I giunti in lamiera sono tecniche specializzate utilizzate per collegare due o più pezzi di lamiera in assemblaggi strutturali. La scelta privilegia lo spessore del materiale, il carico meccanico e i costi di produzione. I metodi standard vanno dalla saldatura termica permanente e dai dispositivi di fissaggio meccanici (rivetti, bulloni) alle configurazioni ad incastro come cuciture e pieghe.
Oltre alla resistenza, queste scelte determinano la distorsione della saldatura, la velocità di assemblaggio, la complessità delle attrezzature, la manodopera per la finitura e il potenziale per la produzione automatizzata. Questo articolo analizza la geometria dei giunti e i metodi di giunzione per aiutare i team di progettazione a controllare i costi e garantire una qualità costante dal prototipo alla produzione di massa.
Scelta della giusta geometria dei giunti in lamiera
La configurazione fisica di un giunto determina la distribuzione del carico tra le parti. Inoltre, determina la sequenza di assemblaggio e il tipo di fissaggio necessario in officina.
Giunti di testa
I giunti di testa allineano due bordi di lamiera sullo stesso piano. Questa configurazione è ideale per i pezzi che richiedono una superficie piana e continua e una sigillatura a tenuta di fluidi, come serbatoi o pannelli.
Tuttavia, le giunzioni di testa offrono una superficie limitata per la saldatura e sono molto sensibili alla precisione di montaggio. Variazioni nelle tolleranze di taglio possono portare a vuoti difficili da colmare (in genere i vuoti devono essere mantenuti al di sotto di 10% di spessore del materiale). Spesso richiedono un taglio laser preciso prima dell'assemblaggio per mantenere la coerenza della produzione.

Giunti angolari
I giunti d'angolo collegano due lamiere ad angolo, di solito a 90 gradi, formando una forma a L. Sono l'approccio standard per la costruzione di involucri di macchine, scatole elettriche e telai di protezione. Sono l'approccio standard per la costruzione di involucri di macchine, scatole elettriche e telai di protezione.
Il design di solito lascia uno spigolo esposto, il che richiede una rettifica manuale se è necessaria una finitura estetica. Per i pannelli esterni, gli ingegneri di produzione spesso preferiscono configurazioni ad angolo chiuso per ridurre i tempi dei processi di finitura secondaria e per migliorare la schermatura EMI.

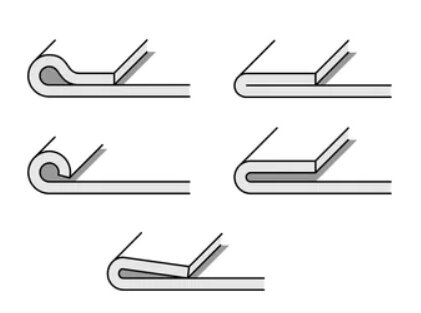
Giunti di bordo
Le giunzioni perimetrali prevedono l'accostamento di due bordi di lamiera paralleli. Questo tipo di giunzione è generalmente utilizzato per il rinforzo o per fornire una sezione più spessa e sicura lungo il perimetro di un pezzo manipolato.
Sebbene aumenti la rigidità locale, è meno efficace nel sopportare carichi pesanti rispetto ad altre configurazioni. Nella produzione, i giunti perimetrali sono utilizzati principalmente per flange non strutturali, bordi di sicurezza o canali di instradamento interni.

Giunti a T
Le giunzioni a T collegano il bordo di una lastra alla superficie piana di un'altra, formando una forma a T. Poiché la connessione è applicata lungo l'intersezione, garantisce un'elevata rigidità e viene utilizzata principalmente per supporti strutturali interni, nervature e staffe di montaggio.
La gestione dell'apporto di calore è la sfida principale di questa geometria. La saldatura di una lastra di spessore sottile (ad esempio, inferiore a 1,5 mm) direttamente su una superficie piana causa spesso distorsioni termiche o bruciature visive sul lato cosmetico opposto, richiedendo un attento controllo dei parametri o tecniche di saldatura saltata.

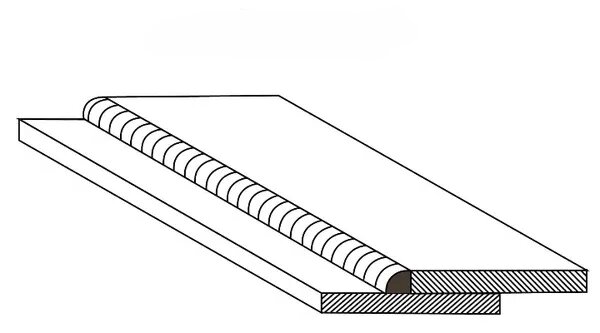
Giunti del giro
Le giunzioni a labbro si sovrappongono alle superfici di due fogli, offrendo un'ampia area di contatto. Questo design rende il giunto altamente tollerante a leggere variazioni nelle dimensioni del pezzo e nelle tolleranze di taglio.
I giunti a sovrapposizione hanno prestazioni eccezionali sotto sforzo di taglio e sono la geometria richiesta per la saldatura a punti a resistenza e l'incollaggio. I progettisti devono tenere presente che la sovrapposizione aggiunge un piccolo gradino nel profilo della superficie e aumenta il peso del materiale, che deve essere considerato nel modello CAD iniziale.
Selezione del giusto metodo di giunzione della lamiera
Il metodo utilizzato per collegare i giunti influisce sulla resa strutturale e sulla scalabilità della produzione. Determina inoltre l'entità della finitura post-processo necessaria.
Saldatura TIG e MIG
La saldatura TIG offre un controllo preciso sull'apporto di calore, rendendola adatta all'acciaio inossidabile e all'alluminio di spessore ridotto, dove l'aspetto estetico è prioritario. La saldatura MIG opera a velocità più elevate con tassi di deposito più alti, il che diventa più conveniente in termini di volume per materiali più spessi come l'acciaio al carbonio strutturale.
Entrambi i metodi introducono calore concentrato nel metallo. Questo stress termico provoca deformazioni, che richiedono dispositivi di serraggio dedicati per mantenere la precisione dimensionale e, spesso, la rettifica post-saldatura per lisciare le giunzioni.
Saldatura a punti
Resistenza saldatura a punti è un processo rapido e altamente ripetibile per unire lamiere sovrapposte. Si basa sulla pressione localizzata e sulla corrente elettrica, introducendo nel materiale circostante una quantità di calore notevolmente inferiore rispetto alla saldatura ad arco.
Questo metodo funziona bene per la produzione di massa e le linee di assemblaggio automatizzate. Tuttavia, richiede specifiche larghezze minime delle flange per accogliere le punte di saldatura. Inoltre, è generalmente limitato a materiali relativamente sottili (in genere fino a 3 mm) e deve essere eseguito su superfici nude e non verniciate.
Rivettatura e dispositivi di fissaggio PEM
Metodi di fissaggio meccanicoCome i rivetti ciechi e la ferramenta a pressione (PEM), forniscono giunzioni affidabili senza alcuna distorsione termica. Trattandosi di processi di formatura a freddo, non alterano le proprietà strutturali del materiale né danneggiano i rivestimenti protettivi preapplicati, come la zincatura.
Se da un lato i dispositivi di fissaggio meccanici aggiungono costi diretti alla distinta base (BOM) per unità, dall'altro spesso riducono i tempi complessivi di assemblaggio. Inoltre, consentono di unire in modo affidabile metalli dissimili (come l'alluminio e l'acciaio) senza problemi di corrosione galvanica, a condizione che venga specificato il materiale di fissaggio corretto.
Collante adesivo
Gli adesivi strutturali industriali distribuiscono le sollecitazioni in modo uniforme sull'intera area di giunzione, evitando i punti di concentrazione delle sollecitazioni localizzate creati da saldature a punti o rivetti. Gli adesivi sono molto efficaci per unire materiali dissimili e smorzare le vibrazioni continue in ambienti dinamici.
Per essere efficaci, gli adesivi necessitano di una configurazione del giunto a giro per massimizzare il contatto con la superficie. Sebbene i tempi di polimerizzazione e la rigorosa preparazione della superficie debbano essere tenuti in considerazione nel ciclo di produzione, l'incollaggio è sempre più utilizzato per le strutture leggere in alluminio e per ottenere una finitura esterna pulita senza la necessità di una rettifica post-saldatura.
Prevenzione dei guasti in produzione
Nella produzione di lamiere, un giunto che sembra perfetto in un ambiente CAD 3D può fallire in officina. L'identificazione precoce di questi rischi consente ai team di progettazione di modificare il progetto del giunto prima di impegnarsi in costose attrezzature o in produzioni su larga scala.
Distorsione della saldatura
L'apporto di calore della saldatura TIG e MIG provoca un'espansione e una contrazione localizzate, creando una zona termicamente alterata (ZTA). Nel caso di lamiere di spessore ridotto (in genere inferiore a 3 mm), questo stress termico provoca spesso deformazioni, incurvamenti o deformazioni dell'intero pannello.
Per attenuare la distorsione, i produttori devono utilizzare attrezzature di serraggio pesanti, dissipatori di calore o implementare sequenze di saldatura saltate. Questi interventi richiedono manodopera altamente specializzata e non aggiungono alcun valore funzionale al pezzo. La riprogettazione dell'assemblaggio con l'uso di dispositivi di fissaggio meccanici o di saldatura a punti è spesso il modo più economico per eliminare le gravi deformazioni termiche.
Cricche da fatica
In ambienti soggetti a vibrazioni continue o a carichi ciclici, come gli involucri delle apparecchiature industriali o le staffe automobilistiche, i giunti rigidi possono diventare punti di rottura. Gli angoli interni affilati e i cordoni di saldatura rigidi e continui agiscono spesso come concentratori di stress, provocando nel tempo microfratture.
Per evitare guasti da fatica, gli ingegneri di solito evitano i giunti di testa nelle aree ad alta sollecitazione. L'utilizzo di giunzioni a sovrapposizione combinate con adesivi strutturali, o l'integrazione di raggi di curvatura più ampi, aiuta a distribuire il carico fisico su una superficie più ampia, migliorando significativamente la durata del giunto senza aggiungere spessore al materiale.
Corrosione galvanica
Quando metalli dissimili, come l'alluminio e l'acciaio al carbonio, vengono uniti in presenza di un elettrolita (come l'umidità), si verifica una reazione elettrochimica. Questa provoca la rapida corrosione del metallo più anodico, degradando l'integrità strutturale del giunto.
Per prevenire la corrosione galvanica è necessario un isolamento fisico tra i due materiali. In produzione, questo si ottiene applicando rivestimenti dielettrici, usando rondelle di plastica inerte o utilizzando giunti di transizione specializzati. Per le applicazioni esterne o marine, la scelta più sicura è quella di specificare i materiali corrispondenti fin dalla distinta base.
Precisione di montaggio
L'accumulo di tolleranze è una realtà inevitabile nella formatura delle lamiere. Lievi variazioni da taglio laser (±0,1 mm) e piegatura con pressa piegatrice (da ±0,2 mm a ±0,5 mm) significa che i bordi di giunzione potrebbero non allinearsi perfettamente sul banco di montaggio.
Le geometrie dei giunti, come i giunti di testa stretti, non perdonano e mettono in evidenza qualsiasi discrepanza dimensionale. La progettazione di giunzioni a giro o l'integrazione di fori di montaggio asolati offre un margine fisico di errore, consentendo agli operatori di regolare e allineare accuratamente i componenti prima della saldatura o del fissaggio finale.

Progettazione di giunti in lamiera per la produzione
Il Design for Manufacturability (DFM) consiste nell'anticipare il processo di assemblaggio. Un giunto ben progettato riduce il ricorso a manodopera altamente specializzata, minimizza la necessità di complessi dispositivi personalizzati e standardizza il ciclo di produzione.
Accesso alla saldatura
A volte gli ingegneri progettano cordoni di saldatura in profondità all'interno di canali a U, angoli acuti o strutture scatolari chiuse. Se la torcia di saldatura o la pistola per la saldatura a punti non possono fisicamente raggiungere il giunto con l'angolo corretto, il produttore non può eseguire la saldatura in modo corretto, causando una debole penetrazione o una porosità.
Una regola standard della DFM è quella di mantenere una linea visiva chiara e un adeguato spazio per gli utensili (di solito un angolo minimo di 45 gradi per la torcia) intorno a ogni giunzione. Se l'accesso è limitato, il giunto deve essere riposizionato all'esterno dell'assemblaggio, oppure il metodo di giunzione deve essere cambiato con rivetti ciechi che richiedono solo un accesso su un solo lato.
Posizionamento di linguette e scanalature
Affidarsi esclusivamente a maschere e morsetti esterni per tenere insieme i pezzi prima della saldatura è costoso e rallenta la linea. L'integrazione di linguette sul bordo di una lastra e di scanalature corrispondenti sulla parte corrispondente crea un giunto autobloccante.
Questa tecnica Poka-Yoke (a prova di errore) garantisce che i pezzi possano combaciare solo con un orientamento specifico. Può ridurre i tempi di impostazione delle attrezzature fino a 50%, consentendo agli operatori di livello base di saldare assiemi complessi con elevata precisione senza affidarsi alla misurazione manuale.
Ripetibilità dell'assemblaggio
Nella produzione di massa, affidarsi alla misurazione manuale per posizionare i giunti porta a dimensioni incoerenti da unità a unità. Anche piccole variazioni nel posizionamento dei giunti possono causare problemi a valle, come il mancato allineamento dei fori di montaggio con i PCB interni o l'hardware di accoppiamento.
Per garantire la ripetibilità, progettate arresti meccanici rigidi, tacche di allineamento o flange di interconnessione direttamente nel modello piatto di lamiera. Questa geometria incorporata assicura che, sia che un operatore umano o un sistema automatizzato assembli i pezzi, il posizionamento sia sempre identico.
Layout a misura di robot
La transizione dall'assemblaggio manuale alla saldatura automatizzata o alla saldatura a punti robotizzata richiede percorsi di giunzione prevedibili e lineari. I robot devono fare i conti con manovre 3D complesse, angoli interni stretti e dimensioni inconsistenti dei giunti.
Per rendere un progetto robot-friendly, è necessario standardizzare i tipi di giunzione in tutto l'assemblaggio e mantenere i cordoni di saldatura il più possibile diritti e accessibili dall'esterno. Riducendo al minimo il numero di volte in cui un pezzo deve essere riposizionato o capovolto, si riducono i tempi di programmazione e si rende l'integrazione robotica molto conveniente per i grandi volumi.
Riduzione dei costi di produzione e finitura
Per i responsabili degli acquisti e dei progetti, la progettazione delle giunzioni è uno dei fattori principali del prezzo finale del pezzo. L'ottimizzazione dei giunti in fase CAD è il modo più efficace per eliminare i costi nascosti dal processo di produzione.
Riduzione della macinazione
La smerigliatura e la lucidatura post-saldatura sono processi altamente manuali che richiedono molto tempo. Quando viene specificata una saldatura estetica su un angolo esposto, gli operatori devono smerigliare accuratamente il cordone e sfumare la finitura in modo che corrisponda alla lamiera grezza. Una saldatura estetica completamente sfumata e lucidata può costare da 3 a 5 volte di più in termini di manodopera rispetto a un giunto nascosto.
Per ridurre questa spesa, i team di ingegneri dovrebbero progettare involucri che nascondano le giunzioni sulle superfici interne o rivolte verso il retro. Quando le giunzioni estetiche sono inevitabili, il passaggio ad angoli chiusi o l'utilizzo di adesivi strutturali possono eliminare completamente la necessità di una rettifica secondaria, mantenendo i costi di manodopera prevedibili.
Complessità dell'attrezzatura
La saldatura di precisione richiede maschere e attrezzature personalizzate per tenere i pezzi in modo sicuro e prevenire la distorsione termica. Più complessa è la configurazione del giunto, più intricato e costoso deve essere il sistema di fissaggio. Questo fa lievitare i costi di progettazione non ricorrenti (NRE) prima ancora che venga prodotto un singolo pezzo.
La progettazione di giunti autolocanti, come i meccanismi a linguetta e scanalatura, riduce drasticamente la necessità di ricorrere a utensili pesanti. Costruendo l'allineamento direttamente nel modello piatto della lamiera, si eliminano i costosi dispositivi personalizzati e si consente alla fabbrica di utilizzare le impostazioni di serraggio standard, disponibili sul mercato.
Tempo di montaggio
Il tempo necessario per posizionare, bloccare e unire due pezzi di metallo determina la produttività dell'intera linea di produzione. La saldatura TIG o MIG continua richiede manodopera specializzata e tempi significativi per la preparazione, l'esecuzione e il raffreddamento.
Se il giunto non è sottoposto a carichi strutturali pesanti, la sostituzione delle saldature continue con la saldatura a punti o la ferramenta PEM accelera notevolmente la linea. I metodi di fissaggio a freddo richiedono pochi secondi per ogni giunto e nessun tempo di raffreddamento, riducendo il costo della manodopera per unità e accelerando il programma di produzione complessivo.
Compatibilità con l'automazione
Per passare dalla produzione pilota alla produzione di massa di un prodotto è necessario passare dall'assemblaggio manuale alla saldatura automatizzata o robotizzata. Tuttavia, i robot richiedono percorsi rettilinei altamente prevedibili e non sono in grado di superare facilmente gli angoli interni più stretti o di compensare le dimensioni inconsistenti degli spazi.
Per rendere un progetto economicamente vantaggioso in caso di volumi elevati, è necessario standardizzare le geometrie dei giunti per l'intero prodotto. Mantenere i giunti accessibili dall'esterno e standardizzare le larghezze delle flange saldate a punti riduce al minimo i tempi di programmazione robotica e rende l'automazione un'opzione economicamente vantaggiosa per il produttore.
Selezione dei giunti per applicazioni reali
La scelta di un giunto è raramente legata alla ricerca di una soluzione universale. È necessario adattare la geometria e il metodo di giunzione alle specifiche sfide fisiche e ai gradi di materiale che il pezzo dovrà affrontare nel suo ambiente operativo.
Involucri a spessore ridotto
Telaio elettronico, rack per servere le scatole di controllo sono in genere realizzate in lamiera sottile (ad esempio, acciaio zincato da 0,8 mm a 1,5 mm o Q235) per ridurre il peso e il costo del materiale. Il problema principale della produzione è che i materiali sottili si bruciano o si deformano violentemente sotto il calore concentrato.
Per queste applicazioni, la saldatura ad arco continuo deve essere ridotta al minimo. Le soluzioni standard sono costituite da giunzioni a sovrapposizione combinate con saldatura a resistenza a punti o rivetti ciechi. Esse forniscono una resistenza adeguata per le custodie statiche, mantenendo il metallo freddo e strutturalmente solido.
Gruppi ad alta vibrazione
I componenti utilizzati nei macchinari industriali, nelle staffe automobilistiche o nei supporti HVAC sono sottoposti a continui carichi dinamici. In questi ambienti, le saldature rigide e continue diventano spesso concentratori di tensioni che finiscono per provocare cricche da fatica.
Per gestire le vibrazioni, il giunto deve distribuire le sollecitazioni su un'area più ampia. L'utilizzo di giunti a sovrapposizione con adesivi strutturali industriali, spesso combinati con dispositivi di fissaggio meccanici, fornisce un effetto di smorzamento. Questo approccio di giunzione ibrido assorbe le sollecitazioni cicliche molto meglio di una normale saldatura di testa.
Parti cosmetiche in acciaio inox
Le apparecchiature per la lavorazione degli alimenti, i dispositivi medici e gli elettrodomestici di fascia alta richiedono spesso acciaio inossidabile (in genere 304 o 316L) con superfici impeccabili e igieniche. La sfida consiste nell'eliminare le fessure, le cuciture sovrapposte o le teste dei dispositivi di fissaggio esposte, dove potrebbero accumularsi sporcizia e batteri.
In queste applicazioni rigorose, sono necessarie giunzioni di testa saldate a TIG o giunzioni angolari completamente chiuse. Sebbene questo comporti un aumento dei costi di produzione a causa delle necessarie operazioni di controspurgo (per evitare l'ossidazione), rettifica e lucidatura, è l'unico modo per ottenere una finitura sanitaria e senza giunzioni.
Strutture leggere in alluminio
I componenti aerospaziali e gli alloggiamenti delle batterie dei veicoli elettrici (EV) si affidano in larga misura all'alluminio (come i gradi 5052 o 6061) per ridurre il peso. Tuttavia, l'alluminio è altamente conduttivo, dissipa rapidamente il calore e, cosa fondamentale, perde la sua tempra strutturale (resistenza) nella zona termicamente alterata quando viene saldato.
Per preservare le proprietà meccaniche del materiale, i produttori spesso evitano completamente la giunzione termica per le parti strutturali in alluminio. Il fissaggio meccanico con rivetti per impieghi gravosi o rivetti autoperforanti (SPR), abbinati ad adesivi di tipo aerospaziale, è il metodo preferito per mantenere l'integrità del materiale e la stabilità dimensionale.
Conclusione
La progettazione dei giunti in lamiera non riguarda solo la resistenza. È una parte fondamentale del modo in cui si realizza il prodotto. La scelta delle forme dei giunti e dei metodi di giunzione è molto importante. Queste scelte influenzano le possibilità di errori di produzione. Cambiano anche la quantità di lavoro manuale necessario. Infine, determinano il costo finale di ogni pezzo.
È necessario pensare alla facilità di produzione fin dalle prime fasi del processo di progettazione. Ad esempio, è possibile aggiungere linguette che si allineano da sole. Si può anche usare meno calore su un metallo sottile. È inoltre necessario lasciare spazio agli strumenti per raggiungere le giunzioni. Queste prime fasi aiutano il team a passare senza problemi dai test alla produzione completa.
Gli ingegneri di Shengen sanno esattamente come funziona la fabbrica. Il nostro team ha oltre 10 anni di esperienza nella realizzazione di modelli di prova veloci e nella costruzione di parti in lamiera. Potete inviare i file del vostro progetto al nostro team oggi stesso.. Li controlleremo per assicurarci che siano facili da costruire.
Domande frequenti
Qual è il giunto di lamiera più resistente per le parti strutturali?
Le giunzioni di testa saldate e le giunzioni di testa ben progettate sono di solito le opzioni più robuste per le parti strutturali. La resistenza dipende comunque dalla direzione del carico, dallo spessore del materiale e dalla qualità della saldatura. Nel caso di lamiere sottili, si ricorre spesso alla saldatura a punti e ai rivetti, che riducono la distorsione pur mantenendo una resistenza sufficiente per la maggior parte delle applicazioni.
Qual è il giunto di lamiera migliore per la produzione di massa?
Le giunzioni a sovrapposizione con saldatura a punti sono la scelta più comune nella produzione di massa. Sono facili da allineare, veloci da saldare e funzionano bene con l'automazione. Questa combinazione è ampiamente utilizzata nella produzione di automobili e di elettrodomestici perché offre una qualità stabile e tempi di ciclo ridotti.
Come ridurre la distorsione nei giunti di lamiera saldati?
Ridurre l'apporto di calore e controllare la sequenza di saldatura. Utilizzare attrezzature adeguate per tenere saldamente i pezzi. Anche la saldatura a punti o la saldatura laser possono contribuire a ridurre la distorsione. Una buona progettazione del giunto è di solito più importante della correzione della distorsione dopo la saldatura.
Quali sono le cause di rottura dei giunti in lamiera?
Le cause principali sono le cricche da saldatura, le sollecitazioni a fatica, l'accoppiamento scorretto e la corrosione tra metalli diversi. Le lamiere sottili sono più sensibili alla concentrazione delle sollecitazioni, soprattutto in prossimità delle aree di saldatura. La maggior parte dei guasti deriva da una progettazione inadeguata o da una scelta sbagliata del processo.
Quando è opportuno scegliere il fissaggio meccanico invece della saldatura?
Utilizzare il fissaggio meccanico quando è necessario evitare il calore o quando i pezzi hanno dei rivestimenti. È inoltre più indicato in caso di disassemblaggio, materiali misti o quando la consistenza è più importante dell'aspetto. In questi casi, i rivetti e i dispositivi di fissaggio PEM sono una scelta comune.
Ciao, sono Kevin Lee

Negli ultimi 10 anni mi sono immerso in varie forme di lavorazione della lamiera, condividendo qui le mie esperienze in diverse officine.
Contattate
Kevin Lee
Ho oltre dieci anni di esperienza professionale nella fabbricazione di lamiere, con specializzazione nel taglio laser, nella piegatura, nella saldatura e nelle tecniche di trattamento delle superfici. In qualità di direttore tecnico di Shengen, mi impegno a risolvere sfide produttive complesse e a promuovere innovazione e qualità in ogni progetto.
Risorsa correlata

Acciaio elettrozincato: guida alla lavorazione e alla scelta

Punzonatura e taglio laser: Costi, velocità e compromessi DFM

Lavorazione del filetto: Cosa determina il costo e la qualità dei pezzi
