A welded part is never “finished” the moment the arc stops. Welded components can look completely different depending on how their surface is treated after joining. Some parts exhibit visible weld beads and ripples, while others appear as a smooth, continuous piece of metal with no trace of the seam.
Finishing is not only visual work. A surface that retains pits, crevices, or high-roughness weld beads can trap moisture, discolor during coating, and become the starting point of corrosion. For products used in medical, food-grade, or outdoor environments, the surface condition impacts hygiene, lifetime cost, and even regulatory compliance.

In many industries, the weld finish directly affects:
| Performance Factor | Influence of Weld Finish |
|---|---|
| Corrosion resistance | Rough surfaces trap contaminants → rust initiates faster |
| Coating adhesion | Peaks/valleys create inconsistent thickness and peeling risk |
| Aesthetics | Visible beads reduce perceived value of final product |
| Sanitation | Pores and ripples hold bacteria, difficult to sterilize |
| Lifecycle cost | Poor finish = repainting, polishing, or replacement sooner |
What Exactly Is a Welding Finish?
A weld finish refers to the post-processing state of a welded joint — whether it remains untouched, is lightly blended, or is polished to create a smooth, uninterrupted surface. The base weld may be performed using TIG, MIG, laser, or pulse-arc welding, but finishing begins after the joint is structurally complete.
Different welding methods create different starting textures:
| Welding Method | Typical Weld Profile | Post-Finish Difficulty | Notes |
|---|---|---|---|
| TIG | Smooth, narrow bead | Low | Ideal for cosmetic or sanitary finishing |
| MIG | Taller bead, some spatter | Medium | Needs blending before coating |
| Laser | Very fine, low distortion | Very Low | Best option when low-visibility required |
| Stick/Arc | Heavy slag, rough bead | High | Rarely used where visual quality matters |
In stainless steel cosmetic fabrication, the final surface roughness often targets Ra ≤ 0.8–1.2 µm. In structural steel frames where the finish is not visible, or not coated, Ra 3.0–6.0 µm is acceptable. That difference translates directly into labor, cost, time, and polishing difficulty.
How to Choose a Finish Level the Right Way?
A finish should never be chosen solely by habit or price. The correct decision comes from three fundamental questions:
1. Where will the weld exist — hidden or seen?
If no one will view the weld and the part is located inside a cabinet, machine frame, or under a cover, a structural finish is sufficient. Removing or polishing weld beads here wastes cost without improving performance. In high-volume fabrication, selecting a basic finish instead of a cosmetic one can reduce post-processing time by 40–70%.
If the weld is visible, the standard rises. For external housings, stainless façades, architectural metalwork, or consumer-facing products, the finish quality becomes an integral part of the overall product experience. Smoothness, uniform grain, and seamless transitions shape perceived value far more than buyers realize.
| Location | Finish Priority |
|---|---|
| Internal/hidden | Strength > appearance |
| Visible but coated | Smooth enough for uniform film |
| Visible, uncoated | Seamless / low-roughness preferred |
2. What material and thickness are you working with?
Material dictates how far you can finish without risking distortion.
- Aluminum conducts heat quickly → overheats easily during grinding
- Stainless steel shows discoloration → requires controlled polishing
- Carbon steel accepts grinding but may need surface treatment to prevent rust
Thin sheet metal (<2.0mm) cannot tolerate heavy grinding without warping.
Thick structural steel (greater than 4.0mm) can be smoothed aggressively with minimal risk.
A good rule of decision-making:
| Material | Recommended Finish Strategy |
|---|---|
| Aluminum | Low-heat weld + controlled blending (visible parts) |
| Stainless Steel | Finish based on RA requirement & hygiene needs |
| Carbon Steel | Finish depends on coating plan rather than visibility alone |
Will the part be coated, anodized, or left exposed?
A rough weld might be acceptable raw, but disastrous once coated. Anodizing especially amplifies defects, turning a small ripple into a visible halo. The finish you choose now determines whether the surface coating succeeds later.
Weld Finish Levels Explained
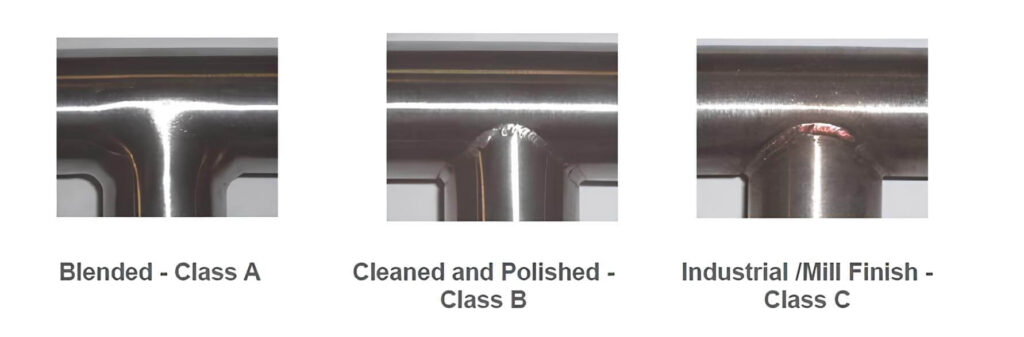
Once the part’s purpose and material are defined, the next step is choosing the correct weld finish level. Most metal fabrication projects fall into one of three main categories — Class A, Class B, and Class C — each offering a different balance between cost, appearance, and performance.
Class C — Structural Finish (No Cosmetic Work)
Class C welds are left in their natural state. The bead remains visible, with minor spatter and heat tint acceptable as long as structural strength is maintained. No grinding or polishing is performed unless safety edges require slight cleaning.
This finish is ideal for interior machine frames, reinforcement brackets, load-bearing joints, and components that will not be visible to the end user. Removing or polishing the weld provides no performance benefits and only increases labor costs.
Typical Characteristics
- Weld bead fully exposed
- Surface roughness approx. Ra 3.0–6.0 μm
- No blending or smoothing
Cost Level
- Baseline = 1.0× (lowest cost, fastest turnaround)
Best For
- Hidden welds inside assemblies
- Strength-critical parts where appearance does not matter
- Components that will be powder-coated and visually concealed
If chosen incorrectly
- Texture may telegraph through the coating
- Appearance can look unfinished on external surfaces
Use Class C when performance is the goal and polishing delivers no measurable return.
Class B — Semi-Cosmetic Finish (Balanced Cost + Visual Quality)
Class B is a blended weld finish that softens ridges and smooths visible bead height without entirely removing joint trace. The surface remains slightly textured, but smooth enough to coat uniformly. This is the most common finish for visible industrial parts where a clean presentation is essential, but complete mirror polishing is not necessary.
Typical Characteristics
- Weld bead lightly blended and softened
- Surface roughness approx. Ra 1.6–2.4 μm
- Weld is still visible on close inspection
Cost Level
- ~1.2×–1.5× the cost of Class C
Best For
- Powder-coated or painted enclosures
- Visible machine or cabinet faces
- Projects needing a professional but not luxury finish
Advantages
- Improves coating adhesion and film uniformity
- Reduces the risk of halo lines and orange peel after curing
If a part is visible and will be coated, Class B is often the most cost-efficient choice.
Class A — Full Cosmetic Finish (Premium Seamless Surface)
Class A weld finishing removes the bead profile entirely and blends the seam flush with the surrounding material. The result is a smooth, continuous surface with minimal visual transition. Stainless steel and aluminum displays frequently use this finish when appearance is a product-defining feature.
Multiple abrasive steps are required — coarse removal, blending, fine finishing, and sometimes mirror polishing. Heat must be carefully controlled, especially on thin sheet metal, to prevent distortion.
Typical Characteristics
- No visible bead shape or transition line
- Weld blends into the surface at a standard viewing distance
- Roughness typically ≤ Ra 0.8–1.2 μm
Cost Level
- ~2×–4× the cost of Class C, depending on seam length + material hardness
Best For
- Customer-visible stainless steel products
- Display structures, retail metals, architectural panels
- Parts that are touched, judged, sold, and evaluated up close
If under-finished
- Weld shadow lowers perceived quality
- Risk of discoloration if not repassivated
- Rework cost increases significantly after coating
How Weld Finish Affects Each Surface Treatment?
A weld finish determines whether coatings bond cleanly or reveal imperfections beneath the surface. The right finish prevents failure while the wrong one magnifies every flaw that follows.
Powder Coating
Powder coat thickness averages 60–120 μm.
If the weld is uneven, powder builds thicker over peaks and thinner in valleys, resulting in variations in texture and gloss. Class B is the most reliable baseline — smooth enough for even making, but not over-processed.
- Works best with Class B
- Avoid raw Class C if the bead must disappear
- Class A is only required for premium, ultra-smooth powder finishes
Wet Paint / Liquid Coating
Paint is thinner than powder (25–60 μm), so the surface profile is more visible. A lightly blended weld is usually enough unless the part is decorative.
- Suitable for Class C or B, depending on visibility
- Not recommended for aesthetic front panels unless smoothed
Anodizing (Aluminum)
Anodizing amplifies imperfections — scratches, ripples, stress marks, and TIG/MIG transition lines. Anodized surfaces often require Class A, especially for a clear or natural finish.
- Best with Class A
- Class B may work for dyed colors where contrast is lower
- Class C should be avoided — weld halo becomes obvious
Plating (Nickel/Chrome/Zinc)
Plating follows micro-topography closely. Any weld ripple will still be visible beneath the metallic layer. A blended weld is required for consistency in reflectivity.
- Best with Class B → A depending on reflectivity goal
- Avoid Class C for decorative or reflective metals
Stainless Steel Passivation
Passivation improves corrosion resistance by removing free iron from the surface, but it cannot hide texture. A refined weld finish exposes less porosity and improves chemical coverage.
- Best compatibility with Class B–A
- Sanitary applications require flush finishing + RA control
Cost vs Appearance: Avoiding the Two Most Common Mistakes
There are only two ways weld finishing goes wrong:
Mistake 1 — Over-Finishing Hidden Components
Grinding welds on internal frames adds no value. It raises cost, increases lead time, and may weaken the joint unnecessarily.
Mistake 2 — Under-Finishing Visible or Coated Parts
A visible Class C weld becomes more visible once painted or anodized — especially with aluminum — leading to:
- Customer rejection
- Rework grinding + recoating
- Warranty or quality perception damage
A $20 weld today can become a $200 problem after rework, coating, and labor loss.
Long-Term Performance Considerations
Finishing quality influences durability, not just appearance.
| Factor | Without Proper Finish (Class C applied incorrectly) | With Correct Finish (Class B/A) |
|---|---|---|
| Corrosion Resistance | Contaminants sit in pores → rust initiates faster | Fewer trap sites = better longevity |
| Cleanability | Rough seams trap residue | Smooth welds wipe clean easily |
| Vibration Resistance | Stress concentrates at bead peaks | Polished transitions reduce cracking risk |
| Hygiene | Bacteria anchors in crevices | Sanitary finishing prevents harboring |
In food, pharmaceutical, medical, and laboratory manufacturing environments, weld finish is a functional requirement, not just aesthetic preference.
Conclusion
Choosing the right welding finish is not about perfection — it is about purpose. The correct finish is the one aligned with visibility, coating method, environment, and lifetime performance. When these elements are matched early in the project, the result is stronger, cleaner, more reliable parts — delivered without unnecessary cost.
Ready to select the perfect finish for your next project? We help engineers and manufacturers choose the finish that best suits their needs, considering function, cost, and coating performance — from Class C structural welds to Class A seamless stainless surfaces. Upload files or contact our engineering team to receive a fast and accurate quote.
Hey, I'm Kevin Lee

For the past 10 years, I’ve been immersed in various forms of sheet metal fabrication, sharing cool insights here from my experiences across diverse workshops.
Get in touch
Kevin Lee
I have over ten years of professional experience in sheet metal fabrication, specializing in laser cutting, bending, welding, and surface treatment techniques. As the Technical Director at Shengen, I am committed to solving complex manufacturing challenges and driving innovation and quality in each project.
Related Resource



