Are you picking a milling process for your project? Milling can feel complicated because there are many types to choose from. Choosing the right operation helps you get accurate results, a good surface finish, and efficient production. Knowing the main types of milling operations can help you avoid mistakes and plan your work better.
Milling operations describe how a machine cuts, shapes, and finishes materials. Each type has its own use and benefits. Common operations include face milling, peripheral milling, slotting, and using a mill for drilling. Some operations focus on surface finishing, while others remove material quickly or shape parts.
Milling offers many options, each serving a specific purpose. Understanding these types makes it easier to pick the right method for your project.

What is Milling?
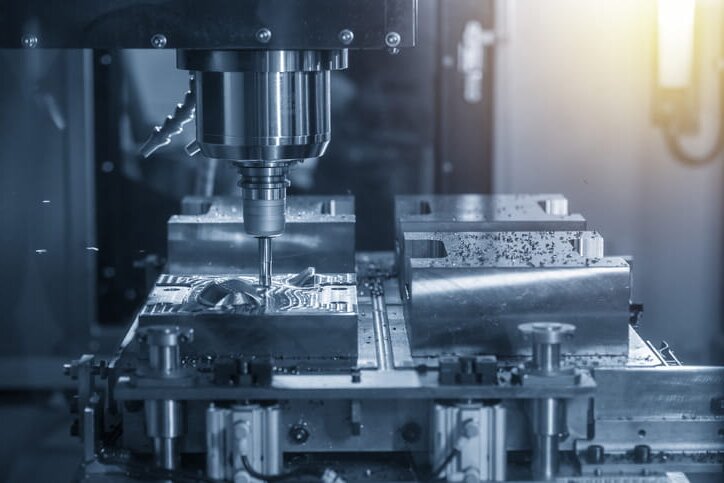
Milling is a subtractive manufacturing process in which a rotating cutting tool removes material from a stationary workpiece. This process shapes parts and creates specific features. The tool’s rotation and the workpiece’s linear movement work together to make the desired cut.
The main idea is simple: remove material mechanically. The sharp edges of the cutting tool shave off small chips. We manage the process by controlling speed, feed rate, and cut depth. These settings affect the part’s quality, accuracy, and surface finish.
Workpiece and Tool Relationship
The workpiece is the raw material being machined. It is firmly clamped to the machine table. The cutting tool, called a mill, spins in a high-speed spindle.
Their interaction is defined by motion. The tool rotates quickly while the workpiece moves slowly in a straight line. This movement can be along the X, Y, or Z axis. The shape of the tool and its path directly form the final part.
Types of Milling Operations
Milling operations come in many forms. Each type serves a specific purpose. Below are the main operations used in modern machining.
Face Milling
Face milling flattens the top surface of a workpiece. In vertical milling, the cutter’s axis is perpendicular to the surface. The outer edges remove most of the material, while the end face gives a smooth finish. Face milling is ideal for large, flat areas. It is often used on automotive cylinder heads, heat sinks, and large metal plates.
The key advantage is its high material removal rate. Machinists usually perform a roughing pass first, followed by a finishing pass for smoothness. Cutter choice, spindle speed, feed rate, and depth of cut all affect surface quality and tool life.
Plain Milling
Plain milling, called slab milling, removes material along a flat surface. The cutter’s axis runs parallel to the workpiece, and the cutter teeth cut continuously as the material moves past. Plain milling is efficient for long, wide surfaces and removes stock before precise operations.
Operators choose cutter size and rotation speed to balance material removal and surface finish. Multiple passes may be needed for deeper cuts.
Side Milling
Side milling uses a cutter with teeth along its sides. It removes material from the side of a workpiece to create grooves, slots, or shoulders. This operation is common for T-slots, keyways, and other vertical sidewall features.
Side milling allows precise control over width and depth. Cutters come in different diameters and thicknesses for small precision parts or larger components. Proper clamping reduces vibration and improves accuracy.
Straddle Milling
Straddle milling uses two or more side cutters on the same arbor. It machines parallel surfaces at the same time. This saves time and ensures consistent spacing.
Straddle milling is often used on hexagonal bars, machine guides, or keyways. It improves precision and efficiency and reduces the number of setups required.
Gang Milling
Gang milling mounts multiple cutters on one arbor. Each cutter machine has a different surface or feature in a single pass.
This operation is ideal for complex parts with multiple features. It is common in mass production, where speed and repeatability are important. Proper cutter alignment ensures dimensional accuracy.
Angle Milling
Angle milling produces surfaces at a specific angle to the cutter axis. Depending on the profile, single-angle or double-angle cutters are used.
It is useful for chamfers, V-grooves, and beveled edges. Tool geometry and feed rate are selected carefully to avoid chatter and maintain surface quality.
Form Milling
Form milling uses a cutter shaped to match the part’s contour. It is ideal for irregular profiles, curves, and custom shapes.
Form milling is commonly used for gear teeth, concave surfaces, and molds. It can consistently reproduce complex shapes, making it suitable for prototyping and production.
End Milling
End milling cutters have edges on both the end and sides, making them versatile for slots, pockets, contours, and complex 3D surfaces.
End milling allows precise shaping of flat and irregular surfaces. It is widely used in mold-making, die work, and mechanical components. Feed rate, spindle speed, and depth of cut are adjusted based on material and finish requirements.
Saw Milling
Saw milling uses a thin, circular cutter with many teeth. It cuts narrow slots or separates material with clean, straight edges.
It is fast and efficient for trimming parts or cutting thin workpieces. Saw milling is common in metal fabrication shops.
Gear Milling
Gear milling forms gear teeth with form cutters or hobbing tools. Accurate teeth are critical for proper gear meshing.
This operation is key in automotive, aerospace, and industrial machinery. Cutter type, speed, and feed are carefully chosen to maintain tooth profile and accuracy.
Thread Milling
Thread milling cuts internal or external threads with a rotating cutter. It gives precise control over thread size, pitch, and depth.
Unlike tapping, thread milling can produce multiple thread sizes with one tool. It works for right-hand and left-hand threads and is suitable for hard metals like stainless steel or titanium.
CAM Milling
CAM milling machines cams for engines or other mechanical devices. A cam-shaped cutter follows a programmed path to form the profile.
Accuracy is essential because cams control other parts’ motion. CAM milling is common in automotive and mechanical automation. It produces complex 3D shapes efficiently and consistently.
| Milling Type | Primary Purpose | Key Advantage | Typical Applications |
|---|---|---|---|
| Face Milling | Flatten top surfaces | High material removal rate, smooth finish | Cylinder heads, heat sinks, large plates |
| Plain Milling | Remove material from flat surfaces | Efficient stock removal, large area coverage | Slabs, basic flat components |
| Side Milling | Create grooves, slots, shoulders | Accurate side cuts, controlled width/depth | T-slots, keyways, gear key slots |
| Straddle Milling | Machine parallel surfaces | High precision, saves time | Hexagonal bars, machine guides, keyways |
| Gang Milling | Machine multiple surfaces at once | Improves efficiency, reduces setups | Complex parts in mass production |
| Angle Milling | Create angled surfaces | Precise chamfers and V-grooves | Beveled edges, angled components |
| Form Milling | Machine irregular profiles | Consistent complex shapes | Gear teeth, molds, concave surfaces |
| End Milling | Cut slots, pockets, contours, 3D shapes | Versatile, high precision | Molds, die work, mechanical components |
| Saw Milling | Cut narrow slots or separate material | Clean, straight cuts | Trimming stock, thin parts, metal fabrication |
| Gear Milling | Cut gear teeth | High dimensional accuracy | Automotive gears, machinery, aerospace |
| Thread Milling | Cut internal/external threads | Precise threads, multiple sizes with one tool | High-precision components, stainless steel, titanium |
| CAM Milling | Create cam profiles | Accurate motion control, 3D shapes | Engines, automation, mechanical devices |
Factors Affecting Milling Operation Selection
Choosing the right milling operation depends on several key factors. Each factor affects tool choice, machine settings, and overall efficiency.
Material of the Workpiece
The type of material influences cutting speed, tool wear, and surface finish. Hard metals like stainless steel or titanium need slower feeds and tougher cutters.
Softer metals like aluminum or brass allow faster cutting and higher material removal rates. Tool coatings and insert grades are also chosen based on the material to improve durability and prevent damage.
Precision and Tolerance Requirements
Tight tolerances and high precision require careful operation selection. End milling and form milling give better control for detailed features.
Face or gang milling works well for bulk material removal, but finishing passes may be needed for exact dimensions. Maintaining machine rigidity, proper clamping, and selecting the right cutter are essential to meet specifications.
Production Volume and Cost Considerations
High-volume production favors operations that remove material quickly and reduce setups, such as gang milling or CAM milling.
Low-volume or prototype work may use more flexible methods like end milling to handle different features without changing tools. Cost factors include tool wear, machine time, and the number of passes. Choosing the right operation balances speed, precision, and overall cost efficiency.
Conclusion
Milling offers a wide range of operations, each designed for specific tasks. Face and plain milling are best for flat surfaces and fast material removal. Side, straddle, and gang milling allow efficient machining of multiple surfaces or precise features. Angle, form, and end milling create complex shapes and contours. Saw, gear, and thread milling handle specialized cuts, while CAM milling produces precise motion-controlled parts.
Choosing the right operation depends on the workpiece material, required precision, and production volume. Contact us today if you want to improve production efficiency and get precise results for your next project. We can help you find the best milling solutions for your specific needs.
Hey, I'm Kevin Lee

For the past 10 years, I’ve been immersed in various forms of sheet metal fabrication, sharing cool insights here from my experiences across diverse workshops.
Get in touch
Kevin Lee
I have over ten years of professional experience in sheet metal fabrication, specializing in laser cutting, bending, welding, and surface treatment techniques. As the Technical Director at Shengen, I am committed to solving complex manufacturing challenges and driving innovation and quality in each project.



