Blechverbindungen sind spezielle Techniken, um zwei oder mehr Blechteile zu strukturellen Baugruppen zu verbinden. Bei der Auswahl werden die Materialstärke, die mechanische Belastung und die Produktionskosten berücksichtigt. Die Standardmethoden reichen von dauerhaftem thermischen Schweißen und mechanischen Verbindungselementen (Nieten, Bolzen) bis hin zu ineinandergreifenden Konfigurationen wie Nähten und Falzungen.
Neben der Festigkeit bestimmen diese Entscheidungen auch den Schweißverzug, die Montagegeschwindigkeit, die Komplexität der Vorrichtungen, den Arbeitsaufwand für die Endbearbeitung und das Potenzial für eine automatisierte Produktion. In diesem Artikel werden die Verbindungsgeometrie und die Fügeverfahren aufgeschlüsselt, um den Konstruktionsteams zu helfen, die Kosten zu kontrollieren und eine gleichbleibende Qualität vom Prototyp bis zur Serienfertigung zu gewährleisten.
Auswahl der richtigen Geometrie von Blechverbindungen
Die physikalische Konfiguration einer Verbindung bestimmt, wie die Last auf die Teile verteilt wird. Sie bestimmt auch die Montagereihenfolge und die Art der in der Werkstatt erforderlichen Befestigung.
Stoßverbindungen
Stoßverbindungen richten zwei Blechkanten in derselben Ebene aus. Diese Konfiguration eignet sich gut für Teile, die eine flache, durchgehende Oberfläche und eine flüssigkeitsdichte Abdichtung erfordern, wie z. B. Tanks oder Platten.
Stumpfnähte bieten jedoch nur eine begrenzte Fläche zum Schweißen und sind sehr empfindlich in Bezug auf die Passgenauigkeit. Schwankungen bei den Schneidetoleranzen können zu Lücken führen, die nur schwer zu schließen sind (in der Regel müssen die Lücken unter 10% der Materialdicke gehalten werden). Sie erfordern häufig einen präzisen Laserschnitt vor der Montage, um die Produktionskonsistenz zu gewährleisten.

Eckverbindungen
Eckverbindungen verbinden zwei Bleche in einem Winkel - in der Regel 90 Grad - und bilden so eine L-Form. Sie sind das Standardverfahren für die Konstruktion von Maschinengehäusen, Elektrokästen und Schutzrahmen.
Bei dieser Konstruktion bleibt in der Regel eine Kante frei, die manuell geschliffen werden muss, wenn eine ästhetische Oberfläche gewünscht ist. Bei Außenverkleidungen bevorzugen Fertigungsingenieure häufig geschlossene Eckkonfigurationen, um den Zeitaufwand für sekundäre Nachbearbeitungsprozesse zu verringern und die EMI-Abschirmung zu verbessern.

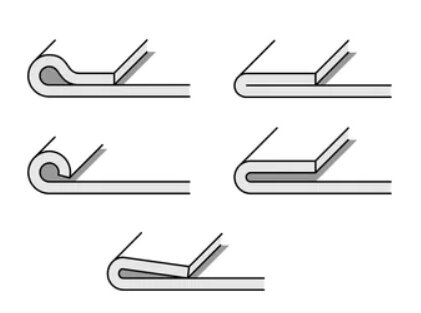
Kantenverbindungen
Bei Kantenverbindungen werden zwei parallele Blechkanten zusammengefügt. Diese Verbindung wird im Allgemeinen zur Verstärkung oder zur Schaffung eines dickeren, sichereren Abschnitts entlang des Umfangs eines zu bearbeitenden Teils verwendet.
Sie erhöht zwar die lokale Steifigkeit, ist aber im Vergleich zu anderen Konfigurationen weniger effektiv bei der Aufnahme schwerer Lasten. In der Produktion werden Randverbindungen vor allem für nicht strukturelle Flansche, Sicherheitskanten oder interne Leitungskanäle verwendet.

T-Stücke
T-Verbindungen verbinden die Kante eines Blechs mit der flachen Oberfläche eines anderen Blechs und bilden eine T-Form. Da die Verbindung entlang des Schnittpunkts erfolgt, bietet sie eine hohe Steifigkeit und wird hauptsächlich für interne strukturelle Stützen, Rippen und Montagehalterungen verwendet.
Die größte Herausforderung bei dieser Geometrie ist die Steuerung der Wärmezufuhr. Das Schweißen eines dünnen Blechs (z. B. unter 1,5 mm) direkt auf eine ebene Fläche führt häufig zu thermischer Verformung oder sichtbarem Durchbrennen auf der gegenüberliegenden kosmetischen Seite, was eine sorgfältige Steuerung der Parameter oder Skip-Welding-Techniken erfordert.

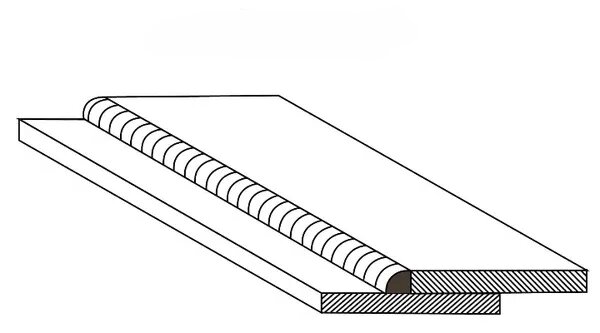
Überlappverbindungen
Überlappende Verbindungen überlappen die Oberflächen von zwei Blechen und bieten eine große Kontaktfläche. Durch diese Konstruktion ist die Verbindung sehr tolerant gegenüber geringfügigen Schwankungen der Teileabmessungen und Schneidetoleranzen.
Überlappungsverbindungen sind bei Scherbeanspruchung außerordentlich leistungsfähig und stellen die erforderliche Geometrie für das Widerstandspunktschweißen und Kleben dar. Konstrukteure sollten beachten, dass die Überlappung eine kleine Stufe in das Oberflächenprofil einbringt und das Materialgewicht erhöht, was bei der Erstellung des CAD-Modells berücksichtigt werden sollte.
Auswahl der richtigen Methode zum Verbinden von Blechen
Die Methode, mit der die Verbindungen hergestellt werden, hat Auswirkungen auf die strukturelle Ausbeute und die Skalierbarkeit der Produktion. Sie bestimmt auch den Umfang der erforderlichen Nachbearbeitung.
WIG- und MIG-Schweißen
Das WIG-Schweißen bietet eine präzise Steuerung der Wärmezufuhr und eignet sich daher für dünnen Edelstahl und Aluminium, bei denen das kosmetische Erscheinungsbild im Vordergrund steht. Das MIG-Schweißen arbeitet mit schnelleren Geschwindigkeiten und höheren Abschmelzraten, was bei dickeren Materialien wie Baustahl kosteneffektiver ist.
Bei beiden Methoden wird konzentrierte Wärme in das Metall eingebracht. Diese thermische Belastung führt zu Verformungen, die spezielle Spannvorrichtungen zur Aufrechterhaltung der Maßgenauigkeit und häufig ein Schleifen nach dem Schweißen zum Glätten der Verbindungen erfordern.
Punktschweißen
Widerstand Punktschweißen ist ein schnelles, hochgradig wiederholbares Verfahren zum Verbinden sich überlappender Bleche. Es beruht auf lokalem Druck und elektrischem Strom, wobei deutlich weniger Wärme in das umgebende Material eingebracht wird als beim Lichtbogenschweißen.
Diese Methode eignet sich gut für die Massenproduktion und automatisierte Montagelinien. Sie erfordert jedoch bestimmte Mindestflanschbreiten, um die Schweißspitzen unterzubringen. Außerdem ist es im Allgemeinen auf relativ dünne Materialien (typischerweise bis zu 3 mm) beschränkt und muss auf blanken, unlackierten Oberflächen durchgeführt werden.
Nieten und PEM-Befestigungselemente
Mechanische Befestigungsmethodenwie z. B. Blindnieten und Einpressbeschlägen (PEM), sorgen für zuverlässige Verbindungen ohne thermische Verformung. Da es sich hierbei um Kaltverformungsverfahren handelt, werden die strukturellen Eigenschaften des Materials nicht verändert und bereits aufgebrachte Schutzbeschichtungen wie Verzinkungen nicht beschädigt.
Mechanische Verbindungselemente erhöhen zwar die direkten Stücklistenkosten pro Einheit, verkürzen aber oft die Gesamtmontagezeit. Sie ermöglichen es auch, unterschiedliche Metalle (wie Aluminium und Stahl) zuverlässig und ohne unmittelbare galvanische Korrosionsprobleme zu verbinden, vorausgesetzt, es wird das richtige Befestigungsmaterial verwendet.
Kleben
Industrielle Strukturklebstoffe verteilen die Spannungen gleichmäßig über den gesamten Verbindungsbereich und vermeiden so lokale Spannungskonzentrationen, wie sie bei Punktschweißungen oder Nieten auftreten. Klebstoffe eignen sich hervorragend zum Verbinden unterschiedlicher Materialien und zur Dämpfung von Vibrationen in dynamischen Umgebungen.
Um effektiv zu sein, benötigen Klebstoffe eine Überlappungsverbindung, um den Oberflächenkontakt zu maximieren. Obwohl Aushärtungszeiten und eine strenge Oberflächenvorbereitung in den Produktionszyklus einbezogen werden müssen, wird das Kleben zunehmend für leichte Aluminiumstrukturen und zur Erzielung einer sauberen Außenoberfläche ohne Nachschleifen eingesetzt.
Vermeidung von Fehlern in der Produktion
In der Blechfertigung kann eine Verbindung, die in einer 3D-CAD-Umgebung perfekt aussieht, in der Werkstatt versagen. Die frühzeitige Erkennung dieser Risiken ermöglicht es den Konstruktionsteams, das Verbindungsdesign zu ändern, bevor sie sich auf kostspielige Werkzeuge oder große Produktionsläufe festlegen.
Schweißnaht-Verzerrung
Der Wärmeeintrag beim WIG- und MIG-Schweißen führt zu einer lokalen Ausdehnung und Kontraktion, wodurch eine Wärmeeinflusszone (WEZ) entsteht. Bei dünnen Blechen (typischerweise unter 3 mm) führt diese thermische Belastung häufig zum Verziehen, Durchbiegen oder Ausbeulen der gesamten Platte.
Um den Verzug zu mindern, müssen die Hersteller schwere Spannvorrichtungen und Kühlkörper verwenden oder Skip-Welding-Sequenzen einführen. Diese Eingriffe erfordern hochqualifizierte Arbeitskräfte und bringen dem Teil keinerlei funktionalen Wert. Eine Umgestaltung der Baugruppe mit mechanischen Verbindungselementen oder Punktschweißen ist oft die kostengünstigste Methode, um starke thermische Verformungen zu vermeiden.
Ermüdungsrisse
In Umgebungen, die ständigen Vibrationen oder zyklischen Belastungen ausgesetzt sind - wie z. B. bei Gehäusen von Industrieanlagen oder Kfz-Halterungen - können starre Verbindungen zu Bruchstellen werden. Scharfe Innenecken und durchgehende starre Schweißnähte wirken oft als Spannungskonzentratoren, die mit der Zeit zu Mikrorissen führen.
Um Ermüdungsbrüche zu vermeiden, vermeiden Ingenieure in der Regel Stoßverbindungen in stark beanspruchten Bereichen. Die Verwendung von Überlappungsverbindungen in Kombination mit strukturellen Klebstoffen oder die Integration größerer Biegeradien trägt dazu bei, die physikalische Belastung auf eine größere Fläche zu verteilen, was die Lebensdauer der Verbindung ohne zusätzliche Materialstärke erheblich verlängert.
Galvanische Korrosion
Wenn ungleiche Metalle wie Aluminium und Kohlenstoffstahl in Gegenwart eines Elektrolyts (wie Feuchtigkeit oder Nässe) miteinander verbunden werden, kommt es zu einer elektrochemischen Reaktion. Dies führt dazu, dass das anodischere Metall schnell korrodiert und die strukturelle Integrität der Verbindung beeinträchtigt wird.
Um galvanische Korrosion zu verhindern, ist eine physische Isolierung zwischen den beiden Materialien erforderlich. In der Produktion wird dies durch das Aufbringen dielektrischer Beschichtungen, die Verwendung inerter Kunststoffscheiben oder spezieller Übergangsverbindungen erreicht. Bei Anwendungen im Freien oder im Meer ist es in der Regel die sicherste technische Entscheidung, bereits in der Stücklistenphase passende Materialien zu spezifizieren.
Anpassungsgenauigkeit
Bei der Blechumformung ist die Häufung von Toleranzen eine unvermeidliche Realität. Leichte Abweichungen von Laserschneiden (±0,1 mm) und Abkantpresse biegen (±0,2 mm bis ±0,5 mm) bedeuten, dass die Verbindungskanten auf dem Montagetisch möglicherweise nicht perfekt ausgerichtet sind.
Verbindungsgeometrien wie z. B. enge Stoßverbindungen sind unnachgiebig und machen jede Maßabweichung deutlich. Die Konstruktion mit Überlappungsverbindungen oder die Integration von geschlitzten Befestigungslöchern bietet einen physikalischen Spielraum für Fehler, so dass die Bediener die Komponenten vor dem abschließenden Schweiß- oder Befestigungsschritt genau einstellen und ausrichten können.

Entwurf von Blechverbindungen für die Produktion
Beim Design for Manufacturability (DFM) geht es darum, den Montageprozess zu antizipieren. Eine gut durchdachte Verbindung reduziert die Abhängigkeit von hochqualifizierten Arbeitskräften, minimiert den Bedarf an komplexen kundenspezifischen Vorrichtungen und standardisiert den Produktionszyklus.
Schweißen Zugang
Ingenieure entwerfen manchmal Schweißnähte tief im Inneren von U-Kanälen, spitzen Winkeln oder geschlossenen Kastenstrukturen. Wenn ein Schweißbrenner oder eine Punktschweißzange die Verbindung nicht im richtigen Winkel erreichen kann, kann der Hersteller die Schweißnaht nicht ordnungsgemäß ausführen, was zu einer schwachen Durchdringung oder Porosität führt.
Eine Standardregel bei der DFM ist die Einhaltung einer freien Sichtlinie und eines ausreichenden Werkzeugabstands (normalerweise ein Mindestbrennerwinkel von 45 Grad) um jede Verbindung. Wenn der Zugang eingeschränkt ist, muss die Verbindung an die Außenseite der Baugruppe verlegt werden, oder die Verbindungsmethode sollte auf Blindnieten geändert werden, die nur einen einseitigen Zugang erfordern.
Positionierung der Registerkarten und Schlitze
Sich ausschließlich auf externe Vorrichtungen und Klammern zu verlassen, um die Teile vor dem Schweißen zusammenzuhalten, ist teuer und verlangsamt die Linie. Durch die Integration von Laschen an der Kante eines Blechs und entsprechenden Schlitzen am Gegenstück entsteht eine selbstpositionierende Verbindung.
Diese Poka-Yoke-Technik (Fehlersicherung) stellt sicher, dass die Teile nur in einer bestimmten Ausrichtung zusammengefügt werden können. Sie kann die Einrichtungszeit für Vorrichtungen um bis zu 50% reduzieren und ermöglicht es Bedienern mit geringen Vorkenntnissen, komplexe Baugruppen mit hoher Präzision zu heften, ohne sich auf manuelle Messungen verlassen zu müssen.
Wiederholbarkeit der Montage
Wenn man sich bei der Massenproduktion auf manuelle Messungen zur Positionierung der Verbindungen verlässt, führt dies zu inkonsistenten Abmessungen von Einheit zu Einheit. Selbst kleine Abweichungen bei der Platzierung der Verbindungen können zu nachgelagerten Problemen führen, z. B. wenn die Montagebohrungen nicht mit den internen Leiterplatten oder der passenden Hardware übereinstimmen.
Um die Wiederholbarkeit zu gewährleisten, sollten Sie mechanische Anschläge, Ausrichtkerben oder ineinandergreifende Flansche direkt in das flache Blechmuster einbauen. Diese eingebaute Geometrie stellt sicher, dass die Platzierung immer identisch ist, unabhängig davon, ob ein Mensch oder ein automatisiertes System die Teile zusammensetzt.
Roboterfreundliche Layouts
Der Übergang von der manuellen Montage zum automatisierten Schweißen oder Punktschweißen mit Robotern erfordert vorhersehbare und geradlinige Verbindungswege. Roboter haben mit komplexem 3D-Manövrieren, engen Innenecken und uneinheitlichen Spaltgrößen zu kämpfen.
Um ein Design roboterfreundlich zu gestalten, sollten Sie die Verbindungsarten in der gesamten Baugruppe standardisieren und die Schweißnähte so gerade und von außen zugänglich wie möglich halten. Die Minimierung der Anzahl der Teile, die neu positioniert oder umgedreht werden müssen, senkt die Programmierzeit und macht die Roboterintegration bei großen Stückzahlen äußerst kosteneffizient.
Senkung der Herstellungs- und Endbearbeitungskosten
Für Beschaffungs- und Projektmanager ist das Verbindungsdesign ein Hauptfaktor für den Endpreis des Teils. Die Optimierung von Verbindungen in der CAD-Phase ist der effektivste Weg, um versteckte Kosten aus dem Fertigungsprozess zu entfernen.
Schleifen Reduktion
Das Schleifen und Polieren nach dem Schweißen ist ein sehr zeitaufwändiger manueller Prozess. Wenn eine kosmetische Schweißnaht an einer freiliegenden Ecke vorgesehen ist, müssen die Bediener die Schweißnaht sorgfältig abschleifen und die Oberfläche an das Rohblech anpassen. Eine vollständig verblendete und polierte kosmetische Schweißnaht kann leicht das 3- bis 5-fache an Arbeit kosten als eine verdeckte Verbindung.
Um diese Kosten zu reduzieren, sollten die Konstruktionsteams Gehäuse entwerfen, die die Fugen an den inneren oder rückwärtigen Oberflächen verbergen. Wenn kosmetische Fugen unvermeidlich sind, können geschlossene Ecken oder strukturelle Klebstoffe den Bedarf an sekundärem Schleifen vollständig eliminieren und die Arbeitskosten vorhersehbar halten.
Komplexität der Vorrichtungen
Präzisionsschweißen erfordert maßgeschneiderte Vorrichtungen, um die Teile sicher zu halten und thermischen Verzug zu vermeiden. Je komplexer die Verbindungskonfiguration ist, desto komplizierter und teurer muss das Spannsystem sein. Dies treibt die nicht wiederkehrenden technischen Kosten (NRE) in die Höhe, noch bevor ein einziges Teil produziert wird.
Die Konstruktion selbstausrichtender Verbindungen, wie z. B. Laschen- und Schlitzmechanismen, reduziert die Abhängigkeit von schweren Werkzeugen drastisch. Indem Sie die Ausrichtung direkt in das flache Blechmuster einbauen, können Sie auf teure Sondervorrichtungen verzichten und dem Werk die Verwendung von standardmäßigen, handelsüblichen Spannvorrichtungen ermöglichen.
Montagezeit
Die Zeit, die zum Positionieren, Einspannen und Verbinden zweier Metallteile benötigt wird, bestimmt den Durchsatz der gesamten Produktionslinie. Kontinuierliches WIG- oder MIG-Schweißen erfordert qualifizierte Arbeitskräfte und viel Zeit für Vorbereitung, Ausführung und Abkühlung.
Wenn die Verbindung keinen hohen strukturellen Belastungen ausgesetzt ist, kann die Linie durch das Ersetzen kontinuierlicher Schweißnähte durch Punktschweißen oder PEM-Beschläge erheblich beschleunigt werden. Kaltverbindungsmethoden dauern nur Sekunden pro Verbindung und erfordern keine Abkühlzeit, was die Arbeitskosten pro Einheit senkt und den gesamten Produktionsplan beschleunigt.
Automatisierung Kompatibilität
Die Skalierung eines Produkts von der Nullserie zur Massenproduktion erfordert in der Regel die Umstellung von der manuellen Montage auf automatisiertes oder Roboterschweißen. Roboter benötigen jedoch hochgradig vorhersehbare, gerade Bahnen und können nicht ohne Weiteres durch enge Innenecken navigieren oder uneinheitliche Spaltgrößen kompensieren.
Um eine Konstruktion bei hohen Stückzahlen kosteneffizient zu machen, sollten die Verbindungsgeometrien für das gesamte Produkt standardisiert werden. Die Zugänglichkeit der Verbindungen von außen und die Standardisierung der Punktschweißflanschbreiten minimieren die Programmierzeit für den Roboter und machen die Automatisierung zu einer finanziell tragfähigen Option für den Hersteller.
Gemeinsame Auswahl für reale Anwendungen
Bei der Auswahl einer Verbindung geht es selten darum, eine Universallösung zu finden. Vielmehr müssen die Geometrie und die Verbindungsmethode auf die spezifischen physikalischen Herausforderungen und Materialqualitäten abgestimmt werden, denen das Teil in seiner Betriebsumgebung ausgesetzt ist.
Dünnwandige Gehäuse
Elektronisches Fahrgestell, Serverschränkeund Steuerkästen werden in der Regel aus dünnem Blech geformt (z. B. 0,8 mm bis 1,5 mm verzinkter Stahl oder Q235), um Gewicht und Materialkosten zu sparen. Das Hauptproblem bei der Herstellung besteht darin, dass dünne Materialien bei konzentrierter Hitze durchbrennen oder sich heftig verziehen.
Bei diesen Anwendungen sollte das kontinuierliche Lichtbogenschweißen auf ein Minimum reduziert werden. Überlappungsverbindungen in Kombination mit Widerstandspunktschweißen oder Blindnieten sind die Standardlösungen. Sie bieten eine ausreichende Festigkeit für statische Umschließungen, während das Metall kühl und strukturell solide bleibt.
Hoch-Vibrations-Baugruppen
Bauteile, die in Industriemaschinen, Kfz-Halterungen oder HVAC-Halterungen verwendet werden, sind ständigen dynamischen Belastungen ausgesetzt. In diesen Umgebungen werden starre, durchgehende Schweißnähte oft zu Spannungskonzentratoren, die schließlich zu Ermüdungsrissen führen.
Um Vibrationen zu bewältigen, muss die Fuge die Belastung auf eine größere Fläche verteilen. Die Verwendung von Überlappungsverbindungen mit industriellen Strukturklebstoffen, oft in Kombination mit mechanischen Verbindungselementen, sorgt für eine dämpfende Wirkung. Dieser hybride Verbindungsansatz absorbiert zyklische Belastungen weitaus besser als eine herkömmliche Stumpfnaht.
Kosmetische Edelstahlteile
Lebensmittelverarbeitungsanlagen, medizinische Geräte und hochwertige Haushaltsgeräte erfordern häufig Edelstahl (in der Regel 304 oder 316L) mit makellosen, hygienischen Oberflächen. Die Herausforderung besteht darin, Ritzen, überlappende Nähte oder freiliegende Befestigungsköpfe, in denen sich Schmutz oder Bakterien ansammeln könnten, zu beseitigen.
Bei diesen strengen Anwendungen sind WIG-geschweißte Stumpfverbindungen oder vollständig geschlossene Eckverbindungen erforderlich. Dies treibt zwar die Herstellungskosten aufgrund des erforderlichen Rückspülens (um Oxidation zu verhindern), Schleifens und Polierens in die Höhe, ist aber die einzige Möglichkeit, eine nahtlose, hygienische Oberfläche zu erzielen.
Leichte Aluminium-Strukturen
Komponenten für die Luft- und Raumfahrt und Batteriegehäuse für Elektrofahrzeuge (EV) sind zur Gewichtsreduzierung stark auf Aluminium (z. B. 5052 oder 6061) angewiesen. Aluminium ist jedoch sehr leitfähig, leitet Wärme schnell ab und verliert beim Schweißen seine strukturelle Festigkeit in der Wärmeeinflusszone.
Um die mechanischen Eigenschaften des Materials zu erhalten, vermeiden die Hersteller bei Strukturbauteilen aus Aluminium häufig das thermische Fügen vollständig. Die mechanische Befestigung mit Hochleistungsnieten oder Stanznieten (SPR) in Verbindung mit Klebstoffen für die Luft- und Raumfahrt ist die bevorzugte Methode zur Erhaltung der Materialintegrität und der Dimensionsstabilität.
Schlussfolgerung
Bei der Gestaltung von Blechverbindungen geht es nicht nur um Festigkeit. Sie ist ein wichtiger Teil der Herstellung des Produkts. Die von Ihnen gewählten Verbindungsformen und Verbindungsmethoden sind von großer Bedeutung. Diese Entscheidungen beeinflussen die Wahrscheinlichkeit von Produktionsfehlern. Sie beeinflussen auch, wie viel Handarbeit Sie benötigen. Und schließlich bestimmen sie die Endkosten eines jeden Teils.
Sie sollten bereits im Entwurfsprozess an eine einfache Herstellung denken. Sie können zum Beispiel Laschen hinzufügen, die sich von selbst ausrichten. Bei dünnem Metall kann man auch weniger Hitze verwenden. Außerdem müssen Sie Platz lassen, damit die Werkzeuge die Verbindungsstellen erreichen können. Diese frühen Schritte helfen Ihrem Team, reibungslos von der Erprobung zur vollständigen Produktion überzugehen.
Die Ingenieure von Shengen wissen genau, wie die Fabrikhalle funktioniert. Unser Team verfügt über mehr als 10 Jahre Erfahrung in der Herstellung von schnellen Testmodellen und der Fertigung von Blechteilen. Sie können Ihre Designdateien noch heute an unser Team senden. Wir werden sie prüfen, um sicherzustellen, dass sie leicht zu erstellen sind.
FAQs
Was ist die stärkste Blechverbindung für Konstruktionsteile?
Geschweißte Stumpfnähte und gut ausgeführte Überlappungsverbindungen sind in der Regel die stärksten Optionen für Strukturteile. Die Festigkeit hängt nach wie vor von der Belastungsrichtung, der Materialstärke und der Schweißnahtqualität ab. Bei dünnen Blechen werden häufig Punktschweißen und Nieten verwendet, da sie den Verzug verringern und gleichzeitig für die meisten Anwendungen ausreichend stabil sind.
Welche Blechverbindung ist für die Massenproduktion am besten geeignet?
Überlappverbindungen mit Punktschweißung sind die häufigste Wahl in der Massenproduktion. Sie sind leicht auszurichten, schnell zu schweißen und lassen sich gut automatisieren. Diese Kombination ist in der Automobil- und Haushaltsgeräteherstellung weit verbreitet, da sie stabile Qualität und kurze Zykluszeiten bietet.
Wie kann ich den Verzug bei geschweißten Blechverbindungen verringern?
Reduzieren Sie die Wärmezufuhr und kontrollieren Sie die Schweißfolge. Verwenden Sie geeignete Spannvorrichtungen, um die Teile fest zu halten. Punktschweißen oder Laserschweißen kann ebenfalls dazu beitragen, den Verzug zu verringern. Ein gutes Verbindungsdesign ist in der Regel wichtiger als die Beseitigung von Verzug nach dem Schweißen.
Was sind die Ursachen für das Versagen von Blechverbindungen?
Zu den Hauptursachen gehören Risse in der Schweißnaht, Ermüdungsspannungen, schlechte Passung und Korrosion zwischen verschiedenen Metallen. Dünne Bleche sind empfindlicher gegenüber Spannungskonzentrationen, insbesondere in der Nähe von Schweißstellen. Die meisten Ausfälle sind auf eine schlechte Konstruktion oder eine falsche Verfahrenswahl zurückzuführen.
Wann sollte ich mich für eine mechanische Befestigung anstelle des Schweißens entscheiden?
Verwenden Sie die mechanische Befestigung, wenn Hitze vermieden werden muss oder die Teile beschichtet sind. Sie eignen sich auch besser für die Demontage, bei gemischten Materialien oder wenn die Konsistenz wichtiger ist als das Aussehen. Nieten und PEM-Befestigungselemente sind in diesen Fällen häufig die erste Wahl.
Hey, ich bin Kevin Lee

In den letzten 10 Jahren bin ich in verschiedene Formen der Blechbearbeitung eingetaucht und teile hier coole Erkenntnisse aus meinen Erfahrungen in verschiedenen Werkstätten.
Kontakt aufnehmen
Kevin Lee
Ich verfüge über mehr als zehn Jahre Berufserfahrung in der Blechverarbeitung und bin auf Laserschneiden, Biegen, Schweißen und Oberflächenbehandlungstechniken spezialisiert. Als Technischer Direktor bei Shengen bin ich bestrebt, komplexe Fertigungsherausforderungen zu lösen und Innovation und Qualität in jedem Projekt voranzutreiben.
Verwandte Ressource

Laserstrukturierung von Metallen: Vorbereitung, DFM und Kostenkontrolle

Elektrolytisch verzinkter Stahl: Leitfaden zur Verarbeitung und Auswahl

Stanzen vs. Laserschneiden: Kosten, Geschwindigkeit und DFM-Zwischenziele
