Cutting stainless steel requires precision and the proper technique. Many fabricators struggle with warping, discoloration, and poor edge quality when working with this material. Plasma cutting offers a speedy, accurate, and cost-effective solution for stainless steel projects of all sizes.
Plasma cutting uses ionized gas to form a high-temperature channel that cuts through metal. This method offers a good balance between cut quality and cost for stainless steel. It works well for both prototypes and large production runs. The edges are cleaner than those from oxy-fuel cutting. Plasma cutting is also more budget-friendly than laser cutting and suitable for many uses.
Want to know how to get perfect cuts on your stainless steel projects? This guide covers everything from setup to troubleshooting common issues.
Can you cut stainless steel with a plasma cutter?
Yes, a plasma cutter can cut stainless steel. It uses a fast-moving jet of ionized gas to melt and remove the metal. This method works well because stainless steel conducts electricity and can handle high heat.
What is Plasma Cutting?
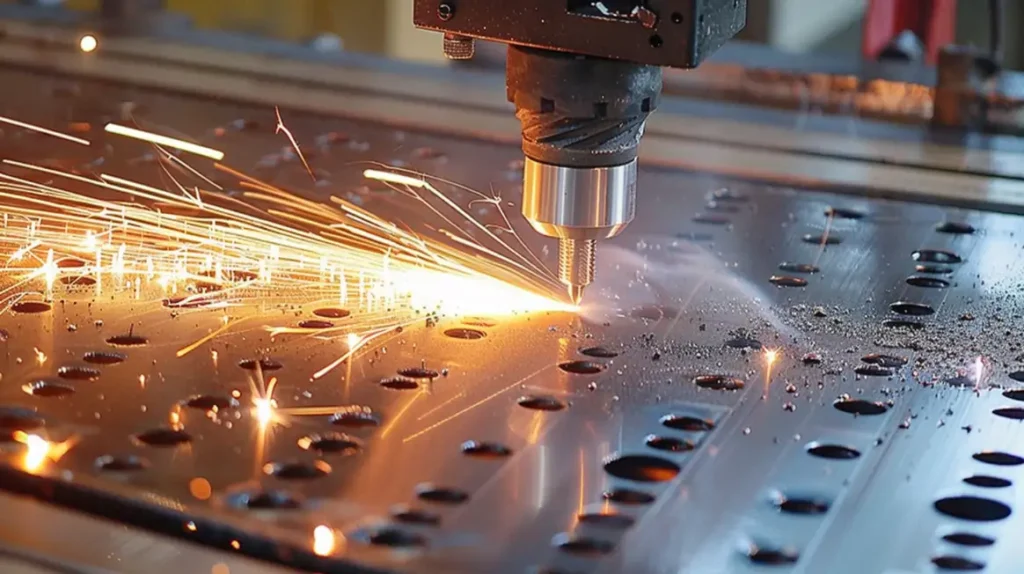
Plasma cutting is a thermal cutting process that uses a high-velocity jet of ionized gas to cut through electrically conductive materials. The process creates an electrical channel of superheated plasma that melts and expels material from the cut zone.
This method works by sending an electric arc through a gas that passes through a narrow nozzle. The gas can be shop air, nitrogen, argon, oxygen, or other options. The electric arc raises the gas temperature so high that it enters a fourth state of matter – plasma.
This hot, high-speed plasma jet melts the metal in plasma cutting, and the high-velocity gas blows the molten metal away from the cut. The process reaches temperatures up to 30,000°F (16,649°C), which is hot enough to melt any metal it touches.
Plasma’s electrical conductivity is what makes it so effective. The arc forms between the electrode in the torch and the workpiece itself, creating a complete electrical circuit.
Components of a Plasma Cutting System
A basic plasma cutting system includes several key components:
- Power supply: Converts standard line voltage to the DC voltage needed to maintain the plasma arc.
- Arc starting console: Generates the high-frequency, high-voltage spark that ionizes the gas and creates the plasma arc.
- Plasma torch: Houses the electrode and nozzle while controlling cooling and gas flow.
- Gas supply system: Provides the appropriate gases at the correct pressure.
- CNC controller: Directs torch movement based on programmed cut paths, ensuring precision and repeatability.
Plasma vs. Other Cutting Methods for Stainless Steel
Plasma cutting sits between oxy-fuel and laser cutting regarding precision and cost.
Oxy-fuel cutting isn’t effective on stainless steel because the material doesn’t oxidize like carbon steel. This makes plasma cutting a much better option.
Laser cutting offers higher precision but comes with significantly higher equipment costs. For many projects, plasma cutting provides the best balance of price and quality.
Waterjet cutting produces no heat-affected zone but operates much more slowly and at a higher cost per inch than plasma cutting.
Key Advantages of Plasma Cutting Stainless Steel
Plasma cutting offers unique benefits that make it ideal for stainless steel fabrication. These advantages help shops increase productivity while maintaining quality.
High Cutting Speed and Efficiency
Plasma cutting slices through stainless steel is much faster than many other methods. This speed boost comes from the intense heat of the plasma arc, which quickly melts the material.
Precision and Clean Cuts
Plasma cutting creates clean edges on stainless steel with minimal dross (the resolidified metal clinging to the cut’s bottom). With the correct settings, cuts require little to no cleanup.
Versatility in Material Thickness
Plasma cutting handles a wide range of stainless steel thicknesses. A single system can cut from thin gauge material up to 2 inches thick.
Cost-Effectiveness
Plasma cutting is more affordable than laser cutting, especially for thicker materials. It also requires less setup time and maintenance, making it a cost-effective choice for small- and large-scale projects.
Equipment Setup for Cutting Stainless Steel
Setting up your plasma cutter correctly for stainless steel is crucial for quality results. The right combination of power, consumables, and gases makes a big difference.
Power Source Requirements
Stainless steel of the same thickness requires more power to cut than carbon steel. This is because stainless steel has lower thermal conductivity and a higher melting point.
A 30-amp plasma cutter can work well for thin stainless steel (up to 1/8″). For clean cuts on medium thickness (1/8″ to 3/8″), 50-80 amps are needed.
Thicker stainless steel (3/8″ to 3/4″) requires at least 80-100 amps. For material over 3/4″ thick, look for systems rated at 100+ amps.
Torch and Consumable Selection
The torch design significantly affects cut quality when working with stainless steel. Look for torches with sound cooling systems to handle the higher heat.
When available, use consumables specifically designed for stainless steel. Some manufacturers offer special consumable sets optimized for different metals.
The nozzle orifice size must match your amperage and material thickness. Smaller orifices (0.8-1.2mm) work better for thin stainless, while larger ones (1.3-1.8mm) suit thicker material.
Shield cups make a big difference in cut quality. Use shields with more venting to help prevent dross formation on the bottom edge of stainless steel.
Gas Selection for Optimal Results
Gas choice dramatically affects cut quality on stainless steel. Each option has specific benefits for different situations.
Nitrogen produces clean cuts with minimal nitride formation on stainless steel. It’s often the best choice and works well for thicknesses up to 1″.
A nitrogen/hydrogen mixture (typically N₂/H₅) creates even cleaner cuts for thicker stainless steel. The hydrogen helps reduce oxide formation at the cut edge.
Argon/hydrogen mixtures (65% Ar/35% H₂) provide the cleanest possible cuts on thick stainless steel. However, this gas mix costs more and cuts more slowly.
Oxygen is generally not recommended for stainless steel cutting. It creates excessive oxidation and can degrade the material’s corrosion-resistant properties.
Plasma Cutting Stainless Steel: Common Problems and Solutions
Even experienced operators face challenges when plasma cutting stainless steel.
Preventing Dross and Slag
Dross forms more readily on stainless steel than carbon steel. Adjusting your cutting speed – too fast or too slow will cause dross problems.
The shield gas flow rate affects dross formation. If you notice excessive dross on the bottom of the cut, increase the flow slightly.
Regular cleaning of the torch shield helps maintain consistent gas flow patterns, reducing dross formation.
Reducing Warping and Distortion
Secure workpieces properly before cutting. Good clamping reduces the movement that can occur as internal stresses are released during cutting.
Plan cut sequences to balance heat input across the workpiece. Start with interior cuts before cutting the outer profile.
Minimizing the Heat-Affected Zone
The heat-affected zone (HAZ) is where material properties change due to heat exposure. For stainless steel, this can affect corrosion resistance.
Using higher amperage with faster travel speeds (rather than lower amperage and slower speeds) can reduce the HAZ while maintaining cut quality.
Proper gas selection dramatically affects the HAZ. Nitrogen/H₅ mixtures typically produce smaller HAZs than air or pure nitrogen.

Techniques for Optimal Plasma Cutting Stainless Steel Performance
Even with the right equipment, the technique dramatically affects cut quality.
Speed and Distance Control
The cut speed must be slower for stainless steel than for carbon steel. Start with speeds about 20% slower than you would use for mild steel of similar thickness.
Watch the lag angle of the plasma arc. The arc should lag slightly behind the torch movement but not excessively. Too much lag means you’re moving too quickly.
Keep a consistent torch height. Depending on the material thickness, the ideal standoff distance for stainless steel is typically between 1/8″ and 1/4″.
Managing Heat Input
Use multiple passes for very thick stainless to reduce heat buildup. This helps prevent warping and excessive dross formation.
Allow cooling time between cuts when working on intricate parts. This reduces the risk of distortion from heat buildup.
Start cuts from the edge when possible, or pre-drill a starter hole. Piercing directly can cause more splatter and potential warping.
Edge Quality Considerations
The cut direction affects which side of your material gets the better edge quality. The right side of the cut path (relative to torch movement) typically has a square edge.
For parts requiring precision on all sides, plan to remove a small amount of material with secondary processing like grinding or machining.
The draft angle is more noticeable in stainless steel cuts. To achieve more square edges, position the torch at a slight angle (1-3 degrees) opposite to the natural draft angle.
Safety Considerations for Stainless Steel Plasma Cutting
Safety becomes even more critical when plasma cutting stainless steel.
Fume Management
Stainless steel fumes contain chromium compounds that require proper ventilation. Always use adequate extraction systems.
Position fume extraction to pull air away from the operator’s breathing zone. Downdraft or side-draft tables work well for this purpose.
Personal Protective Equipment
Standard welding PPE is the minimum requirement. This includes a welding helmet, gloves, and flame-resistant clothing.
Eye protection must block both UV and IR radiation. Leather gloves protect against heat and potential chromium exposure through skin contact with cut edges or dust.
Maintenance for Stainless Steel Plasma Cutting
Cutting stainless steel places additional demands on plasma cutting equipment.
Consumable Care and Replacement
Inspect nozzles and electrodes after every major cutting session. Stainless steel accelerates wear on these components.
Clean consumables regularly to remove spatter and buildup. This extends their life and maintains cut quality.
Replace consumables as a set rather than individually. This ensures proper alignment and consistent performance.
System Cleaning Requirements
Filter systems need more frequent attention when cutting stainless steel. The chromium content can create finer dust particles.
Clean torch shields more often when cutting stainless steel. Material buildup changes gas flow patterns and affects cut quality.
Water tables or collection systems should be cleaned regularly, as stainless steel cutting produces more fine particulates that can clog systems.
Conclusion
Plasma cutting is a great way to cut stainless steel. It works faster than many other methods and can handle thin sheets and thick plates. The edges are clean and need little finishing. With the correct settings, parts, and gases, you can get great results for any stainless steel project.
Need help with your stainless steel cutting projects? Our engineers can recommend the best equipment and techniques for your needs. Contact us today for expert advice and high-quality cutting solutions.
Hey, I'm Kevin Lee

For the past 10 years, I’ve been immersed in various forms of sheet metal fabrication, sharing cool insights here from my experiences across diverse workshops.
Get in touch
Kevin Lee
I have over ten years of professional experience in sheet metal fabrication, specializing in laser cutting, bending, welding, and surface treatment techniques. As the Technical Director at Shengen, I am committed to solving complex manufacturing challenges and driving innovation and quality in each project.
Related Resource

Fingerprint Resistant Stainless Steel: How It Works,and How to Choose


