A tapped hole is a crucial feature in many metalworking processes. It’s often needed for assembling parts and ensuring they fit securely. However, many engineers and manufacturers still find it challenging to create these holes properly. But what exactly is a tapped hole? And how do you tap one effectively?
Tapping a hole might seem simple, but it requires precision. It can lead to issues like improper fit or weak connections if done incorrectly. Read on to explore the process in detail.
What is a Tapped Hole?
A tapped hole is a hole with internal threads designed to receive a threaded fastener, like a bolt or screw. The hole’s surface is cut to match the threading of the fastener, allowing it to be securely inserted and held in place.
Tapping a hole creates these threads using a tap tool, ensuring a precise fit and enabling fasteners to grip the hole tightly. The depth and diameter of the hole are also critical in ensuring the thread matches the fastener’s size.
It provides a reliable way to secure parts without extra hardware like nuts or washers. Threaded holes offer strong, stable connections that are easy to assemble. Threading makes the process of machining more efficient when fastening parts during assembly.
Different Types of Threads for Tapped Holes
Several types of threads are used in tapped holes, each suited for specific applications. The most common types include:
- Unified Thread Standard (UTS): Common in North America, used for general-purpose threading.
- Metric Threads (ISO): Used internationally and for precision applications.
- Acme Threads: They are often used in mechanical systems and are known for their ability to handle heavy loads.
Key Factors to Consider Before Tapping a Hole
Before tapping a hole, several factors must be considered to ensure accuracy and performance:
- Material Type: Different materials respond to tapping differently. Soft materials like aluminum are more straightforward to tap than complex materials like stainless steel. Make sure to choose the right tap for the material.
- Hole Size and Depth: The correct hole size must be selected for the proper number of threads. The threads won’t securely hold fasteners if they are too deep or shallow.
- Thread Pitch: The pitch (distance between threads) must be appropriate for the fastener type. A fine thread pitch provides better resistance to vibrations but is more difficult to tap, while coarse threads are easier but may not hold as firmly.
How to Tap Holes Step-by-Step?
Tapping holes is an essential skill in machining. Here’s a simple, step-by-step guide on how to do it right, ensuring that your tapped holes are precise and functional.
Step 1: Choose the Right Drill Bit Size
The drill bit should be smaller than the tap size, allowing enough material for the tap to cut the threads. You can find drill bit size charts online based on the tap you’re using, which help you match the drill bit and tap size for optimal results.
Step 2: Select the Correct Tap
Taps come in different types based on thread style and material. For example, you’ll need a specific tap for a metric vs. an imperial thread. For more complex materials, use taps designed to handle stricter work, such as high-speed steel (HSS) taps.
Step 3: Drill the Pilot Hole
The pilot hole is the starting point for your threads. It must be precise, as any deviation will affect the threading process. Drilling the hole at the correct depth and alignment ensures the tap can thread it properly.
Step 4: Prepare for Tapping
Before you start tapping, clean the hole and the surrounding area. Any debris or burrs left over from drilling can affect the quality of the threads. It’s also a good idea to apply cutting oil to the hole.
Step 5: Tapping the Hole
Insert the tap into the pilot hole and begin turning it slowly, applying consistent pressure. If you’re hand tapping, use a tap wrench to turn the tap, ensuring it stays aligned with the hole. If you’re using a machine, set the appropriate speed and feed rate for the material.

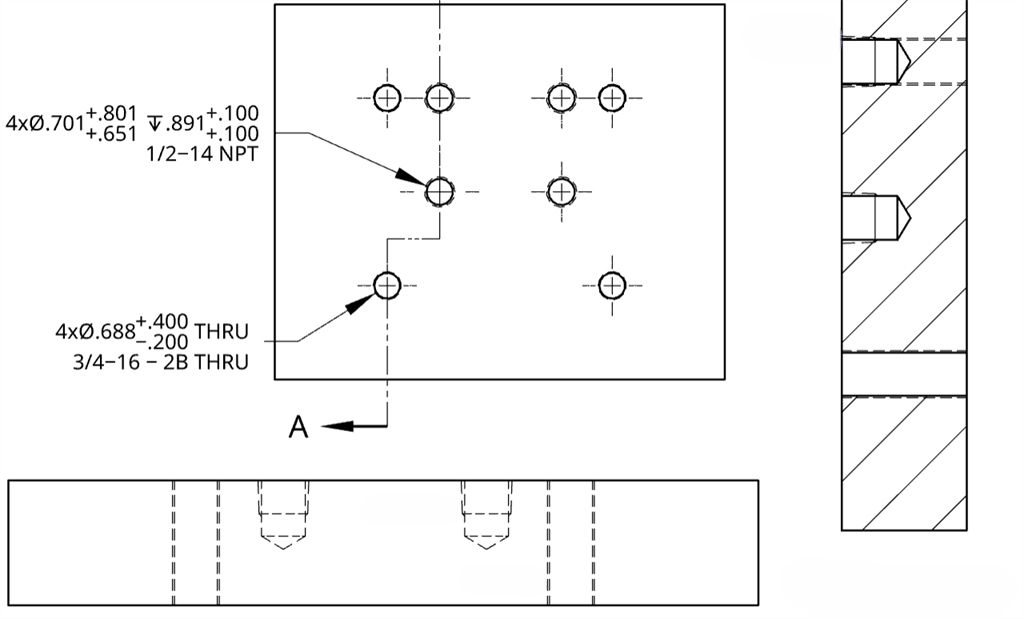
Callout Symbols of a Tapped Hole
In engineering drawings and blueprints, the callout symbol for a tapped hole provides essential information about the hole’s size, type, and threading specifications. These symbols ensure that everyone involved in the manufacturing process understands the requirements and creates the tapped hole accurately.
Standard Callout for Tapped Holes
The typical callout for a tapped hole includes the following components:
- Hole Size: This indicates the nominal size of the hole, usually expressed as the hole diameter. For example, a hole with a diameter of 6mm would be called out as “6mm”.
- Thread Type: This specifies the type of threading required. For instance, “M” denotes a metric thread (e.g., M6), while “UNC” refers to Unified National Coarse threads.
- Thread Pitch: This describes the distance between the threads, usually in millimeters for metric threads (e.g., 1.0 mm) or threads per inch (TPI) for imperial threads. For example, “M6 x 1.0” means a 6mm diameter hole with 1mm pitch.
- Depth: The depth of the threads is also crucial, especially in blind holes, to indicate how deep the threads go.
Example of a Tapped Hole Callout
An example of a tapped hole callout might look like this:
- M6 x 1.0 x 12: This means a metric M6 hole with a 1.0mm pitch and 12mm depth.
Symbols for Tapped Holes in Technical Drawings
- ⌀: The symbol for a hole, in general, indicates the diameter of the hole.
- ⌀ (with a diameter and thread details): When used with the thread information, it shows the specifications for a tapped hole. For example, “⌀6.0 M6 x 1.0” shows a 6mm diameter hole with M6 threads and a 1.0mm pitch.
Special Notes
- Blind Hole: If the tapped hole is blind (i.e., it does not go through the material), the callout often includes a note indicating this, such as “Blind Hole” or a specific depth measurement.
- Countersunk or Counterbore: The callout will also indicate if the hole has additional features like being countersunk or counterbored. For example, “⌀6.0 M6 x 1.0 Countersink 90°”.
Benefits of Tapped Holes
Tapped holes offer several key advantages in machining and assembly processes. Below are some of the key benefits of using tapped holes:
Secure Fastening
Tapped holes create internal threads that allow screws, bolts, or other fasteners to attach securely to components. This keeps parts in place, enabling them to be assembled or disassembled without loosening.
Increased Strength and Durability
When fasteners are placed in tapped holes, they form a strong connection. The internal threads offer a better grip than a regular hole and fastener.
Cost-Effective
Tapped holes remove the need for extra hardware like nuts or washers, lowering the overall manufacturing cost. They also save time during assembly because there is no need for separate fastening components.
Precise and Repeatable
Tapped holes can be made with high precision, ensuring consistency across parts. This is important when working with large quantities or when tight tolerances are required.
Industry Applications of Tapped Holes
Tapped holes are widely used across various industries for their reliability in securing parts and components. Here are a few key industries where tapped holes play an essential role.
Automotive Manufacturing
These holes commonly attach engine mounts, body panels, and suspension components. Using fasteners in tapped holes ensures that parts can be securely connected while providing easy disassembly for maintenance and repair.
Aerospace Engineering
Aircraft and spacecraft require components to be securely fastened to withstand extreme conditions such as high stress, pressure, and temperature fluctuations. Tapped holes are used in engine assemblies, landing gear, fuselage, and interior fixtures.
Electronics and Electrical Assemblies
Taped holes are used in electronics and electrical assemblies to mount components, secure circuit boards, and attach connectors and wiring. They are also found in the enclosures of electrical devices, allowing internal parts to be fixed in place.

Difference Between Tapped Holes and Tapered Holes
While both tapped and tapered holes are types of holes used in machining and manufacturing, they serve very different purposes and are designed with distinct features. Here’s a breakdown of the key differences between the two.
Tapped Holes
A tapped hole is a hole that has internal threads created using a tool called a tap. These threads are designed to fit a screw or bolt, allowing fasteners to be securely inserted and tightened. Tapped holes are typically used when attaching two or more components.
Key Features:
- It contains internal threads for securing fasteners like screws or bolts.
- Used to create strong mechanical connections between parts.
- The hole size and thread pitch must match the fastener used.
- It is commonly found in industries that require precision fastening.
Tapered Holes
A tapered hole gradually narrows from one end to the other, often at a specific angle. It is primarily used for applications where a part needs to fit into a hole with a conical shape, such as in a tapered pin or for mounting certain types of bearings. The narrowing shape of the hole ensures a snug, precise fit as the inserted part tapers down to the desired size.
Key Features:
- The diameter of the hole decreases from one end to the other, forming a conical shape.
- Typically used for parts like tapered pins, bearings, or certain types of fasteners.
- Ensures a tight fit between parts, preventing them from loosening over time.
- Used in applications where alignment and precision of insertion are key.
Key Differences
- Threading: Tapped holes have internal threads, while tapered holes do not.
- Purpose: Tapped holes are used for securing fasteners like screws and bolts, whereas tapered holes are used to create a snug fit for parts that need to align at an angle.
- Shape: Tapped holes have a uniform diameter throughout, while tapered holes gradually decrease in size.
- Applications: Tapped holes are standard in assembly applications, while tapered holes are typically found in parts like tapered pins, bushings, or specialized fasteners.
Conclusion
Tapped holes are essential in machining and manufacturing, providing a reliable and secure method for fastening components. They are designed with internal threads that allow screws, bolts, or other fasteners to fit tightly, ensuring strong, durable connections. By understanding the process and factors involved in creating tapped holes, you can provide higher quality and more efficient production.
If you’re looking for high-quality tapped-hole solutions for your next project, don’t hesitate to reach out! Contact us today to learn how we can help with your manufacturing needs.
More Resources:
Type of tap – Source: Sandvik
Choosing the right materials for tapping – Source: Regal
Hey, I'm Kevin Lee

For the past 10 years, I’ve been immersed in various forms of sheet metal fabrication, sharing cool insights here from my experiences across diverse workshops.
Get in touch
Kevin Lee
I have over ten years of professional experience in sheet metal fabrication, specializing in laser cutting, bending, welding, and surface treatment techniques. As the Technical Director at Shengen, I am committed to solving complex manufacturing challenges and driving innovation and quality in each project.
Related Resource



Fingerprint Resistant Stainless Steel: How It Works,and How to Choose
