Plaatverbindingen zijn gespecialiseerde technieken die worden gebruikt om twee of meer stukken plaatmetaal met elkaar te verbinden tot structurele samenstellingen. Bij de keuze wordt rekening gehouden met materiaaldikte, mechanische belasting en productiekosten. Standaardmethoden variëren van permanent thermisch lassen en mechanische bevestigingen (klinknagels, bouten) tot in elkaar grijpende configuraties zoals naden en vouwen.
Naast sterkte bepalen deze keuzes ook lasvervorming, assemblagesnelheid, complexiteit van de opspanning, nabewerking en de mogelijkheden voor geautomatiseerde productie. Dit artikel beschrijft de geometrie van verbindingen en verbindingsmethoden om engineeringteams te helpen de kosten te beheersen en een consistente kwaliteit te garanderen van prototype tot massaproductie.
De juiste geometrie voor plaatverbindingen kiezen
De fysieke configuratie van een verbinding bepaalt hoe de belasting over de onderdelen wordt verdeeld. Het bepaalt ook de assemblagevolgorde en het type bevestigingen dat nodig is op de werkvloer.
Stootvoegen
Stootvoegen plaatsen twee plaatranden in hetzelfde vlak. Deze configuratie werkt goed voor onderdelen die een vlak, doorlopend oppervlak en vloeistofdichte afdichting vereisen, zoals tanks of panelen.
Stootverbindingen hebben echter maar een beperkt lasoppervlak en zijn erg gevoelig voor passingnauwkeurigheid. Variaties in snijtoleranties kunnen leiden tot spleten die moeilijk op te vullen zijn (spleten moeten meestal onder 10% materiaaldikte worden gehouden). Ze vereisen vaak nauwkeurig lasersnijden vóór de assemblage om een consistente productie te behouden.

Hoekverbindingen
Hoekverbindingen verbinden twee platen onder een hoek - meestal 90 graden - om een L-vorm te vormen. Dit is de standaardmethode voor het construeren van machinebehuizingen, elektriciteitskasten en beschermende frames.
Het ontwerp laat meestal één rand bloot, wat handmatig slijpen vereist als een esthetische afwerking nodig is. Voor buitenpanelen geven productietechnici vaak de voorkeur aan configuraties met gesloten hoeken om de tijd die besteed wordt aan secundaire afwerkingsprocessen te beperken en de EMI-afscherming te verbeteren.

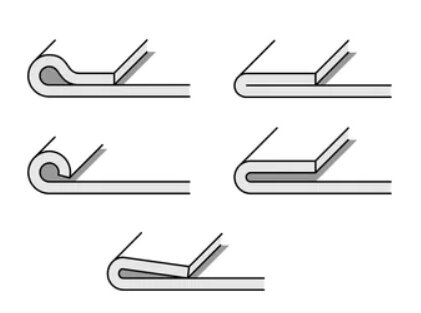
Randverbindingen
Bij randverbindingen worden twee parallelle plaatranden tegen elkaar geplaatst. Deze verbinding wordt meestal gebruikt voor versterking of om een dikker, veiliger deel te maken langs de omtrek van een behandeld onderdeel.
Hoewel het de plaatselijke stijfheid verhoogt, is het minder effectief bij het dragen van zware lasten in vergelijking met andere configuraties. In de productie worden randverbindingen voornamelijk gebruikt voor niet-structurele flenzen, veiligheidsranden of interne freeskanalen.

T-verbindingen
T-verbindingen verbinden de rand van een plaat met het vlakke oppervlak van een andere plaat en vormen zo een T-vorm. Omdat de verbinding langs het snijpunt wordt aangebracht, biedt het een hoge stijfheid en wordt het voornamelijk gebruikt voor interne structurele steunen, ribben en montagebeugels.
Het beheersen van de warmte-inbreng is de grootste uitdaging bij deze geometrie. Het lassen van een dunne plaat (bijv. minder dan 1,5 mm) direct op een vlak oppervlak veroorzaakt vaak thermische vervorming of visuele doorbranding aan de andere cosmetische zijde.

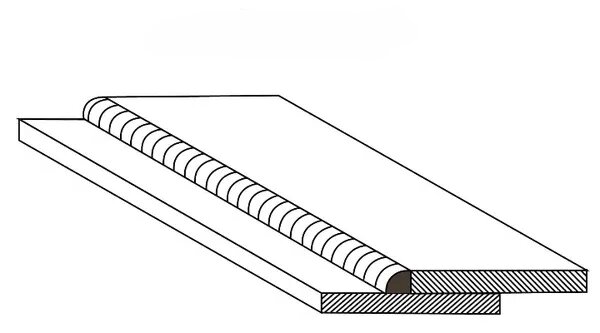
Schootverbindingen
Schootverbindingen overlappen de oppervlakken van twee platen, waardoor een groot contactoppervlak ontstaat. Dit ontwerp maakt de verbinding zeer tolerant voor kleine variaties in de afmetingen van het onderdeel en snijtoleranties.
Schootverbindingen presteren uitzonderlijk goed onder afschuifspanning en zijn de vereiste geometrie voor weerstandspuntlassen en lijmverbindingen. Ontwerpers moeten er rekening mee houden dat de overlap een kleine stap in het oppervlakteprofiel toevoegt en het materiaalgewicht verhoogt, waarmee rekening moet worden gehouden in het eerste CAD-model.
De juiste verbindingsmethode voor plaatwerk kiezen
De methode die wordt gebruikt om de verbindingen te maken, heeft invloed op de structurele opbrengst en de schaalbaarheid van de productie. Het bepaalt ook de mate van nabewerking die nodig is.
TIG- en MIG-lassen
TIG-lassen biedt nauwkeurige controle over de warmte-inbreng, waardoor het geschikt is voor dun roestvast staal en aluminium waar het cosmetische uiterlijk prioriteit heeft. MIG-lassen werkt op hogere snelheden met hogere neersmeltsnelheden, wat kosteneffectiever wordt bij volume voor dikkere materialen zoals constructiestaal.
Beide methoden brengen geconcentreerde hitte in het metaal. Deze thermische spanning veroorzaakt kromtrekken, waardoor speciale opspanmiddelen nodig zijn om de maatnauwkeurigheid te behouden en vaak ook slijpen na het lassen om de verbindingen glad te maken.
Puntlassen
Weerstand puntlassen is een snel, zeer herhaalbaar proces voor het verbinden van overlappende platen. Het is gebaseerd op plaatselijke druk en elektrische stroom, waardoor er aanzienlijk minder warmte in het omringende materiaal terechtkomt dan bij booglassen.
Deze methode werkt goed voor massaproductie en geautomatiseerde assemblagelijnen. Er zijn echter specifieke minimale flensbreedtes nodig voor de lastips. Het is ook over het algemeen beperkt tot relatief dunne materialen (meestal tot 3 mm) en moet worden uitgevoerd op kale, ongelakte oppervlakken.
Klinken en PEM-bevestigingen
Mechanische bevestigingsmethodenzoals blindklinknagels en PEM-beslag (press-in) zorgen voor betrouwbare verbindingen zonder enige thermische vervorming. Omdat dit koudvervormingsprocessen zijn, veranderen ze de structurele eigenschappen van het materiaal niet en beschadigen ze vooraf aangebrachte beschermende coatings zoals verzinken niet.
Hoewel mechanische bevestigers directe BOM-kosten (Bill of Materials) per eenheid toevoegen, verkorten ze vaak de totale assemblagetijd. Ze maken het ook mogelijk om ongelijke metalen (zoals aluminium en staal) betrouwbaar te verbinden zonder onmiddellijke problemen met galvanische corrosie, op voorwaarde dat het juiste bevestigingsmateriaal wordt gespecificeerd.
Lijmverbinding
Industriële structurele lijmen verdelen de spanning gelijkmatig over het hele verbindingsgebied en vermijden de gelokaliseerde spanningsconcentratiepunten die ontstaan door puntlassen of klinknagels. Lijmen zijn zeer effectief voor het verbinden van ongelijke materialen en het dempen van continue trillingen in dynamische omgevingen.
Om effectief te zijn, vereisen lijmen een overlapconfiguratie om het oppervlaktecontact te maximaliseren. Hoewel uithardingstijden en een strikte oppervlaktevoorbereiding in de productiecyclus moeten worden ingecalculeerd, wordt lijmen steeds vaker gebruikt voor lichtgewicht aluminiumconstructies en om een schone afwerking aan de buitenkant te bereiken zonder dat er na het lassen moet worden geslepen.
Storingen in de productie voorkomen
Bij plaatbewerking kan een verbinding die er perfect uitziet in een 3D CAD-omgeving mislukken op de werkvloer. Door deze risico's vroegtijdig te identificeren, kunnen engineeringteams het ontwerp van de verbinding aanpassen voordat ze zich vastleggen op dure tooling of grootschalige productieruns.
Lasvervorming
Hitte-inbreng van TIG- en MIG-lassen veroorzaakt plaatselijk uitzetten en krimpen, waardoor een warmte-beïnvloede zone (HAZ) ontstaat. Bij dun plaatmateriaal (meestal minder dan 3 mm) resulteert deze thermische spanning vaak in kromtrekken, buigen of knikken van het hele paneel.
Om vervorming tegen te gaan, moeten fabrikanten zware opspaninrichtingen en koellichamen gebruiken of lassen overslaan. Deze ingrepen vereisen zeer bekwame arbeid en voegen geen functionele waarde toe aan het onderdeel. Het herontwerpen van de assemblage om mechanische bevestigingen of puntlassen te gebruiken is vaak de meest kosteneffectieve manier om ernstige thermische vervorming te elimineren.
Scheuren door vermoeiing
In omgevingen die onderhevig zijn aan voortdurende trillingen of cyclische belasting, zoals behuizingen voor industriële apparatuur of beugels voor auto's, kunnen stijve verbindingen faalpunten worden. Scherpe binnenhoeken en doorlopende stijve lasrupsen werken vaak als spanningsconcentrators, wat na verloop van tijd tot microscheurtjes leidt.
Om falen door vermoeiing te voorkomen, vermijden ingenieurs gewoonlijk stootvoegen in gebieden met hoge spanning. Door overlapverbindingen te gebruiken in combinatie met structurele lijmen of door grotere buigradii te integreren, kan de fysieke belasting over een groter oppervlak worden verdeeld, waardoor de levensduur van de verbinding aanzienlijk wordt verbeterd zonder dat het materiaal dikker wordt.
Galvanische corrosie
Wanneer ongelijksoortige metalen, zoals aluminium en koolstofstaal, worden samengevoegd in de aanwezigheid van een elektrolyt (zoals vocht of vocht), treedt er een elektrochemische reactie op. Dit zorgt ervoor dat het meer anodische metaal snel corrodeert, waardoor de structurele integriteit van de verbinding afneemt.
Om galvanische corrosie te voorkomen is fysieke isolatie tussen de twee materialen nodig. In de productie wordt dit bereikt door diëlektrische coatings aan te brengen, inerte kunststof sluitringen te gebruiken of speciale overgangsverbindingen te gebruiken. Voor toepassingen buitenshuis of in de scheepvaart is het specificeren van overeenkomende materialen vanaf het BOM-stadium meestal de veiligste keuze.
Nauwkeurigheid van montage
Tolerantiestapeling is een onvermijdelijke realiteit bij het vormen van plaatmetaal. Geringe afwijkingen van lasersnijden (±0,1mm) en afkantpers buigen (±0,2 mm tot ±0,5 mm) betekenen dat de verbindingsranden niet perfect uitgelijnd zijn op de montagebank.
Verbindingsgeometrieën zoals krappe stootvoegen zijn onverzoenlijk en zullen alle maatafwijkingen benadrukken. Ontwerpen met overlapverbindingen of het integreren van montagegaten met sleuven biedt een fysieke foutmarge, zodat operators de componenten nauwkeurig kunnen afstellen en uitlijnen voor de laatste las- of bevestigingsstap.

Plaatverbindingen ontwerpen voor productie
Design for Manufacturability (DFM) gaat over het anticiperen op het assemblageproces. Een goed ontworpen verbinding vermindert de afhankelijkheid van hoogopgeleide arbeidskrachten, minimaliseert de behoefte aan complexe aangepaste opspanningen en standaardiseert de productiecyclus.
Toegang lassen
Ingenieurs ontwerpen soms lasnaden diep in U-profielen, scherpe hoeken of ingesloten doosconstructies. Als een lastoorts of puntlaspistool de lasnaad niet onder de juiste hoek kan bereiken, kan de fabrikant de lasnaad niet goed uitvoeren, wat leidt tot zwakke inbranding of porositeit.
Een standaardregel bij DFM is om een vrije zichtlijn en voldoende ruimte voor het gereedschap (meestal een toortshoek van minimaal 45 graden) rond elke verbinding te houden. Als de toegang beperkt is, moet de verbinding verplaatst worden naar de buitenkant van de assemblage of moet de verbindingsmethode veranderd worden in blindklinknagels die slechts toegang aan één kant vereisen.
Tab en groef positionering
Volledig vertrouwen op externe mallen en klemmen om onderdelen bij elkaar te houden voor het lassen is duur en vertraagt de lijn. Door lipjes op de rand van een plaat en overeenkomstige sleuven op het andere deel te integreren, ontstaat een zelflokaliserende verbinding.
Deze Poka-Yoke (foutbestendige) techniek zorgt ervoor dat onderdelen alleen in één specifieke oriëntatie in elkaar passen. Het kan de insteltijd van de opspaninrichting met wel 50% verkorten, waardoor beginnende operators complexe samenstellingen met hoge precisie kunnen hechten zonder afhankelijk te zijn van handmatige metingen.
Herhaalbaarheid van assemblage
Bij massaproductie leidt het vertrouwen op handmatige metingen om verbindingen te plaatsen tot inconsistente afmetingen van eenheid tot eenheid. Zelfs kleine variaties in de plaatsing van verbindingen kunnen stroomafwaartse problemen veroorzaken, zoals montagegaten die niet uitgelijnd zijn met interne printplaten of passende hardware.
Om herhaalbaarheid te garanderen, ontwerp je mechanische harde stops, uitlijningsinkepingen of in elkaar grijpende flenzen rechtstreeks in het vlakke plaatwerkpatroon. Deze ingebouwde geometrie zorgt ervoor dat of een menselijke arbeider of een geautomatiseerd systeem de onderdelen nu assembleert, de plaatsing telkens identiek is.
Robotvriendelijke indelingen
De overgang van handmatige assemblage naar geautomatiseerd lassen of robot-puntlassen vereist voorspelbare en ongecompliceerde verbindingstrajecten. Robots hebben moeite met complexe 3D-manoeuvres, krappe interne hoeken en inconsistente spleetmaten.
Om een ontwerp robotvriendelijk te maken, standaardiseert u de verbindingstypes over de hele assemblage en houdt u de lasnaden zo recht en uitwendig mogelijk toegankelijk. Het minimaliseren van het aantal keren dat een onderdeel verplaatst of omgedraaid moet worden, verlaagt de programmeertijd en maakt robotintegratie zeer kosteneffectief voor grote series.
Productie- en afwerkingskosten verlagen
Voor inkoop- en projectmanagers is het ontwerp van verbindingen een belangrijke factor in de uiteindelijke prijs van een onderdeel. Het optimaliseren van verbindingen in het CAD-stadium is de meest effectieve manier om verborgen kosten uit het productieproces te halen.
Vermindering van slijpen
Slijpen en polijsten na het lassen zijn zeer handmatige, tijdrovende processen. Als er een cosmetische las wordt gespecificeerd op een blootliggende hoek, moeten operators de lasnaad zorgvuldig afslijpen en de afwerking aanpassen aan het ruwe plaatwerk. Een volledig gemengde en gepolijste cosmetische las kan gemakkelijk 3 tot 5 keer meer arbeid kosten dan een verborgen las.
Om deze kosten te beperken, moeten engineeringteams behuizingen ontwerpen die verbindingen verbergen op interne of naar achteren gerichte oppervlakken. Wanneer cosmetische voegen onvermijdelijk zijn, kan het gebruik van gesloten hoeken of structurele lijmen de noodzaak voor secundair slijpen volledig wegnemen, waardoor de arbeidskosten voorspelbaar blijven.
Inrichtingscomplexiteit
Voor precisielassen zijn aangepaste opspanmallen en opspansystemen nodig om de onderdelen stevig vast te houden en thermische vervorming te voorkomen. Hoe complexer de configuratie van de verbinding, hoe ingewikkelder en duurder het klemsysteem moet zijn. Dit drijft de eenmalige engineeringkosten (NRE) op voordat er ook maar één onderdeel geproduceerd is.
Het ontwerpen van zelfpositionerende verbindingen, zoals tab-and-slot mechanismen, vermindert drastisch de afhankelijkheid van zwaar gereedschap. Door de uitlijning rechtstreeks in het vlakke plaatwerkpatroon in te bouwen, elimineert u dure op maat gemaakte opspanningen en kunt u in de fabriek gebruikmaken van standaard, kant-en-klare opspanopstellingen.
Assemblagetijd
De tijd die nodig is om twee stukken metaal te positioneren, vast te klemmen en samen te voegen bepaalt de doorvoercapaciteit van de hele productielijn. Continu TIG- of MIG-lassen vereist geschoold personeel en veel tijd voor voorbereiding, uitvoering en koeling.
Als de verbinding niet wordt blootgesteld aan zware structurele belastingen, kan de lijn aanzienlijk versneld worden door het continu lassen te vervangen door puntlassen of PEM-hardware. Koude bevestigingsmethoden nemen slechts enkele seconden per verbinding in beslag en vereisen geen koeltijd, waardoor de arbeidskosten per eenheid dalen en het algehele productieschema versneld wordt.
Automatiseringscompatibiliteit
Om een product op te schalen van proefproducties naar massaproductie moet meestal worden overgeschakeld van handmatige assemblage naar geautomatiseerd of gerobotiseerd lassen. Robots hebben echter zeer voorspelbare, rechte paden nodig en kunnen niet gemakkelijk door krappe interne hoeken navigeren of inconsistente spleetmaten compenseren.
Om een ontwerp kosteneffectief te maken bij hoge volumes, standaardiseert u de geometrie van de verbindingen voor het hele product. Door verbindingen van buitenaf toegankelijk te houden en de flensbreedtes van puntlassen te standaardiseren, wordt de programmeertijd van robots geminimaliseerd en wordt automatisering een financieel haalbare optie voor de fabrikant.
Gezamenlijke selectie voor echte toepassingen
Een verbinding kiezen is zelden een universele oplossing vinden. Het vereist het afstemmen van de geometrie en de verbindingsmethode op de specifieke fysieke uitdagingen en materiaalkwaliteiten waarmee het onderdeel te maken krijgt in zijn gebruiksomgeving.
Dunwandige behuizingen
Elektronisch chassis, serverracksen regelkasten worden meestal gevormd uit dun plaatstaal (bijv. 0,8 mm tot 1,5 mm gegalvaniseerd staal of Q235) om gewicht en materiaalkosten te besparen. De grootste uitdaging bij de fabricage is dat dunne materialen doorbranden of kromtrekken bij geconcentreerde hitte.
Voor deze toepassingen moet continu booglassen tot een minimum worden beperkt. Overlapverbindingen in combinatie met weerstandspotlassen of blindklinknagels zijn de standaardoplossingen. Ze bieden voldoende sterkte voor statische behuizingen en houden het metaal koel en structureel gezond.
Assemblages met hoge trillingen
Onderdelen die worden gebruikt in industriële machines, autobeugels of HVAC-bevestigingen worden voortdurend dynamisch belast. In deze omgevingen worden stijve, doorlopende lassen vaak spanningsconcentrators die uiteindelijk leiden tot scheuren door vermoeiing.
Om trillingen op te vangen moet de verbinding de spanning over een groter gebied verdelen. Het gebruik van overlapverbindingen met industriële constructielijmen, vaak gecombineerd met mechanische bevestigingen, zorgt voor een dempend effect. Deze hybride verbindingsmethode absorbeert cyclische spanning veel beter dan een standaard stuiklas.
Cosmetische roestvrije onderdelen
Voedselverwerkende apparatuur, medische apparatuur en hoogwaardige consumentenapparatuur vereisen vaak roestvrij staal (meestal 304 of 316L) met onberispelijke, hygiënische oppervlakken. De uitdaging is het elimineren van spleten, overlappende naden of blootliggende bevestigingskoppen waar vuil of bacteriën zich kunnen ophopen.
In deze strikte toepassingen zijn TIG-gelaste stootverbindingen of volledig gesloten hoekverbindingen vereist. Hoewel dit de productiekosten opdrijft vanwege het noodzakelijke terugspoelen (om oxidatie te voorkomen), slijpen en polijsten, is het de enige manier om een naadloze, sanitaire afwerking te bereiken.
Lichtgewicht aluminium constructies
Onderdelen voor de ruimtevaart en behuizingen voor accu's van elektrische voertuigen (EV's) maken veel gebruik van aluminium (zoals 5052 of 6061 soorten) om gewicht te besparen. Aluminium is echter zeer geleidend, voert warmte snel af en - wat nog erger is - verliest zijn structurele hardheid (sterkte) in de warmte-beïnvloede zone wanneer het gelast wordt.
Om de mechanische eigenschappen van het materiaal te behouden, vermijden fabrikanten vaak thermische verbindingen voor structurele aluminium onderdelen. Mechanische bevestiging met zware klinknagels of zelfponsende klinknagels (SPR), in combinatie met lijmen van luchtvaartkwaliteit, is de voorkeursmethode om de materiaalintegriteit en maatvastheid te behouden.
Conclusie
Het ontwerpen van plaatverbindingen gaat niet alleen over sterkte. Het is een belangrijk onderdeel van hoe je het product maakt. Je keuzes voor verbindingsvormen en verbindingsmethoden zijn van groot belang. Deze keuzes beïnvloeden de kans op productiefouten. Ze veranderen ook hoeveel handwerk je nodig hebt. Tot slot bepalen ze de uiteindelijke kosten van elk onderdeel.
Je moet al vroeg in het ontwerpproces nadenken over eenvoudige productie. Je kunt bijvoorbeeld lipjes toevoegen die vanzelf in een lijn gaan staan. Je kunt ook minder hitte gebruiken op dun metaal. Je moet ook ruimte overlaten voor gereedschap om bij de verbindingen te kunnen. Deze vroege stappen helpen je team om soepel van testen naar volledige productie te gaan.
De ingenieurs van Shengen weten precies hoe de fabrieksvloer werkt. Ons team heeft meer dan 10 jaar ervaring in het maken van snelle testmodellen en het bouwen van plaatwerkonderdelen. Je kunt je ontwerpbestanden vandaag nog naar ons team sturen. We zullen ze controleren om er zeker van te zijn dat ze gemakkelijk te bouwen zijn.
FAQs
Wat is de sterkste plaatverbinding voor structurele onderdelen?
Gelaste stootverbindingen en goed ontworpen overlapverbindingen zijn meestal de sterkste opties voor constructiedelen. De sterkte hangt nog steeds af van de belastingsrichting, materiaaldikte en laskwaliteit. In dun plaatmetaal worden puntlassen en klinknagels vaak gebruikt omdat ze vervorming verminderen en toch sterk genoeg zijn voor de meeste toepassingen.
Welke plaatverbinding is het beste voor massaproductie?
Schootverbindingen met puntlassen zijn de meest voorkomende keuze bij massaproductie. Ze zijn eenvoudig uit te lijnen, snel te lassen en werken goed in combinatie met automatisering. Deze combinatie wordt veel gebruikt bij de productie van auto's en apparaten omdat het een stabiele kwaliteit en korte cyclustijd biedt.
Hoe verminder ik vervorming in gelaste plaatwerkverbindingen?
Verminder de warmte-inbreng en regel de lasvolgorde. Gebruik de juiste bevestigingen om de onderdelen stevig vast te houden. Puntlassen of laserlassen kan ook helpen om vervorming te verminderen. Een goed ontwerp van de lasnaad is meestal belangrijker dan het herstellen van vervorming na het lassen.
Wat veroorzaakt defecten in plaatverbindingen?
De belangrijkste oorzaken zijn scheuren in lasnaden, vermoeidheidsspanning, slechte passing en corrosie tussen verschillende metalen. Dun plaatmetaal is gevoeliger voor spanningsconcentratie, vooral in de buurt van lasnaden. De meeste defecten zijn het gevolg van een slecht ontwerp of een verkeerde proceskeuze.
Wanneer moet ik kiezen voor mechanische bevestiging in plaats van lassen?
Gebruik mechanische bevestiging als warmte moet worden vermeden of als onderdelen coatings hebben. Het is ook beter voor demontage, gemengde materialen of wanneer consistentie belangrijker is dan uiterlijk. Klinknagels en PEM-bevestigingen zijn in deze gevallen veelgebruikte keuzes.
Hey, ik ben Kevin Lee

De afgelopen 10 jaar heb ik me verdiept in verschillende vormen van plaatbewerking en ik deel hier de coole inzichten die ik heb opgedaan in verschillende werkplaatsen.
Neem contact op
Kevin Lee
Ik heb meer dan tien jaar professionele ervaring in plaatbewerking, gespecialiseerd in lasersnijden, buigen, lassen en oppervlaktebehandelingstechnieken. Als technisch directeur bij Shengen zet ik me in om complexe productie-uitdagingen op te lossen en innovatie en kwaliteit in elk project te stimuleren.
Verwante bron

Lasertexturering van metalen: voorbereiding, DFM en kostenbeheersing

Elektrolytisch verzinkt staal: handleiding voor verwerking en selectie

