Titanium nitride (TiN) coating is widely used in manufacturing. It is known for its gold appearance, but its main value is functional.
TiN is used to improve surface hardness, reduce wear, and lower friction in the right application. In many tooling and wear-part applications, tools can support longer service life and more stable performance.
For engineers and buyers, the useful question is not only what TiN is, but what it changes and when it makes sense to use it.

What Titanium Nitride Coating Does?
TiN is used when a tool or part needs better surface behavior without changing the core material. It improves the contact surface while the substrate continues to provide strength and support.
What TiN coating actually adds to the surface of a tool or part?
TiN is a thin ceramic coating made from titanium and nitrogen. It is usually applied in a very thin layer, often around 2–5 μm in many tooling applications, but that layer can still change how the surface performs in service.
Many production problems begin at the surface. Wear, rubbing, edge damage, and sliding resistance all start at the point of contact.
By adding a harder outer layer, TiN helps the surface resist wear more effectively. On cutting tools that can help protect the working edge. Punches and dies can help reduce damage from repeated contact. On wear parts, it can help the surface withstand regular movement or pressure better.
Why does TiN change surface behavior without changing the base material?
One of the main strengths of TiN is that it changes the surface without changing the bulk material. The substrate still provides the core strength, toughness, and structural support, while TiN changes the outer layer that sees direct contact.
This is why TiN should be treated as a surface solution, not a full material solution. A coated tool still depends on the right substrate, geometry, and process conditions.
A drill still needs proper core strength and edge support, and a punch still needs the right base hardness and load capacity. TiN can improve the working surface, but it cannot fix a weak substrate or a poor design choice.
What does the gold finish tell you in practical use?
The gold color makes TiN easy to recognize, which can be useful on the shop floor. It helps identify coated tools quickly and gives a clear visual difference from uncoated surfaces.
Still, color alone does not tell you whether the coating is right for the job. It does not confirm coating thickness, adhesion quality, or application fit.
The gold finish is a visual feature, not the main reason to use the coating. The real value comes from how the surface performs under wear, friction, and repeated contact.
How TiN Coating Improves Performance?
TiN is selected because it can improve surface performance where contact damage begins first. Its main value usually comes from higher surface hardness, lower friction, and slower wear at the working surface.
Why does higher surface hardness help reduce wear?
A harder surface usually resists scratching, rubbing, and edge wear better than a softer one. That is one reason TiN is widely used on tools and wear parts.
TiN is often valued for its high surface hardness, typically around 2,000 HV or higher, depending on the process and specification. That higher hardness helps the outer surface resist damage in repeated contact conditions.
In production, wear often starts small. A cutting edge loses sharpness, a punch face wears down, or a contact surface degrades cycle by cycle. As that wear progresses, surface quality, dimensional consistency, and tool life often decline.
By slowing surface wear, TiN can help maintain working conditions for longer. This makes it a practical choice when the main limit is gradual surface breakdown rather than heat or impact failure.
How can lower friction improve sliding and cutting contact?
Friction affects cutting, sliding, rubbing, and material flow across a tool surface. When friction rises too much, heat increases, sticking becomes more likely, and the contact surface usually wears faster.
TiN helps lower surface friction compared with many uncoated surfaces. In practical terms, that can reduce drag at the contact layer and support smoother interaction between the tool and the work surface.
On cutting tools, lower friction can help reduce rubbing at the tool-work interface. On forming and contact tools, it can help reduce sticking or surface marking in some applications. On sliding parts, it can help control rubbing wear during repeated motion.
This benefit is strongest when friction is part of the failure pattern. If the main issue is severe heat buildup, impact loading, or a weak substrate, the coating alone will not be sufficient.
Why can TiN help tools run longer and more consistently?
Longer tool life is one of the main reasons manufacturers use TiN. If the surface wears more slowly and friction stays under better control, the tool can often remain usable for a longer period before performance drops too far.
That matters because it affects more than replacement intervals. A tool that runs more consistently can reduce variation, lower the frequency of tool changes, and make production easier to control across a batch.
For engineers, that means more stable process behavior. For buyers, it can mean better tooling value over time, especially when repeated wear and rubbing are the main cost drivers.
TiN is most effective when it is solving a clear surface problem. If failure is mainly driven by temperature, impact, or weak tool support, the gain may be limited even if the coating itself is sound.
How is Titanium Nitride Coating Applied?
TiN coating performance depends not only on the coating itself, but also on how it is deposited. The coating method affects heat exposure, adhesion, thickness, and how well TiN fits a given production use.
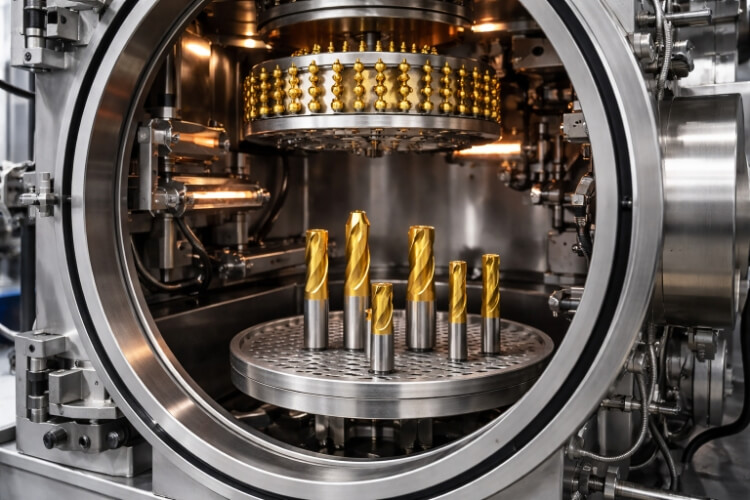
How PVD TiN coating is deposited on the surface
Physical vapor deposition, or PVD, is one of the most common ways to apply TiN. In this process, titanium is vaporized in a controlled chamber, reacts with nitrogen, and is deposited onto the part surface as a thin coating.
PVD is widely used because it can produce a hard, thin coating without the higher process temperatures required by other coating methods. That makes it a common choice for cutting tools, punches, dies, and precision parts that need better surface performance with lower thermal risk.
The coating is usually applied in a thin, controlled layer. That helps improve the surface while keeping dimensional change relatively small, which is useful on tools and parts with tighter tolerance requirements.
When CVD TiN coating is used instead?
Chemical vapor deposition, or CVD, applies TiN differently. Instead of vaporizing a solid target, the process uses reactive gases at elevated temperatures to form a coating on the surface.
CVD can provide strong coating coverage and is used where the substrate, process conditions, and final application support it. In some tooling applications, it is selected for coverage and coating characteristics rather than for low-temperature processing.
The main tradeoff is heat. CVD usually runs at a much higher process temperature than PVD, so it is not the best fit for every tool or part, especially when temperature sensitivity or dimensional control matters.
Why does the coating process affect thickness, adhesion, and heat exposure?
The coating method matters because TiN performance depends on more than composition. It also depends on how well the coating bonds to the surface, its thickness, and the amount of thermal exposure the part undergoes during deposition.
Thickness matters because too little coating may limit service benefit, while too much can increase stress or create edge-condition issues in some applications. Adhesion matters because a hard coating only helps if it stays attached in service. Heat exposure matters because the substrate must retain its intended properties after coating.
Where TiN Coating Makes the Most Sense?
TiN works best in applications where surface wear, rubbing, and repeated contact are the primary limiting factors. It is usually a strong choice when the goal is to improve surface life without changing the base material or tool design.
Why is TiN widely used on drills, end mills, and other cutting tools?
Cutting tools are among the most common applications of TiN. Drills, end mills, taps, and similar tools often benefit from a harder, lower-friction surface when edge wear is a practical limit.
In these applications, TiN can help reduce surface wear and slow the loss of usable edge condition. That can support longer tool life and more stable cutting performance across a production run.
TiN remains a practical choice for many general cutting applications because it offers a clear surface improvement without making the coating decision overly complex.
Where punches, dies, and forming tools benefit from TiN?
TiN also works well on many punches, dies, and forming tools. These tools often fail first at the surface through rubbing, galling, local wear, or repeated contact damage rather than through bulk fracture.
A harder surface can help the tool resist repeated contact more effectively. Lower friction can also help in applications where sticking or surface marking becomes part of the problem.
When surface wear is the main issue, TiN is often a practical upgrade for forming-related tooling.
When are wear parts and sliding components good candidates for TiN?
Some wear parts and sliding components are also good candidates for TiN. These are usually parts that see repeated motion, contact pressure, or rubbing at a defined surface.
Examples can include guide surfaces, contact points, and other parts where failure begins as gradual surface loss rather than structural overload. In those cases, TiN can help protect the working surface and improve service consistency.
The best fit is when the coating solves a clear surface problem. When the real issue is impact, high heat, or poor base-part design, the value of TiN is usually more limited.

Where TiN Coating Has Practical Limits?
TiN is a practical coating in many wear-driven applications, but it is not the best answer for every tool or part. Its limits usually appear when the main problem is no longer just surface wear, but also heat, material interaction, or dimensional sensitivity.
When is TiN not the best choice for higher-heat applications?
TiN performs well in many general tooling applications, especially when the main goal is to reduce surface wear and friction. But when cutting temperature becomes a major driver of failure, TiN may no longer offer the best balance.
This is often the case in faster cutting, harder workpiece materials, or operations where heat stays concentrated at the tool edge. In those conditions, the coating has to do more than resist wear. It also has to remain stable as thermal load increases.
TiN should not be chosen by default in every cutting job. It is usually a strong option when wear and friction are the main limits. When heat becomes the dominant problem, other coating systems may deserve closer comparison.
Why can the workpiece material change how well TiN performs?
TiN performance also depends on the material being cut, formed, or contacted. Different workpiece materials create different failure patterns at the tool surface, including abrasive wear, sticking, built-up edge, and heat-related damage.
For that reason, a coating that works well on one material may be less effective on another. A tool running against a relatively stable wear pattern may benefit clearly from TiN, while a tool facing stronger adhesion or higher thermal load may need a different solution.
TiN can be very effective, but only when its surface behavior matches the job’s actual demands.
How can part geometry and tolerance requirements limit coating results?
Part shape also affects whether TiN is a good fit. Sharp edges, narrow features, blind areas, and tight-tolerance surfaces can all make coating performance harder to control.
TiN is thin, often around 2–5 μm in many tooling applications, but it still adds material to the surface. On many tools, that change is small and manageable. On dimension-sensitive features, however, even a thin coating can affect fit, clearance, or contact behavior.
Geometry also influences how evenly the coating is deposited. Edge condition, local shape, and access to the surface all matter. This is why coating decisions should consider not only the wear problem, but also how the part shape and tolerance requirements affect usable coating results.
How to Choose the Right Coating for the Job?
The right coating choice should come from the application, not from habit. A useful decision starts with the failure mode, then moves through temperature, material behavior, geometry, and supplier control.
How does TiN compare with TiCN, AlTiN, and DLC in real applications?
TiN is often chosen because it offers a practical balance of hardness, lower friction, and broad usefulness in general tooling applications. It is a strong option when the main need is better surface wear resistance without making the coating decision overly complex.
TiCN is often considered when wear is more severe and a harder, more wear-focused surface is needed. AlTiN is more often compared in hotter cutting environments, where thermal performance becomes more important. DLC is often discussed when very low friction is the main requirement, especially in sliding or low-load contact conditions.
The most useful question is not which coating is best in general. The better question is what is actually causing the tool or part to fail. If the main limit is wear, TiN or TiCN may be enough. If heat is driving failure, AlTiN may deserve closer review. If low-friction sliding behavior matters most, DLC may be more relevant.
What should engineers check before specifying TiN?
Engineers should start by identifying the real problem first. If the main limit is surface wear, rubbing, or friction at the contact layer, TiN may be a strong candidate. If the main limit is heat, impact, or poor structural support, TiN may offer only limited improvement.
After that, they should review substrate material, operating condition, geometry, and dimensional sensitivity. A coating works best when applied to a tool or part that is already sound in its base design.
In practice, TiN should support a good engineering solution, not compensate for a weak one. The coating should follow the job’s design logic, not replace it.
What should buyers confirm before sending parts for coating?
Buyers should confirm more than the coating name. They should check the deposition method, target thickness range, lead time, consistency, and whether the supplier has experience with similar tools or parts.
It is also worth confirming whether the part has critical surfaces, edge-sensitive features, or tolerance-sensitive areas that need closer control. If a few microns of build can affect fit or contact behavior, that should be clarified before the order is released.
From a purchasing standpoint, the goal is not simply to buy a coated part. The goal is to ensure the coating process aligns with the part’s real service needs and delivers usable value in production.
Conclusion
Titanium nitride coating is strongest when the real problem is at the surface. It is a practical choice for tools and parts that need better wear resistance, lower friction, and more stable contact behavior under repeated use.
It often works well on cutting tools, punches, dies, and wear parts because it improves the working surface without changing the base material. That makes TiN a strong option when the substrate is already right, and the coating is being used to extend surface life rather than correct a deeper design issue.
Need Help Choosing the Right Coating for Your Tool or Part? If you are comparing TiN with other options, or you want to check whether TiN fits your material, geometry, and service conditions, our team can help. Send us your drawings, part details, or application requirements, and we will review the coating fit for your specific use case.
FAQs
What is titanium nitride coating used for?
TiN coating is commonly used on cutting tools, punches, dies, forming tools, and wear parts. It is mainly used to improve surface hardness, reduce wear, and lower friction in repeated contact conditions.
How thick is the TiN coating?
TiN is usually applied as a thin surface layer. In many tooling applications, coating thickness is typically 2–5 μm, though the exact range depends on the process and application.
Does TiN coating change part dimensions?
Yes, but usually only slightly. TiN forms a thin surface layer, so dimensional changes are small in many cases. Even so, tight-tolerance features and critical contact surfaces should still be reviewed before coating.
Is TiN coating good for cutting tools?
Yes, TiN is widely used on drills, end mills, taps, and other cutting tools. It is often a good choice when the main need is better wear resistance and lower friction in general cutting applications.
Can TiN coating fix a weak tool design?
No. TiN can improve the surface, but it cannot correct a poor substrate choice, weak geometry, or unsuitable process conditions. It works best when the underlying tool or part is already right for the job.
Hey, I'm Kevin Lee

For the past 10 years, I’ve been immersed in various forms of sheet metal fabrication, sharing cool insights here from my experiences across diverse workshops.
Get in touch
Kevin Lee
I have over ten years of professional experience in sheet metal fabrication, specializing in laser cutting, bending, welding, and surface treatment techniques. As the Technical Director at Shengen, I am committed to solving complex manufacturing challenges and driving innovation and quality in each project.
Related Resource

Fingerprint Resistant Stainless Steel: How It Works,and How to Choose


