и изготовлении деталей из листового металла. Вы можете отправить свои файлы с дизайном нашей команде уже сегодня. Мы проверим их, чтобы убедиться, что их легко построить.
Часто задаваемые вопросы
Какое самое прочное соединение листового металла для конструкционных деталей?
Сварные соединения встык и хорошо продуманные нахлесточные соединения обычно являются самыми прочными вариантами для конструкционных деталей. Прочность по-прежнему зависит от направления нагрузки, толщины материала и качества сварки. В тонком листовом металле часто используются точечная сварка и заклепки, поскольку они уменьшают деформацию, сохраняя достаточную прочность для большинства применений.
Какое соединение листового металла лучше всего подходит для массового производства?
Нахлесточные соединения с точечной сваркой - наиболее распространенный вариант в массовом производстве. Они легко выравниваются, быстро свариваются и хорошо сочетаются с автоматикой. Такая комбинация широко используется в автомобилестроении и производстве бытовой техники, поскольку обеспечивает стабильное качество и короткое время цикла.
Как уменьшить деформацию в сварных соединениях листового металла?
Уменьшите подачу тепла и контролируйте последовательность сварки. Используйте подходящие приспособления для прочной фиксации деталей. Точечная или лазерная сварка также может помочь уменьшить искажения. Хорошая конструкция соединения обычно имеет большее значение, чем устранение искажений после сварки.
Что вызывает разрушение соединений листового металла?
Основные причины - растрескивание сварного шва, усталостные напряжения, плохая подгонка и коррозия между различными металлами. Тонкий листовой металл более чувствителен к концентрации напряжений, особенно в местах сварки. Большинство отказов происходит из-за плохой конструкции или неправильного выбора технологического процесса.
Когда следует выбирать механическое крепление вместо сварки?
Используйте механическое крепление, если необходимо избежать нагрева или на детали нанесено покрытие. Оно также лучше подходит для разборки, смешанных материалов или в случаях, когда последовательность важнее внешнего вида. Заклепки и крепеж PEM - обычные варианты в таких случаях.
Привет, я Кевин Ли

Последние 10 лет я занимался различными формами изготовления листового металла и делился здесь интересными идеями из своего опыта работы в различных мастерских.
Связаться
Кевин Ли
У меня более десяти лет профессионального опыта в производстве листового металла, специализирующегося на лазерной резке, гибке, сварке и методах обработки поверхности. Как технический директор Shengen, я стремлюсь решать сложные производственные задачи и внедрять инновации и качество в каждом проекте.
Связанный ресурс

Лазерная текстуризация металлов: подготовка, оптимизация производства и контроль затрат

Электрооцинкованная сталь: руководство по изготовлению и выбору

Перфорация против лазерной резки: Стоимость, скорость и преимущества DFM
