Las uniones de chapa metálica son técnicas especializadas utilizadas para conectar dos o más piezas de chapa metálica en conjuntos estructurales. La selección prioriza el grosor del material, la carga mecánica y los costes de producción. Los métodos estándar van desde la soldadura térmica permanente y las fijaciones mecánicas (remaches, pernos) hasta configuraciones de enclavamiento como costuras y pliegues.
Además de la resistencia, estas opciones determinan la distorsión de la soldadura, la velocidad de montaje, la complejidad de las fijaciones, el trabajo de acabado y el potencial de la producción automatizada. Este artículo analiza la geometría de las juntas y los métodos de unión para ayudar a los equipos de ingeniería a controlar los costes y garantizar una calidad uniforme desde el prototipo hasta la fabricación en serie.
Elección de la geometría correcta de las juntas de chapa metálica
La configuración física de una unión determina cómo se distribuye la carga entre las piezas. También dicta la secuencia de montaje y el tipo de fijación que se requiere en el taller.
Juntas a tope
Las juntas a tope alinean dos bordes de chapa en el mismo plano. Esta configuración funciona bien para piezas que requieren una superficie plana y continua y un sellado estanco a los fluidos, como depósitos o paneles.
Sin embargo, las juntas a tope ofrecen una superficie limitada para la soldadura y son muy sensibles a la precisión de ajuste. Las variaciones en las tolerancias de corte pueden dar lugar a huecos difíciles de rellenar (normalmente, los huecos deben mantenerse por debajo de 10% de espesor de material). Suelen requerir un corte preciso con láser antes del montaje para mantener la uniformidad de la producción.

Juntas de esquina
Las uniones en esquina conectan dos chapas en ángulo -normalmente 90 grados- para formar una L. Son el método estándar para construir cerramientos de máquinas, cajas eléctricas y marcos de protección. Son el método estándar para construir armarios de máquinas, cajas eléctricas y marcos de protección.
El diseño suele dejar un borde expuesto, lo que requiere un rectificado manual si se necesita un acabado estético. En el caso de los paneles exteriores, los ingenieros de fabricación suelen preferir las configuraciones de esquinas cerradas para reducir el tiempo dedicado a los procesos de acabado secundarios y mejorar el apantallamiento EMI.

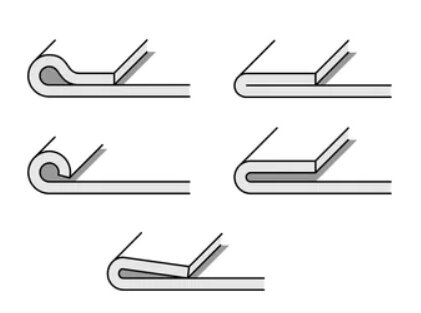
Juntas de borde
Las uniones de bordes consisten en juntar dos bordes de chapa paralelos. Esta unión se utiliza generalmente como refuerzo o para proporcionar una sección más gruesa y segura a lo largo del perímetro de una pieza manipulada.
Aunque aumenta la rigidez local, es menos eficaz para soportar cargas pesadas en comparación con otras configuraciones. En producción, las juntas de borde se utilizan principalmente para bridas no estructurales, bordes de seguridad o canales de enrutamiento interno.

Juntas en T
Las uniones en T conectan el borde de una chapa con la superficie plana de otra, formando una T. Dado que la unión se aplica a lo largo de la intersección, proporciona una gran rigidez y se utiliza principalmente para soportes estructurales internos, nervios y soportes de montaje.
Gestionar el aporte de calor es el principal reto de esta geometría. Soldar una chapa de calibre fino (p. ej., inferior a 1,5 mm) directamente a una superficie plana suele provocar distorsiones térmicas o quemaduras visuales en el lado cosmético opuesto, lo que requiere un control cuidadoso de los parámetros o técnicas de omisión de soldadura.

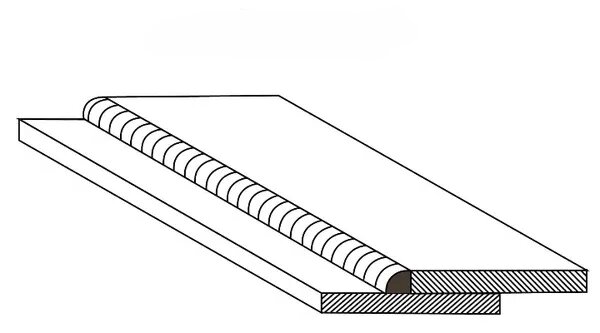
Juntas de solape
Las juntas solapadas solapan las superficies de dos chapas, proporcionando una gran área de contacto. Este diseño hace que la junta sea muy tolerante a pequeñas variaciones en las dimensiones de la pieza y las tolerancias de corte.
Las juntas solapadas funcionan excepcionalmente bien bajo esfuerzos cortantes y son la geometría requerida para la soldadura por puntos de resistencia y la unión adhesiva. Los diseñadores deben tener en cuenta que el solape añade un pequeño escalón en el perfil de la superficie y aumenta el peso del material, lo que debe tenerse en cuenta en el modelo CAD inicial.
Selección del método correcto de unión de chapas metálicas
El método utilizado para conectar las juntas influye en el rendimiento estructural y la escalabilidad de la producción. También determina el grado de acabado posterior necesario.
Soldadura TIG y MIG
La soldadura TIG ofrece un control preciso de la entrada de calor, lo que la hace adecuada para acero inoxidable y aluminio de calibre fino en los que se prioriza el aspecto estético. La soldadura MIG funciona a velocidades más rápidas con mayores tasas de deposición, lo que resulta más rentable en volumen para materiales más gruesos como el acero al carbono estructural.
Ambos métodos introducen calor concentrado en el metal. Este estrés térmico provoca deformaciones, lo que requiere dispositivos de sujeción específicos para mantener la precisión dimensional y, a menudo, el rectificado posterior a la soldadura para alisar las juntas.
Soldadura por puntos
Resistencia soldadura de punto es un proceso rápido y altamente repetible para unir chapas solapadas. Se basa en la presión localizada y la corriente eléctrica, introduciendo mucho menos calor en el material circundante que la soldadura por arco.
Este método funciona bien para la producción en serie y las cadenas de montaje automatizadas. Sin embargo, requiere anchuras de brida mínimas específicas para acomodar las puntas de soldadura. También suele limitarse a materiales relativamente finos (normalmente hasta 3 mm) y debe realizarse en superficies desnudas y sin pintar.
Remachado y fijaciones PEM
Métodos de fijación mecánicaLos remaches en frío, como los remaches ciegos y los herrajes a presión (PEM), proporcionan uniones fiables sin distorsión térmica. Al tratarse de procesos de conformado en frío, no alteran las propiedades estructurales del material ni dañan los revestimientos protectores preaplicados, como el cincado.
Aunque las fijaciones mecánicas añaden costes directos a la lista de materiales por unidad, a menudo reducen el tiempo total de montaje. También permiten unir metales distintos (como el aluminio y el acero) de forma fiable y sin problemas inmediatos de corrosión galvánica, siempre que se especifique el material de fijación correcto.
Adhesión adhesiva
Los adhesivos estructurales industriales distribuyen la tensión uniformemente por toda la zona de unión, evitando los puntos de concentración de tensión localizada que crean las soldaduras por puntos o los remaches. Los adhesivos son muy eficaces para unir materiales distintos y amortiguar las vibraciones continuas en entornos dinámicos.
Para ser eficaces, los adhesivos requieren una configuración de junta solapada para maximizar el contacto con la superficie. Aunque los tiempos de curado y la estricta preparación de la superficie deben tenerse en cuenta en el ciclo de producción, el pegado se utiliza cada vez más para estructuras ligeras de aluminio y para conseguir un acabado exterior limpio sin necesidad de rectificado posterior a la soldadura.
Prevención de fallos en la producción
En la fabricación de chapa metálica, una unión que parece perfecta en un entorno CAD 3D puede fallar en el taller. Identificar estos riesgos en una fase temprana permite a los equipos de ingeniería modificar el diseño de la unión antes de comprometerse con costosas herramientas o series de producción a gran escala.
Distorsión de la soldadura
El aporte de calor de la soldadura TIG y MIG provoca una expansión y contracción localizadas, creando una zona afectada por el calor (HAZ). En el caso de chapas finas (normalmente de menos de 3 mm), esta tensión térmica suele provocar alabeos, curvaturas o pandeos en todo el panel.
Para mitigar la distorsión, los fabricantes deben utilizar dispositivos de sujeción pesados, disipadores térmicos o aplicar secuencias de soldadura de salto. Estas intervenciones requieren mano de obra altamente cualificada y no añaden ningún valor funcional a la pieza. Rediseñar el ensamblaje para utilizar fijaciones mecánicas o soldadura por puntos suele ser la forma más rentable de eliminar la deformación térmica grave.
Agrietamiento por fatiga
En entornos sometidos a vibraciones continuas o cargas cíclicas -como los armarios de equipos industriales o los soportes de automoción-, las juntas rígidas pueden convertirse en puntos de fallo. Las esquinas interiores afiladas y los cordones de soldadura rígidos y continuos actúan a menudo como concentradores de tensiones, provocando microfisuras con el paso del tiempo.
Para evitar el fallo por fatiga, los ingenieros suelen evitar las juntas a tope en las zonas sometidas a grandes esfuerzos. Utilizar juntas solapadas combinadas con adhesivos estructurales, o integrar radios de curvatura mayores, ayuda a distribuir la carga física por una superficie más amplia, mejorando significativamente la vida útil de la junta sin añadir espesor de material.
Corrosión galvánica
Cuando metales distintos, como el aluminio y el acero al carbono, se unen en presencia de un electrolito (como la humedad), se produce una reacción electroquímica. Esto hace que el metal más anódico se corroa rápidamente, degradando la integridad estructural de la unión.
Para evitar la corrosión galvánica es necesario aislar físicamente los dos materiales. En la producción, esto se consigue aplicando revestimientos dieléctricos, utilizando arandelas de plástico inerte o empleando juntas de transición especializadas. Para aplicaciones marinas o al aire libre, la opción más segura suele ser especificar materiales compatibles desde la lista de materiales.
Precisión de ajuste
La acumulación de tolerancias es una realidad inevitable en el conformado de chapa metálica. Ligeras variaciones de corte por láser (±0,1 mm) y plegado con plegadora (±0,2 mm a ±0,5 mm) significa que los bordes de unión pueden no alinearse perfectamente en el banco de montaje.
Las geometrías de las juntas, como las juntas a tope, no perdonan y ponen de manifiesto cualquier discrepancia dimensional. El diseño con juntas solapadas o la integración de orificios de montaje ranurados proporciona un margen físico de error, lo que permite a los operarios ajustar y alinear los componentes con precisión antes del paso final de soldadura o fijación.

Diseño de uniones de chapa metálica para la producción
El diseño para la fabricación (DFM) consiste en anticiparse al proceso de montaje. Una junta bien diseñada reduce la dependencia de mano de obra altamente cualificada, minimiza la necesidad de complejas fijaciones personalizadas y estandariza el ciclo de producción.
Acceso para soldadura
A veces, los ingenieros diseñan cordones de soldadura en el interior de canales en U, ángulos agudos o estructuras de cajas cerradas. Si un soplete o una pistola de soldadura por puntos no pueden alcanzar físicamente la junta en el ángulo correcto, el fabricante no podrá ejecutar la soldadura correctamente, lo que provocará una penetración débil o porosidad.
Una norma estándar en DFM es mantener una línea de visión clara y un espacio libre adecuado para las herramientas (normalmente un ángulo mínimo de 45 grados de la antorcha) alrededor de cada unión. Si el acceso está restringido, la unión debe reubicarse en el exterior del ensamblaje, o el método de unión debe cambiarse a remaches ciegos que sólo requieren acceso por un lado.
Posicionamiento de pestañas y ranuras
Depender por completo de plantillas y abrazaderas externas para sujetar las piezas antes de soldarlas resulta caro y ralentiza la línea. La integración de lengüetas en el borde de una chapa y las ranuras correspondientes en la pieza acoplada crea una unión de autolocalización.
Esta técnica Poka-Yoke (a prueba de errores) garantiza que las piezas sólo puedan encajar en una orientación específica. Puede reducir el tiempo de preparación de la fijación hasta en 50%, lo que permite a los operarios principiantes soldar por puntos ensamblajes complejos con gran precisión sin depender de la medición manual.
Repetibilidad del montaje
En la producción en serie, confiar en la medición manual para colocar las juntas da lugar a dimensiones incoherentes de una unidad a otra. Incluso pequeñas variaciones en la colocación de las juntas pueden causar problemas posteriores, como que los orificios de montaje no se alineen con las placas de circuito impreso internas o el hardware de acoplamiento.
Para garantizar la repetibilidad, diseñe topes duros mecánicos, muescas de alineación o bridas de enclavamiento directamente en el patrón plano de chapa metálica. Esta geometría integrada garantiza que la colocación de las piezas sea idéntica en todo momento, tanto si las ensambla un operario como un sistema automatizado.
Diseños aptos para robots
La transición del ensamblaje manual a la soldadura automatizada o robótica por puntos requiere trayectorias de unión predecibles y sencillas. Los robots se enfrentan a maniobras complejas en 3D, esquinas internas estrechas y tamaños de separación incoherentes.
Para que un diseño sea apto para robots, estandarice los tipos de unión en todo el ensamblaje y mantenga los cordones de soldadura lo más rectos y accesibles externamente posible. Reducir al mínimo el número de veces que hay que reposicionar o voltear una pieza reduce el tiempo de programación y hace que la integración robótica resulte muy rentable para tiradas de gran volumen.
Reducción de los costes de fabricación y acabado
Para los responsables de compras y proyectos, el diseño de las juntas es un factor determinante del precio final de la pieza. Optimizar las juntas en la fase CAD es la forma más eficaz de eliminar los costes ocultos del proceso de fabricación.
Reducción de la molienda
El esmerilado y pulido posteriores a la soldadura son procesos muy manuales que requieren mucho tiempo. Cuando se especifica una soldadura cosmética en una esquina expuesta, los operarios deben esmerilar cuidadosamente el cordón y mezclar el acabado para que coincida con la chapa en bruto. Una soldadura cosmética totalmente homogénea y pulida puede costar fácilmente de 3 a 5 veces más en mano de obra que una junta oculta.
Para reducir este gasto, los equipos de ingeniería deben diseñar cerramientos que oculten las juntas en las superficies internas o posteriores. Cuando las juntas cosméticas son inevitables, el cambio a esquinas cerradas o la utilización de adhesivos estructurales pueden eliminar por completo la necesidad de rectificado secundario, manteniendo los costes de mano de obra predecibles.
Complejidad de la fijación
La soldadura de precisión requiere plantillas y utillajes a medida para sujetar las piezas con seguridad y evitar la distorsión térmica. Cuanto más compleja es la configuración de la unión, más complejo y caro debe ser el sistema de sujeción. Esto incrementa los costes de ingeniería no recurrentes (NRE) incluso antes de que se produzca una sola pieza.
El diseño de juntas de auto-localización, como los mecanismos de lengüeta y ranura, reduce drásticamente la dependencia de utillajes pesados. Al incorporar la alineación directamente en el patrón plano de la chapa metálica, se eliminan las costosas fijaciones personalizadas y se permite a la fábrica utilizar configuraciones de sujeción estándar.
Tiempo de montaje
El tiempo que se tarda en colocar, sujetar y unir dos piezas de metal determina el rendimiento de toda la línea de producción. La soldadura continua TIG o MIG requiere mano de obra cualificada y un tiempo considerable de preparación, ejecución y enfriamiento.
Si la unión no está sometida a grandes cargas estructurales, la sustitución de las soldaduras continuas por soldadura por puntos o herrajes PEM acelera considerablemente la línea. Los métodos de fijación en frío tardan segundos por unión y no requieren tiempo de enfriamiento, lo que reduce el coste de mano de obra por unidad y acelera el programa de producción general.
Compatibilidad de automatización
Para escalar un producto de las series piloto a la producción en serie suele ser necesario pasar del ensamblaje manual a la soldadura automatizada o robotizada. Sin embargo, los robots requieren trayectorias rectas muy predecibles y no pueden sortear fácilmente esquinas internas estrechas ni compensar tamaños de huecos incoherentes.
Para que un diseño sea rentable en grandes volúmenes, estandarice las geometrías de las juntas en todo el producto. Mantener las juntas accesibles desde el exterior y estandarizar las anchuras de las bridas de soldadura por puntos minimiza el tiempo de programación robótica y hace que la automatización sea una opción económicamente viable para el fabricante.
Selección de juntas para aplicaciones reales
Seleccionar una junta rara vez consiste en encontrar una solución universal. Requiere adaptar la geometría y el método de unión a los retos físicos específicos y a los grados de material a los que se enfrentará la pieza en su entorno operativo.
Cajas de calibre fino
Chasis electrónico, bastidores de servidoresy las cajas de control suelen ser de chapa fina (por ejemplo, de 0,8 mm a 1,5 mm de acero galvanizado o Q235) para ahorrar peso y coste de material. El principal problema de fabricación es que los materiales finos se queman o se deforman violentamente bajo el calor concentrado.
Para estas aplicaciones, la soldadura por arco continuo debe reducirse al mínimo. Las juntas solapadas combinadas con soldadura por puntos de resistencia o remaches ciegos son las soluciones estándar. Proporcionan la resistencia adecuada para los cerramientos estáticos a la vez que mantienen el metal frío y estructuralmente sólido.
Conjuntos de alta vibración
Los componentes utilizados en maquinaria industrial, soportes de automoción o montajes HVAC están sometidos a cargas dinámicas continuas. En estos entornos, las soldaduras rígidas y continuas suelen convertirse en concentradores de tensiones que acaban provocando grietas por fatiga.
Para soportar las vibraciones, la junta debe distribuir la tensión sobre un área mayor. La utilización de juntas solapadas con adhesivos estructurales industriales, a menudo combinados con fijaciones mecánicas, proporciona un efecto amortiguador. Este método híbrido de unión absorbe la tensión cíclica mucho mejor que una soldadura a tope estándar.
Piezas inoxidables cosméticas
Los equipos de procesamiento de alimentos, los dispositivos médicos y los electrodomésticos de consumo de gama alta suelen requerir acero inoxidable (normalmente 304 o 316L) con superficies impecables e higiénicas. El reto consiste en eliminar cualquier hendidura, costura superpuesta o cabeza de cierre expuesta donde puedan acumularse suciedad o bacterias.
En estas aplicaciones tan estrictas, se requieren juntas a tope soldadas con TIG o juntas de esquina totalmente cerradas. Aunque esto eleva los costes de fabricación debido a la purga posterior necesaria (para evitar la oxidación), el esmerilado y el pulido, es la única forma de conseguir un acabado sin juntas y sanitario.
Estructuras ligeras de aluminio
Los componentes aeroespaciales y las carcasas de las baterías de los vehículos eléctricos dependen en gran medida del aluminio (como los grados 5052 o 6061) para reducir el peso. Sin embargo, el aluminio es altamente conductor, disipa el calor rápidamente y, lo que es más grave, pierde su temple estructural (resistencia) en la zona afectada por el calor cuando se suelda.
Para preservar las propiedades mecánicas del material, los fabricantes suelen evitar por completo la unión térmica de las piezas estructurales de aluminio. La fijación mecánica mediante remaches de alta resistencia o remaches autoperforantes (SPR), combinada con adhesivos de calidad aeroespacial, es el método preferido para mantener la integridad del material y la estabilidad dimensional.
Conclusión
Diseñar uniones de chapa no es sólo cuestión de resistencia. Es una parte fundamental de la fabricación del producto. Las formas de las uniones y los métodos de unión son muy importantes. Estas decisiones afectan a las posibilidades de que se produzcan errores de producción. También influyen en la cantidad de trabajo manual necesario. Por último, determinan el coste final de cada pieza.
Debe pensar en la facilidad de fabricación al principio del proceso de diseño. Por ejemplo, puede añadir pestañas que se alineen solas. También puede utilizar menos calor en metal fino. También debe dejar espacio para que las herramientas lleguen a las juntas. Estos primeros pasos ayudan a su equipo a pasar sin problemas de las pruebas a la producción total.
Los ingenieros de Shengen saben perfectamente cómo funciona una fábrica. Nuestro equipo cuenta con más de 10 años de experiencia en la fabricación rápida de modelos de prueba y en la construcción de piezas de chapa. Puede enviar sus archivos de diseño a nuestro equipo hoy mismo. Los comprobaremos para asegurarnos de que son fáciles de construir.
Preguntas frecuentes
¿Cuál es la unión de chapa más resistente para piezas estructurales?
Las uniones soldadas a tope y las solapadas bien diseñadas suelen ser las opciones más resistentes para las piezas estructurales. La resistencia sigue dependiendo de la dirección de la carga, el grosor del material y la calidad de la soldadura. En chapas finas, se suele recurrir a la soldadura por puntos y los remaches, ya que reducen la distorsión al tiempo que mantienen la resistencia suficiente para la mayoría de las aplicaciones.
¿Qué unión de chapas es mejor para la producción en serie?
Las uniones solapadas con soldadura por puntos son la opción más común en la producción en serie. Son fáciles de alinear, rápidas de soldar y funcionan bien con la automatización. Esta combinación se utiliza mucho en la fabricación de automóviles y electrodomésticos porque ofrece una calidad estable y un tiempo de ciclo corto.
¿Cómo puedo reducir la distorsión en las uniones de chapa soldada?
Reducir el aporte de calor y controlar la secuencia de soldadura. Utilice dispositivos adecuados para sujetar las piezas con firmeza. La soldadura por puntos o por láser también puede ayudar a reducir la distorsión. Un buen diseño de la unión suele ser más importante que corregir la distorsión tras la soldadura.
¿Cuáles son las causas de los fallos en las uniones de chapa?
Las principales causas son la fisuración de las soldaduras, los esfuerzos de fatiga, un mal ajuste y la corrosión entre metales diferentes. Las chapas finas son más sensibles a la concentración de tensiones, especialmente cerca de las zonas de soldadura. La mayoría de los fallos se deben a un mal diseño o a una mala selección del proceso.
¿Cuándo elegir la fijación mecánica en lugar de la soldadura?
Utilice la fijación mecánica cuando deba evitarse el calor o las piezas tengan revestimientos. También es mejor para el desmontaje, materiales mixtos o cuando la consistencia es más importante que la apariencia. Los remaches y las fijaciones PEM son opciones habituales en estos casos.
Hola, soy Kevin Lee

Durante los últimos 10 años, he estado inmerso en diversas formas de fabricación de chapa metálica, compartiendo aquí ideas interesantes de mis experiencias en diversos talleres.
Póngase en contacto
Kevin Lee
Tengo más de diez años de experiencia profesional en la fabricación de chapas metálicas, especializada en corte por láser, plegado, soldadura y técnicas de tratamiento de superficies. Como Director Técnico de Shengen, me comprometo a resolver complejos retos de fabricación y a impulsar la innovación y la calidad en cada proyecto.
Recursos relacionados

Acero electrogalvanizado: guía de fabricación y selección


Mecanizado de filetes: Qué determina el coste y la calidad de las piezas
