Wiele obudów z blachy nie spełnia wymagań przy przejściu z modelu 3D CAD na halę produkcyjną. Chociaż projekt może wyglądać bez zarzutu na ekranie, pominięcie standardowych ograniczeń pras krawędziowych, prześwitów narzędziowych i tolerancji materiałowych z pewnością spowoduje opóźnienia w produkcji i natychmiastowe przekroczenie kosztów.
Dzięki ponad dziesięcioletniemu doświadczeniu w przeprowadzaniu projektów od etapu szybkiego prototypowania do produkcji seryjnej nasz zespół inżynierów nieustannie dostrzega ten sam schemat: części, które sprawdzają się dobrze jako pojedyncze prototypy, często wymagają zmian konstrukcyjnych, zanim będzie można je efektywnie wytwarzać na dużą skalę.
W niniejszym przewodniku pominięto teorię. Przedstawiono w nim konkretne zasady projektowania pod kątem produkcji (DFM) — od wzorów na promienie gięcia po integrację elementów montażowych — niezbędne do opracowania obudów, które są solidne konstrukcyjnie, łatwe w montażu i bardzo opłacalne w produkcji.
Wymagania zapobiegające zaprojektowaniu niewłaściwej obudowy
Przed uruchomieniem programu CAD należy określić podstawowe ograniczenia projektu. Pominięcie tego etapu często prowadzi do powstania nadmiernie skomplikowanych elementów lub obudów, które nie sprawdzają się w rzeczywistym zastosowaniu.
Dopasuj dobór materiału do warunków eksploatacji
Warunki środowiskowe, w jakich obudowa będzie eksploatowana, determinują dobór materiałów oraz wykończenie powierzchni. W przypadku pomieszczeń zamkniętych o kontrolowanej temperaturze stal walcowana na zimno poddana obróbce z użyciem standardowe malowanie proszkowe zazwyczaj jest to wystarczające i opłacalne.
Jeśli urządzenie będzie narażone na działanie wysokiej wilgotności, środowiska morskiego lub żrących substancji chemicznych, zastosowanie aluminium 5052 lub stali nierdzewnej 304/316 zapobiega przedwczesnemu uszkodzeniu konstrukcji i korozji.
W układach wewnętrznych należy zachować odstępy rzędu 5–10 mm
Wymiary obudowy zależą wyłącznie od elementów, które mają się w niej znaleźć. Proces projektowania należy rozpocząć od zaznaczenia największych elementów wewnętrznych, takich jak zasilacze, płytki drukowane (PCB) i transformatory.
Standardową praktyką jest pozostawienie minimalnej odległości od 5 mm do 10 mm między elementami pod napięciem a metalowymi ściankami. Pomaga to zapobiegać zwarciom elektrycznym i zapewnia wymaganą minimalną objętość wewnętrzną.
Należy zapewnić odpowiednią przestrzeń dla narzędzi montażowych
Technicy montażowi i pracownicy utrzymania ruchu potrzebują odpowiedniej przestrzeni do pracy. Projekty muszą uwzględniać wymiary narzędzi — takich jak śrubokręty, nitownice czy klucze dynamometryczne — niezbędnych do zamocowania elementów wewnętrznych.
Często spotykany DFM Błędem jest umieszczanie podkładek dystansowych zbyt blisko wewnętrznego wygiętego kołnierza. Często wymaga to użycia specjalnych śrubokrętów kątowych lub powoduje, że element mocujący koliduje z promieniem gięcia. Bezpieczną zasadą konstrukcyjną jest pozostawienie co najmniej [średnicy narzędzia + 5 mm] odstępu od dowolnego wewnętrznego wygięcia.
Należy wcześnie określił klasę stopnia ochrony IP, aby uwzględnić ją przy projektowaniu szwów i połączeń
Klasy ochrony przed wnikaniem (IP) lub normy NEMA mają bezpośredni wpływ na sposób projektowania połączeń obudowy. W przypadku klas od IP20 do IP40, gdzie głównym zagrożeniem środowiskowym jest zwykły pył i drobne zanieczyszczenia, stosuje się zazwyczaj standardowe zgrzewanie punktowe lub konstrukcje z połączeniami przerywanymi.
Osiągnięcie stopnia ochrony IP65 lub wyższego zazwyczaj wymaga zastosowania ciągłego spawania wzdłużnego oraz wbudowania uszczelek wypełnionych sprężonym gazem. Wymagania te wpływają na projekt płaskiego wzoru i znacznie wydłużają czas szlifowania po spawaniu.
Wykorzystaj cele dotyczące objętości do określenia metod produkcji
Na ostateczną cenę jednostkową wpływają: ilość materiału, czas przygotowania prasy krawędziowej oraz metody montażu. Złożona obudowa, której wykonanie w dużym stopniu opiera się na spawaniu ręcznym, może być akceptowalnym rozwiązaniem w przypadku szybkiego prototypowania przy niewielkiej liczbie egzemplarzy.
Jednak wraz ze wzrostem wielkości produkcji konieczne jest dostosowanie metod wytwarzania. W przypadku serii poniżej 500 sztuk opłacalnym rozwiązaniem są często konstrukcje z elementami łączonymi na wypusty i rowki, wycinane laserowo i spawane ręcznie. Gdy wielkość produkcji przekracza 1 000 sztuk, zmiana projektu na tłoczone elementy w kształcie litery U oraz zastosowanie łączników PEM znacznie obniża koszt robocizny w przeliczeniu na jedną sztukę.
Rozwiązania konstrukcyjne ograniczające ryzyko związane z wyginaniem, spawaniem i tolerancjami
Geometria podstawowa obudowy decyduje o tym, jak łatwo porusza się ona w cięcie laserowe I zginanie etapy. Wybór standardowych rozwiązań konstrukcyjnych pozwala zminimalizować ilość odpadów materiałowych i zmniejszyć ryzyko wystąpienia błędów wymiarowych.
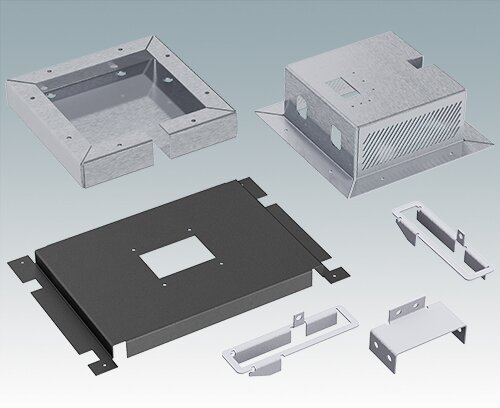
Należy priorytetowo traktować podstawy w kształcie litery U, aby zminimalizować ilość odpadów i czas przezbrajania
Podstawy w kształcie litery U są bardzo powszechne w przemyśle wytwórczym, ponieważ charakteryzują się sztywnością konstrukcyjną i są łatwe w obróbce. Kształt ten, uzyskiwany z pojedynczego płaskiego wykroju poprzez dwa główne zagięcia, wymaga minimalnego czasu przygotowania na prasie krawędziowej.
Rozwiązanie to sprawdza się dobrze w przypadku urządzeń montowanych w szafach rackowych, przemysłowych szaf sterowniczych oraz standardowych urządzeń biurkowych, a jednocześnie pozwala ograniczyć ilość odpadów do minimum.
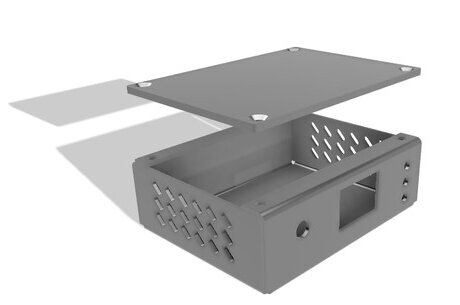
Użyj osłon w kształcie litery L, aby ułatwić dostęp do wnętrza
Panele w kształcie litery L są często stosowane w połączeniu z podstawami w kształcie litery U w celu utworzenia dwuczęściowej obudowy. Taka konfiguracja zapewnia operatorom pełny dostęp do elementów wewnętrznych z dwóch różnych stron podczas końcowego montażu.
Ponieważ wymagają one jedynie jednego zagięcia pod kątem 90 stopni, elementy w kształcie litery L charakteryzują się wysoką dokładnością wymiarową i można je bardzo efektywnie produkować na dużą skalę.
Wprowadzenie połączeń typu „tab-and-slot” w celu wyeliminowania niestandardowych przyrządów spawalniczych
Gdy elementy blaszane wymagają spawania lub trwałego połączenia, konstrukcje typu „wypust-szczelina” ułatwiają automatyczne wyrównanie elementów. Takie rozwiązanie oparte na samoczynnym mocowaniu ogranicza potrzebę stosowania kosztownych, wykonywanych na zamówienie przyrządów spawalniczych.
Ponadto pozwala to zminimalizować błędy ręcznego ustawiania podczas montażu. Jest to skuteczne rozwiązanie konstrukcyjne, które pozwala zachować wąskie tolerancje od pierwszego prototypu aż po pełną produkcję seryjną.
Podział złożonych geometrii w celu poprawy wykorzystania materiału
Pojedynczy, złożony, płaski wzór z wieloma zagięciami zmniejsza całkowitą liczbę oddzielnych elementów, ale zwiększa ryzyko kolizji podczas zaginania na prasie krawędziowej. Jego wycinanie może być również bardzo nieefektywne.
Złożony, jednoczęściowy wzór płaski może spowodować, że 40% blachy zostanie zmarnowane. Podzielenie go na dwie części w kształcie litery L pozwala poprawić wykorzystanie materiału dzięki efektywnemu rozmieszczeniu elementów na stole wycinarki laserowej. Konstrukcje wieloczęściowe opierają się na śrubach i nitach, co może nieznacznie wydłużyć czas montażu, ale niezawodnie obniża całkowity koszt materiału.
Zaprojektuj otwory o zwiększonych wymiarach, aby zniwelować sumę tolerancji
Standardowe tolerancje gięcia blachy wynoszą zazwyczaj od ±0,2 mm do ±0,5 mm, w zależności od grubości materiału. Gdy wiele zgiętych elementów jest łączonych za pomocą śrub, te niewielkie odchylenia wymiarowe sumują się.
Zaprojektowanie nieco większych otworów montażowych lub zastosowanie wycięć szczelinowych w elementach łączonych pozwala zniwelować te odchylenia. Zapobiega to problemom z wyrównaniem na etapie końcowego montażu i ogranicza konieczność poprawek na hali produkcyjnej.
Szczegóły dotyczące projektowania pod kątem produkcji (DFM), które ułatwiają cięcie i gięcie
Przekształcenie modelu 3D w fizyczną część wymaga spłaszczenia geometrii i fizycznego uformowania jej poprzez tłoczenie. Drobne przeoczenia w projekcie CAD często przekładają się na poważne trudności związane z oprzyrządowaniem na hali produkcyjnej. Standaryzacja określonych cech konstrukcyjnych skraca czas przygotowania maszyn i zapobiega powstawaniu wad materiałowych.
Utrzymuj stały promień gięcia, aby wyeliminować opóźnienia związane z przygotowaniem do produkcji
Za każdym razem, gdy promień zgięcia W przypadku zmian w projekcie operatorzy pras krawędziowych muszą zatrzymać maszynę i wymienić osprzęt. W standardowych warunkach fabrycznych pojedyncza wymiana stempla i matrycy zajmuje zazwyczaj od 15 do 30 minut.
Jeśli wykonanie jednej obudowy wymaga zastosowania trzech różnych promieni gięcia, sam czas przestoju maszyny drastycznie podwyższy koszt jednostkowy, zwłaszcza w przypadku zamówień o niewielkiej wielkości. Standardową praktyką przemysłową jest stosowanie jednego promienia gięcia, równego grubości materiału (1T), dla całej części.
Należy upewnić się, że wysokości kołnierzy przekraczają minimalne wartości dopuszczalne dla prasy krawędziowej
Kołnierze muszą być wystarczająco długie, aby podczas procesu gięcia pewnie opierały się na dolnej matrycy w kształcie litery V. Jeśli kołnierz jest zbyt krótki, materiał wsunie się do matrycy, powodując zniekształcenia gięć lub wyraźne ślady po narzędziach.
Sprawdzoną zasadą inżynierską jest projektowanie kołnierzy o długości co najmniej czterokrotności grubości materiału powiększonej o promień gięcia (4T + R). Jeśli krótszy kołnierz jest absolutnie niezbędny, może to wymagać zastosowania niestandardowego oprzyrządowania lub obróbki po gięciu, co powoduje wzrost ceny jednostkowej.
Otwory mocujące poza strefą odkształcenia giętnego
Podczas gięcia blachy materiał ulega rozciągnięciu po zewnętrznej stronie promienia gięcia i ściśnięciu po wewnętrznej stronie. Otwory lub wycięcia umieszczone zbyt blisko linii gięcia ulegają podczas tej deformacji zniekształceniu, przyjmując kształt owalny.
Aby temu zapobiec, zgodnie ze standardową zasadą inżynierską krawędź każdego otworu powinna znajdować się w odległości co najmniej 2,5-krotności grubości materiału plus promień gięcia (2,5T + R) od linii gięcia. Zapewnia to prawidłowe dopasowanie elementów mocujących bez konieczności ręcznego dopracowywania ich na stole montażowym.
Dodaj wygięcia zabezpieczające, aby zapobiec rozdarciu materiału
Podczas gięcia kołnierza, który nie rozciąga się na całej długości krawędzi blachy, materiał w sąsiednich narożnikach ulegnie rozerwaniu z powodu miejscowego naprężenia. Odciążenia giętne to niewielkie wycięcia umieszczone w tych punktach naprężenia, które umożliwiają czyste zagięcie blachy.
Powierzchnie te powinny zazwyczaj być szersze niż grubość materiału i głębsze niż promień gięcia. Pominięcie tego szczegółu często prowadzi do powstawania mikropęknięć, które z czasem zagrażają integralności konstrukcyjnej obudowy.
Należy dostarczać czyste, płaskie wzory, aby zapobiec wstrzymaniu prac inżynieryjnych
Chociaż modele 3D są niezbędne do weryfikacji projektu, w hali produkcyjnej wykorzystuje się płaskie wykroje 2D. Przesyłanie plików zawierających niespołączone linie lub brakujące odliczenia na zagięcia spowalnia programowanie maszyn.
Co ważniejsze, jeśli rysunek płaski zostanie obliczony przy użyciu nieprawidłowego współczynnika K, końcowe wymiary po gięciu będą wykraczać poza tolerancję. Profesjonalni producenci kontraktowi zazwyczaj sygnalizują ten problem i wstrzymują realizację projektu z przyczyn technicznych („Engineering Hold”). Ta ciągła wymiana informacji w celu zweryfikowania prawidłowych wymiarów zazwyczaj powoduje stratę jednego do dwóch dni czasu produkcyjnego.

Zaplanuj sprzęt i dostęp przed montażem
Jakość obudowy zależy od jakości jej końcowego montażu. Wybór niewłaściwych elementów złącznych lub nieuwzględnienie przestrzeni na narzędzia może sprawić, że prosta seria produkcyjna zamieni się w pracochłonne wąskie gardło. Wczesne zaplanowanie integracji elementów złącznych pozwala zapewnić przewidywalny przebieg pracy linii montażowej.
Należy stosować elementy złączne typu PEM, zachowując jednak bezpieczne odległości od krawędzi
Wkręcanie gwintów bezpośrednio w blachę o grubości mniejszej niż 1,5 mm często prowadzi do zerwania gwintu przy standardowych momentach dokręcania. Elementy złączne samogwintujące, takie jak nakrętki i kołki PEM, zapewniają wytrzymałe, wielokrotnego użytku gwinty przenoszące obciążenia.
Jednakże, ponieważ elementy te wymagają dużego nacisku w celu odciągnięcia metalu, umieszczanie ich zbyt blisko krawędzi detalu stanowi częsty błąd w projektowaniu pod kątem produkcji (DFM). Odciągnięty metal będzie się wypychał na zewnątrz, powodując zauważalne wybrzuszenie krawędzi i niedokładność wymiarową. Przed ostatecznym ustaleniem rozmieszczenia otworów należy zawsze sprawdzić minimalną odległość od osi do krawędzi określoną przez producenta.
Zastosuj ślepe podkładki dystansowe, aby uzyskać estetyczną i szczelną powierzchnię zewnętrzną
Gdy elementy wewnętrzne wymagają punktów mocowania, a zewnętrzna powierzchnia obudowy musi pozostać wizualnie równa z powierzchnią, zazwyczaj stosuje się ślepe podkładki dystansowe. Są one wciskane w wewnętrzną powierzchnię metalu bez przebijania powierzchni zewnętrznej.
Takie rozwiązanie zapewnia elegancki i profesjonalny wygląd zewnętrzny. Ponieważ nie ma otworu przelotowego, eliminuje to również potencjalne miejsca przedostawania się kurzu lub wilgoci, co stanowi ogromną zaletę przy osiąganiu określonych stopni ochrony IP.
Sprawdź, czy jest wystarczająca przestrzeń dla zautomatyzowanych narzędzi montażowych
Nawet jeśli element złączny idealnie pasuje do zespołu CAD, technicy muszą mieć do niego fizyczny dostęp na stole warsztatowym. Umieszczanie elementów złącznych w ciasnych narożnikach wewnętrznych wymusza stosowanie ręcznych narzędzi, co w wymierny sposób wydłuża czas pracy.
Należy zawsze zapewnić odpowiednią przestrzeń w pionie i w poziomie dla standardowych pneumatycznych nitownic lub akumulatorowych wkrętaków dynamometrycznych. Zaprojektowanie konstrukcji z uwzględnieniem dostępu dla narzędzi automatycznych ma kluczowe znaczenie przy przejściu od produkcji prototypowej do produkcji seryjnej.
Należy odizolować punkty montażowe na płytce drukowanej, aby zapobiec rozdarciu pól lutowniczych
Płytki drukowane charakteryzują się wysoką sztywnością. Podczas transportu lub testów upadkowych duże blachy ulegają niewielkim odkształceniom i odbijają się.
Jeśli płytka drukowana jest sztywno zamontowana na dużej, niewzmocnionej powierzchni blachy, ta siła odbicia zostanie przeniesiona bezpośrednio na płytkę, co często powoduje oderwanie pól lutowniczych od elementów montowanych powierzchniowo. Aby temu zapobiec, należy stosować specjalne wsporniki wewnętrzne lub umieścić podkładki dystansowe płytki drukowanej w pobliżu narożników konstrukcyjnych, gdzie blacha jest najsztywniejsza.
Zaprojektowanie specjalnych punktów mocowania do prowadzenia kabli
Luźne kable wewnętrzne są narażone na przygniecenie podczas ostatecznego zamocowania pokrywy obudowy. Zamiast polegać na samoprzylepnych uchwytach do opasek kablowych — które często zawodzą z powodu cykli termicznych i upływu czasu — należy zaprojektować trwałe rozwiązania bezpośrednio w blachie.
Wytłoczone pętle lub specjalne mostki mocujące z blachy zapewniają stałą trasę prowadzenia przewodów. Dzięki temu wiązki przewodów są bezpiecznie oddalone od ostrych krawędzi, ruchomych części lub elementów generujących ciepło przez cały okres eksploatacji sprzętu.
Uwzględnienie wymagań dotyczących regulacji temperatury, uszczelnienia, ekranowania elektromagnetycznego oraz wykończenia
Zaawansowana konstrukcja obudowy wykracza poza podstawową geometrię. Gdy sprzęt jest wykorzystywany w terenie, musi zapewniać odprowadzanie ciepła z wnętrza, blokować zakłócenia elektromagnetyczne oraz wytrzymywać działanie czynników środowiskowych. Niez uwzględnienie tych fizycznych uwarunkowań w projekcie często wymaga kosztownych modyfikacji po wprowadzeniu produktu na rynek.
Wykorzystaj żaluzje kierunkowe i podkładki dystansowe do pasywnej regulacji temperatury
Wysokowydajne elementy wewnętrzne wytwarzają ciepło, które musi zostać odprowadzone, aby zapobiec awarii sprzętu. Zamiast polegać na zwykłych otworach wycinanych, ukierunkowane żaluzje są często wykorzystywane do kierowania naturalnymi prądami konwekcyjnymi i zasysania chłodniejszego powietrza z dna obudowy.
W panelach pionowych należy zawsze ustawiać żaluzje z wytłoczonym wzorem skierowane w dół. Pozwala to na ucieczkę gorącego powietrza, a jednocześnie stanowi fizyczną osłonę przed opadającym pyłem i przedostawaniem się płynów, co pomaga zachować podstawowe stopnie ochrony IP. Gdy nie ma możliwości zastosowania aktywnych wentylatorów chłodzących, zamontowanie elementów generujących ciepło bezpośrednio na obudowie za pomocą podkładek termoprzewodzących pozwala na skuteczne odprowadzanie ciepła na dużej powierzchni metalowej.
Regulacja stopnia ściśnięcia uszczelki w celu zapewnienia niezawodnych stopni ochrony IP
Osiągnięcie stopnia ochrony IP65 lub wyższego wymaga zastosowania uszczelnień ciągłych, zazwyczaj wykonanych z gumy, silikonu lub uszczelek formowanych na miejscu. Jednak samo wciśnięcie płaskiej uszczelki między dwa panele blaszane często powoduje, że z upływem czasu materiał ten ulega przemieszczeniu.
Aby zapobiec nadmiernemu ściśnięciu, należy zaprojektować zagiętą krawędź blachy lub zastosować element dystansowy o określonej wysokości, który pełni rolę fizycznego ogranicznika. Zapewnia to ściśnięcie uszczelki wyłącznie zgodnie ze specyfikacją producenta — zazwyczaj w zakresie od 20% do 30% — co pozwala zachować wodoszczelność bez powodowania uszkodzeń gumy.
Projektowanie zakładkowych połączeń i maskowania w celu ekranowania przed zakłóceniami elektromagnetycznymi (EMI)
Urządzenia elektroniczne często muszą przejść rygorystyczne testy pod kątem zakłóceń elektromagnetycznych (EMI) lub zakłóceń radiowych (RFI). Częstym błędem projektowym jest nałożenie nieprzewodzącej powłoki proszkowej na całą obudowę, co powoduje przerwanie ciągłości elektrycznej między współpracującymi elementami.
Aby stworzyć skuteczną klatkę Faradaya, należy zaprojektować nakładające się szwy i zaznaczyć na rysunku produkcyjnym wyraźne obszary maskowania. Obszary maskowania powinny być proste i o prostych kształtach. Nakładanie taśmy maskującej odpornej na wysokie temperatury jest procesem ręcznym; skomplikowane kształty obszarów maskowania znacznie spowalniają pracę linii wykończeniowej i zwiększają koszty pracy.
Ograniczyć spawanie ciągłe, aby zapobiec odkształceniom termicznym
Zastosowanie spoin ciągłych wzdłuż każdego połączenia znacznie zwiększa wytrzymałość konstrukcyjną, ale powoduje również znaczne nagromadzenie ciepła w elemencie. W przypadku cienkich blach (poniżej 2 mm) to skoncentrowane ciepło powoduje poważne wypaczenia i odkształcenia wymiarowe, które trudno jest skorygować.
Prostowanie cienkiego metalu odkształconego pod wpływem ciepła wymaga ręcznego młotkowania lub prostowania płomieniowego, co wiąże się z niemożliwymi do skalowania kosztami pracy i pozostawia widoczne wady powierzchniowe. O ile nie jest wymagane hermetyczne uszczelnienie w celu uzyskania stopnia ochrony IP, zazwyczaj wystarcza spawanie ściegowe (spawanie przerywane) lub zgrzewanie punktowe. Metody te ograniczają doprowadzanie ciepła i pozwalają utrzymać koszty produkcji pod kontrolą.
Dopasuj wykończenia powierzchni do wymagań dotyczących materiału i tolerancji
Wykończenia powierzchniowe chronią metal, ale jednocześnie zmieniają ostateczne wymiary fizyczne elementu. Malowanie proszkowe zazwyczaj zwiększa grubość każdej powierzchni o 0,05 mm do 0,15 mm, co może powodować poważne problemy z tolerancjami, jeśli wewnętrzne prześwity lub szyny ślizgowe są ciasne.
Na rysunku technicznym należy zawsze wyraźnie zaznaczyć wymiary krytyczne jako „po powlekaniu” lub „po malowaniu”. W przypadku stali walcowanej na zimno konieczne jest nałożenie powłoki proszkowej lub cynkowanie, aby zapobiec rdzewieniu. Obudowy aluminiowe są często anodowane, co powoduje utwardzenie powierzchni bez znacznego zwiększania jej grubości.
Wnioski
Skuteczne projektowanie obudów z blachy to nie tylko umieszczenie elementów wewnątrz obudowy; chodzi o to, by obudowa ta nadawała się do produkcji, była powtarzalna i opłacalna. Dzięki wczesnemu zastosowaniu tych zasad DFM inżynierowie mogą zmniejszyć ilość odpadów powstających na prasie krawędziowej, wyeliminować ręczne wąskie gardła podczas montażu oraz obniżyć ostateczną cenę jednostkową.
Jeśli finalizujesz projekt obudowy i potrzebujesz oceny pod kątem możliwości produkcyjnych, nasz zespół inżynierów w firmie Shengen możemy pomóc. Dzięki ponad 10-letniemu doświadczeniu w obróbce blach wspieramy projekty na każdym etapie – od szybkiego prototypowania aż po produkcję seryjną. Zapewniamy płynne przejście Państwa elementów z projektu CAD na halę produkcyjną, gwarantując niezawodną jakość i wydajne terminy realizacji.
Często zadawane pytania
Jaki materiał blaszany najlepiej nadaje się do obudów przeznaczonych do użytku na zewnątrz?
W przypadku zastosowań na zewnątrz lub w środowiskach korozyjnych standardowym wyborem jest aluminium 5052 lub stal nierdzewna 304/316. Aluminium jest lżejsze, łatwiejsze w obróbce i z natury odporne na korozję. Stal nierdzewna zapewnia wyższą wytrzymałość na uderzenia i sztywność w trudnych warunkach przemysłowych, ale jest trudniejsza w cięciu i gięciu, co zwiększa koszty produkcji.
Jaka powinna być grubość blachy w przypadku standardowej obudowy przemysłowej?
W większości standardowych obudów przemysłowych i komercyjnych stosuje się materiał o grubości od 1,2 mm do 2,0 mm (od 18 gauge do 14 gauge). Ten zakres grubości zapewnia bardzo praktyczną równowagę. Gwarantuje on wystarczającą sztywność konstrukcyjną, aby chronić elementy wewnętrzne, a jednocześnie jest na tyle cienki, że można go z łatwością obrabiać na standardowych wycinarkach laserowych i prasach krawędziowych.
Dlaczego otwory montażowe na moim płaskim wykroju rozciągają się po zgięciu?
Otwory są prawdopodobnie umieszczone zbyt blisko linii gięcia i znajdują się w strefie odkształcenia. Podczas gięcia metalu materiał rozciąga się na zewnętrznym promieniu. Aby zapobiec zniekształceniu otworów, należy upewnić się, że krawędź każdego otworu znajduje się w odległości co najmniej 2,5-krotności grubości materiału plus promień gięcia od linii gięcia.
Przy jakiej wielkości produkcji warto przejść z cięcia laserowego na obróbkę matrycową (tłoczenie)?
W przypadku wielkości produkcji poniżej 5 000 sztuk cięcie laserowe i prasy krawędziowe CNC pozostają najbardziej opłacalnym rozwiązaniem ze względu na brak kosztów oprzyrządowania. Gdy roczna wielkość produkcji przekracza 10 000 sztuk, sensowne staje się zainwestowanie w niestandardowe matryce do tłoczenia blach. Radykalne skrócenie czasu cyklu na sztukę przy takiej skali produkcji z łatwością rekompensuje początkową inwestycję w oprzyrządowanie.
Hej, jestem Kevin Lee

Przez ostatnie 10 lat byłem zanurzony w różnych formach produkcji blach, dzieląc się tutaj fajnymi spostrzeżeniami z moich doświadczeń w różnych warsztatach.
Skontaktuj się z nami
Kevin Lee
Mam ponad dziesięcioletnie doświadczenie zawodowe w produkcji blach, specjalizując się w cięciu laserowym, gięciu, spawaniu i technikach obróbki powierzchni. Jako dyrektor techniczny w Shengen, jestem zaangażowany w rozwiązywanie złożonych wyzwań produkcyjnych i napędzanie innowacji i jakości w każdym projekcie.
Powiązane zasoby


Stal ocynkowana elektrolitycznie: Przewodnik po obróbce i doborze

