Many shops struggle to make clean cuts on thick or reflective materials. Traditional tools can cause burrs, warping, or require frequent blade changes. CO2 laser cutting solves these problems with high-speed, precise cutting. If you need tight tolerances and clean edges, this method could help streamline your process.
CO2 laser cutting works fast and creates clean cuts. Let’s break down how it works and when to use it.

What is CO2 Laser Cutting?
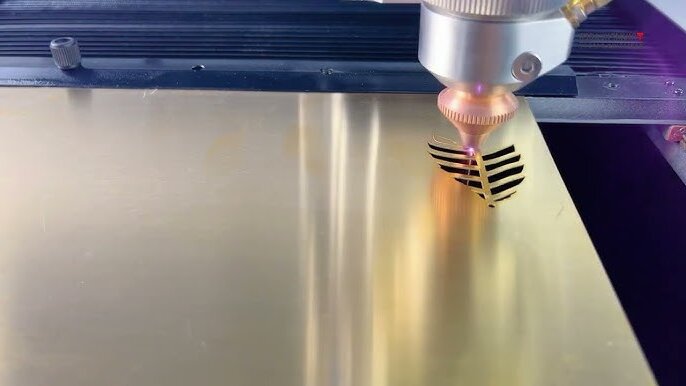
CO2 laser cutting uses a carbon dioxide gas laser to cut through materials. The laser beam is focused through a lens, creating intense heat at the focal point. That heat melts or vaporizes the material in a narrow path. A stream of gas blows away the molten or burnt material.
This process creates accurate cuts without physical contact. It’s widely used in manufacturing for cutting sheet metal, acrylics, and plastics.
The process starts inside the laser tube. When electricity passes through the gas mixture, it excites the gas molecules. These molecules release energy in the form of light. That light bounces back and forth between mirrors until it becomes strong enough to exit as a focused beam. This beam is what does the cutting.
Key Components of a CO2 Laser System
Each part of the system has a job. Together, they control the beam from generation to cutting.
Laser Tube
The laser tube is the heart of the system. It’s filled with the gas mixture. When high voltage is applied, it creates the laser beam. Glass or metal tubes are standard, depending on the power and use case.
Mirrors
Mirrors guide the laser beam from the tube to the cutting head. They must be aligned very carefully. If the mirrors are slightly off, the beam will lose power or miss the target.
Lens
The lens focuses the beam into a small spot. This is where the cutting happens. The smaller the place, the finer and more precise the cut. Lenses need regular cleaning to maintain performance.
Controller
The controller is the brain of the machine. It takes the digital cutting file and tells the system where and how to move. It manages beam intensity, speed, and cutting path.
How CO2 Laser Cutting Works?
CO2 laser cutting uses heat to separate materials along a controlled path. It combines focused light and motion systems and assists gases in creating clean and accurate cuts.
Laser-Material Interaction Explained
The laser beam carries intense energy in a narrow spot. When it hits the material, the energy turns into heat. That heat raises the temperature quickly, causing the surface to melt, burn, or vaporize. The beam follows a preset path to cut through the material.
Thermal Cutting Process: Melting, Burning, and Vaporization
The cutting method depends on the type of material. For metals, the laser melts the surface. For some plastics or wood, the material may burn or vaporize. A stream of gas pushes melted or burnt particles away. This keeps the cut clean and smooth.
Motion Control: CNC and Beam Delivery Systems
The laser head moves based on CNC commands. The system reads the cutting file and guides the laser along the path. Motors control the speed and direction. Some systems move the material bed instead of the laser. Others do both. Precision motion ensures accurate cuts every time.
Role of Assist Gases in Cutting
Assist gases help remove molten material from the cut zone. They also affect the quality and speed of the cut. Different gases work better for other materials.
Oxygen
Oxygen reacts with the hot metal and helps it burn. This makes cutting faster. It’s often used for cutting carbon steel. But it can cause more oxidation on the cut edge.
Nitrogen
Nitrogen does not react with the metal. It simply blows away the melted material. This gives cleaner, shinier edges. It’s suitable for stainless steel and aluminum.
Air
Compressed air is a low-cost option. It’s a mix of gases and works well for general cutting. It’s not as clean as nitrogen but suitable for budget-friendly jobs.
What Materials Can a CO2 Laser Cut?
CO2 lasers work on many materials, but some cut better than others. Let’s look at what you can cut and what thicknesses work best.
Metals
CO2 lasers can cut thin metals, but are not the best choice for thick sheets. Here’s how they perform:
- Stainless Steel: Works for thin sheets (up to 1/8″). Requires high power and assist gas (usually oxygen).
- Mild Steel: Cuts cleaner than stainless but limited to thinner gauges (under 1/4″).
- Aluminum: Harder to cut due to reflectivity. Best for fragile sheets (under 1/8″).
Fiber lasers are more efficient for thicker metals.
Non-Metals
CO2 lasers excel with non-metallic materials. They provide clean, precise cuts without mechanical stress.
- Plastics: Cuts smoothly, but avoid PVC (releases toxic fumes).
- Acrylic: One of the best materials for CO2 lasers. Leaves a polished edge.
- Wood: Works on plywood, MDF, and solid wood. Thickness depends on laser power.
- Fabrics: Ideal for intricate patterns in cotton, polyester, and leather.
Material Thickness Range
The maximum thickness depends on laser power:
- Low power (30- 60W): Best for thin materials (1/8″ acrylic, 1/4″ wood).
- Medium power (80- 150W): Handles thicker cuts (1/4″ acrylic, 1/2″ wood).
- High power (200W+): Can cut thin metals and thicker non-metals.
Advantages of CO2 Laser Cutting
CO2 laser cutting offers several clear benefits, making it a strong choice for prototyping and full-scale production. These advantages help improve product quality and reduce overall production time.
High Precision and Repeatability
CO2 lasers can produce excellent, detailed cuts. The focused beam allows for tight tolerances and accurate shapes. Once a setting is dialed in, the system can repeat the same cut repeatedly with minimal variation.
Clean and Narrow Kerf Width
The kerf is the width of the cut. With CO2 lasers, this width is very narrow. That means less material waste and tighter part layouts. The clean edges reduce the need for post-processing like sanding or grinding.
Minimal Heat-Affected Zone
Since the laser heats only a small area, the surrounding material stays cool. This helps prevent warping, discoloration, or other thermal damage. The part keeps its shape and finish, even on thin or heat-sensitive materials.
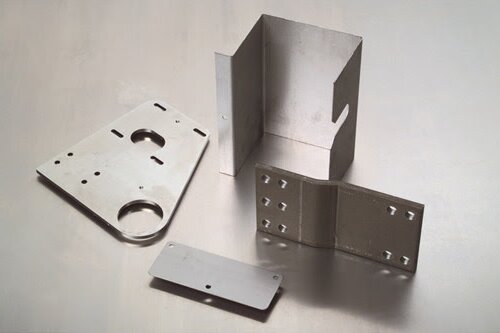
Versatility Across Industries
CO2 laser cutting is used in many industries. It works well for signs, electronics, auto parts, and medical tools. The laser can handle different jobs with one machine, whether metal, plastic, or wood.
Limitations and Challenges
While CO2 laser cutting has many benefits, it also has some drawbacks. Knowing these can help you plan better and avoid problems during production.
Material Limitations
CO2 lasers struggle with some materials. Highly reflective metals like copper and brass are harder to cut. These materials can reflect the laser beam into the machine and damage it.
Maintenance Requirements
CO2 laser machines have moving parts and optical components that need regular care. Mirrors and lenses can get dirty or misaligned. The laser tube also wears out over time and must be replaced.
Operating Costs and Energy Usage
CO2 lasers use more electricity compared to fiber lasers. They also need gas, cooling systems, and spare parts. All of this adds to running costs.
Fume and Byproduct Management
Cutting creates smoke, fumes, and fine dust. Materials like plastic or MDF can release harmful gases. A good exhaust or filtration system is needed to keep the workspace safe.
CO2 vs. Fiber vs. Nd: YAG Lasers
Different types of lasers serve different needs. CO2, fiber, and Nd: YAG lasers each have unique strengths. Knowing how they compare helps in choosing the right tool for the job.
Beam Quality Comparison
CO2 lasers have a longer wavelength, around 10.6 micrometers. This makes them great for non-metals but less ideal for cutting reflective metals. Fiber lasers have a shorter wavelength, around 1 micrometer. They cut metal faster and with less energy. Nd: YAG lasers offer high peak power and can work on metals and plastics, but their beam quality is not as consistent as fiber lasers.
Cost and Efficiency Differences
CO2 lasers cost less upfront but use more power. They also need gas and cooling, which adds to running costs. Fiber lasers are more efficient and use less energy. They require less maintenance but cost more at the start. Nd: YAG lasers fall somewhere in between, with moderate cost and efficiency.
Suitable Applications for Each
CO2 lasers are great for cutting wood, plastics, and acrylic. They also work well on thin metals. Fiber lasers are better for thick or reflective metals like stainless steel, brass, and aluminum. Nd: YAG lasers are often used in medical tools, engraving, and applications needing very short pulses.
| Laser Type | CO2 | Fiber | Nd:YAG Lasers |
|---|---|---|---|
| Beam Wavelength | 10.6 μm | 1 μm | 1.06 μm |
| Cuts Metals | Yes (thin metals) | Yes (all metals) | Yes |
| Cuts Non-Metals | Yes | Limited | Yes (limited) |
| Initial Cost | Medium | High | Medium |
| Operating Cost | High | Low | Medium |
| Maintenance Level | High | Low | Medium |
| Best For | Wood, Acrylic, Plastics | Steel, Aluminum, Brass | Engraving, Medical Tools |
Tips for Optimizing CO2 Laser Cutting Performance
The setup must be correct to get clean, accurate cuts and avoid costly rework. These tips can help improve cut quality and extend machine life.
Material Preparation
Make sure the surface is clean. Dirt, oil, or coatings can interfere with the beam. For metals, remove protective films before cutting. Flat, stable material reduces the risk of uneven cuts or focus issues. Warped or bent sheets can throw off alignment.
Proper Focus Settings
Set the focus to the correct height before cutting. A focused beam gives a narrow kerf and clean edge. Too high or too low will cause burn marks or incomplete cuts. Many systems have auto-focus, but manual checks are helpful, especially for thicker parts.
Speed and Power Adjustments
Use the right balance of speed and power. Too slow, and the edges may burn or melt too much. Too fast, and the beam won’t cut through. Adjust settings based on material type and thickness. Run a few test cuts to fine-tune the result.
Conclusion
CO2 laser cutting is a fast, accurate, and reliable method for cutting metals and non-metals. A high-energy laser beam is used to melt or vaporize material along a controlled path. With the help of assist gases and CNC systems, it delivers clean cuts with minimal waste.
Looking for precision laser cutting services? Contact us now to discuss your project needs and get a fast quote from our engineering team.
FAQs
What is the maximum thickness that CO2 lasers can cut?
Most standard CO2 laser machines can cut metal to around 1/4 inch (6 mm) thick. Non-metals like acrylic or wood can be cut up to 1 inch (25 mm), depending on the power level and machine settings.
Can CO2 lasers cut through metal?
CO2 lasers can cut thin metals such as stainless steel, mild steel, and aluminum. However, cutting thicker or highly reflective metals requires higher power, proper gas selection, and sometimes special coatings or setups to avoid beam reflection.
How long does a CO2 laser tube last?
A typical CO2 glass laser tube lasts between 1,000 and 3,000 working hours. Metal tubes can last longer, often up to 10,000 hours. Actual lifespan depends on usage, cooling, and maintenance.
What is the cost of CO2 laser cutting?
The cost depends on the material type, thickness, design complexity, and quantity. CO2 laser cutting is generally more affordable for non-metals. For metals, cost may rise due to slower cutting speeds and gas consumption.
Hey, I'm Kevin Lee

For the past 10 years, I’ve been immersed in various forms of sheet metal fabrication, sharing cool insights here from my experiences across diverse workshops.
Get in touch
Kevin Lee
I have over ten years of professional experience in sheet metal fabrication, specializing in laser cutting, bending, welding, and surface treatment techniques. As the Technical Director at Shengen, I am committed to solving complex manufacturing challenges and driving innovation and quality in each project.
Related Resource


Fingerprint Resistant Stainless Steel: How It Works,and How to Choose

