Infill Density Explained
Infill density affects the strength, lightness, or speed of your 3D print. It’s one of the most critical settings in slicing software.
What Is Infill Density?
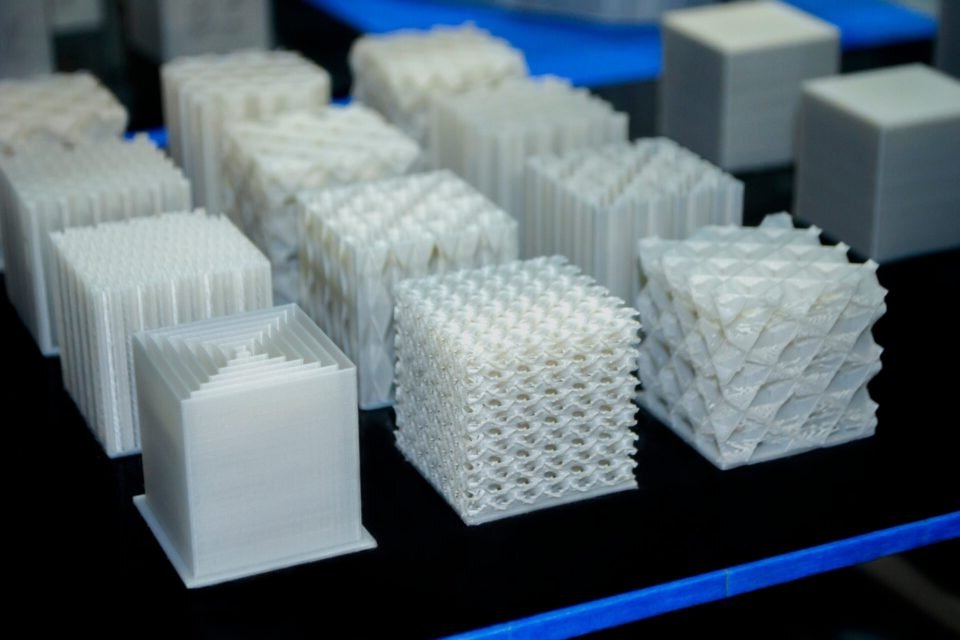
Infill density is the amount of material used to fill the inside of a part. It’s measured as a percentage. A 0% infill makes the part hollow. A 100% infill makes it solid.
Higher density gives more strength and weight. Lower density saves time and material.
Standard Density Ranges and Their Applications
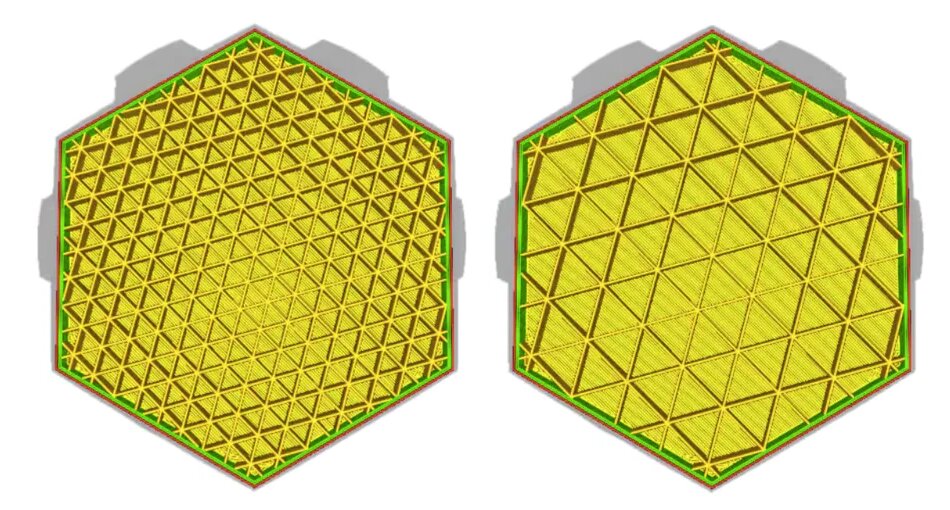
- 0%–15%: Used for visual models and display pieces. Parts are lightweight and fast to print, but they are weak.
- 20%–40%: Good for most functional parts. It provides moderate strength while saving on material.
- 50%–70%: Suitable for strong parts that handle regular stress.
- 80%–100%: Used for parts under high loads or impact. These prints require more time and use significantly more material.
What is an Optimal Infill Density?
The best density depends on the part’s use. If the part won’t carry weight or stress, 15–20% is usually enough. For load-bearing or moving parts, a balance of 40–60% is ideal. For heavy-duty applications, go higher.
Avoid using 100% unless it’s needed. It adds print time and material cost without providing much-added benefit in most cases.
Factors Influencing Infill Selection
The right infill choice depends on several things. These include how the part will be used, the material being printed, and how the layers are arranged.
Print Purpose: Functional vs. Decorative
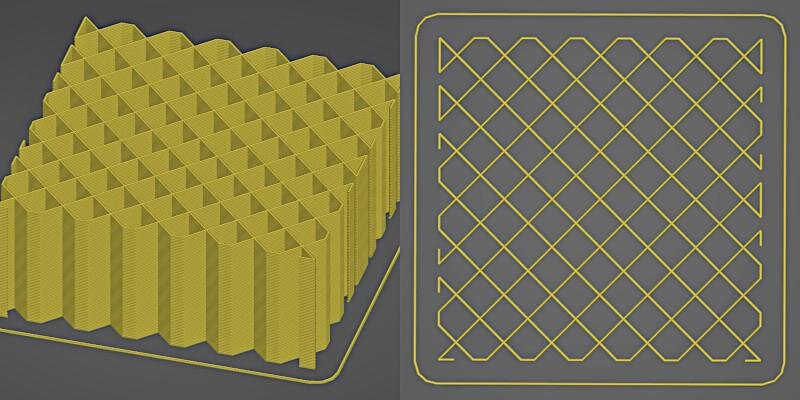
If the part is decorative, it doesn’t need much strength. You can save time and filament by using a low infill density and a basic pattern.
Functional parts must be able to hold weight or resist force. These need higher infill and stronger patterns. A part used in a machine or tool needs more support inside than a display piece.
Material Considerations for Optimal Infill
Different materials behave differently with infill. PLA prints well even with low infill because it’s stiff. Flexible TPU may need more infill to avoid sagging.
Some materials shrink or warp more. Stronger infill can help resist those effects. Material cost also matters—expensive filament might push you to lower the infill to save money.
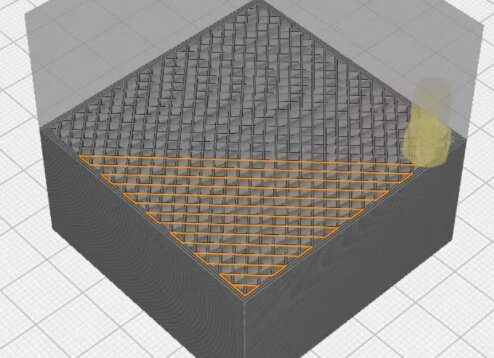
Layer Height and Its Impact on Infill Density
Layer height affects how strong the infill works with the outer shell. Thicker layers print faster but may not bond as well. Thinner layers produce smoother prints and better strength but require more time.
If you use a thick layer, you may need a higher infill density to compensate for the weaker bond. With delicate layers, even lower infill can still provide sufficient support to the structure.
Conclusion
Infill refers to the internal structure within a 3D printed part. It affects strength, weight, print speed, and material usage. The correct infill pattern, percentage, and setup all depend on what your part is meant to do. Lighter parts use less infill. Stronger parts need more. Choosing the right combination helps you print more efficiently and achieve better results.
Need help with custom 3D printed parts for your project? Contact our team for fast, reliable solutions tailored to your design requirements.