Stick welding stainless steel can work well, but only when the process fits the job. The challenge is not starting the arc. The challenge is getting a usable result without too much discoloration, distortion, or cleanup.
That is why stainless stick welding should not be judged solely by fusion. A weld can hold and still create problems in fit, finish, or corrosion resistance if the process is not controlled early.
In the right situations, stick welding is still a practical option. It works well for repair work, field jobs, and heavier stainless parts where portability and simple equipment matter. On thin, visible, or distortion-sensitive parts, the same process becomes much less forgiving.

What Is Stick Welding Stainless Steel?
Stick welding stainless steel means using the SMAW process to join stainless parts with a flux-coated electrode. The process is widely used and easy to recognize, but stainless steel is usually less forgiving than mild steel. Small control mistakes often show up quickly in the weld bead, the surface condition, and the way the part reacts to heat.
A sound stainless weld is not judged only by whether the joint stays together. Good results also depend on bead shape, surface appearance, distortion control, and the amount of cleanup or rework needed after welding. In production, these details matter because they affect both part quality and the next step of the job.
Many stainless welding problems start before the weld looks clearly defective. Once heat control or arc control begins to slip, the bead becomes less stable, cleanup increases, and part movement becomes harder to manage. That is why early control matters so much. A short arc, steady travel speed, and controlled weld length usually do more to protect the final result than trying to fix the weld after the joint has already gone too far.
When Stick Welding Stainless Steel Makes Sense?
This process works well in some jobs, but it is not the right fit for every stainless part. The sections below explain where stick welding adds value and where it creates more risk.
When is stick welding a practical option?
Stick welding is a practical option for repair, field, and outdoor work. It is easy to deploy, works well where setup is limited, and stays useful in conditions where more controlled shop processes are harder to run.
In those situations, the better process is often the one that works reliably in the real job environment. That is where stick welding keeps its value.
Why are thicker parts easier to manage?
Thicker stainless parts usually give the process more room to work. They can absorb more heat before burn-through, severe pull, or unstable bead shape becomes a problem.
That makes stick welding more realistic on heavier brackets, repair sections, pipe work, and structural fabrications. Control still matters, but thicker material usually gives the welder more time to keep the joint usable.
Why is a thin sheet harder to justify?
A thin stainless sheet offers very little margin for error. The part heats quickly, moves easily, and can lose flatness or bead control after a short weld if the process is not tightly managed.
For that reason, stick welding is often a poor fit for light-gauge parts, visible surfaces, and assemblies where shape or appearance must stay clean. Even when it can be done, it often adds more risk than value.
Under what field conditions does stick welding favor?
Field conditions often make stick welding the more workable choice. If the job must be done outside, on site, or in a place where process setup is limited, stick welding has a clear practical advantage.
That does not make it the best process in every technical sense. It means the environment can make it the best process for reliably getting the job done.
How Heat Affects Weld Quality?
Heat control is one of the biggest factors in stainless steel welding. The points below show how excess heat affects bead shape, part stability, and final surface condition.
Why does stainless steel lose control quickly?
Stainless steel usually gives less warning before the weld starts drifting. A setting that feels acceptable at arc start can become too hot as the pass continues, especially on small parts, thin sections, or repeated welds in one area.
In real work, this usually shows up fast. The puddle opens sooner, the bead gets harder to shape, and the weld area becomes less stable from one pass to the next.
How does excess heat turn into part problems?
As heat builds, the part becomes more likely to deform. This is more obvious on thin sheets, long seams, unsupported edges, and parts that are not held evenly.
Once movement starts, the issue is no longer only welding. Flatness becomes harder to keep, alignment becomes less stable, and later fit-up often becomes harder than the weld itself.
Why should discoloration not be ignored?
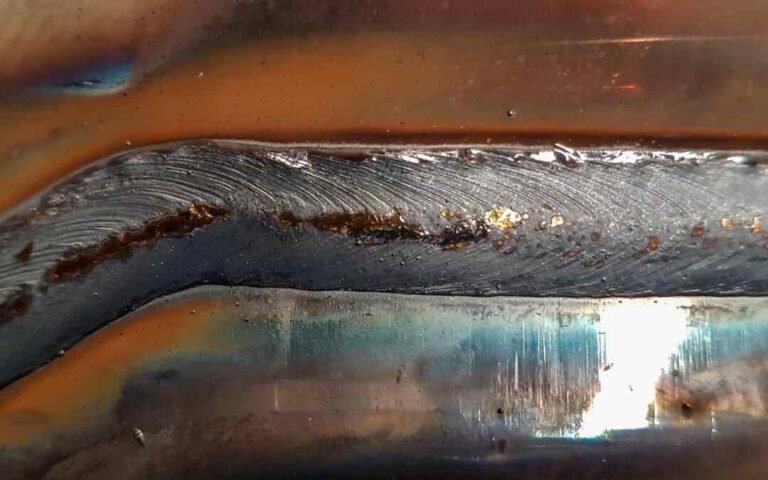
Discoloration is often the first visible sign that the weld area saw more heat than it should have. A darker weld zone usually indicates the process is pushing too much heat into the part or holding it in one area for too long.
That matters because discoloration is rarely only cosmetic. On visible or corrosion-sensitive parts, more color often means more cleanup, more surface recovery, and less margin for the next step.
How does poor heat control affect service performance?
Too much heat can leave the weld area in a poorer condition, making the part harder to clean and protect after welding. If the surface around the weld is left heavily tinted, rough, or contaminated, the part may not perform as stainless steel is expected to.
This matters most when the part will be used in wet, chemical, food-related, or visible service conditions. In those cases, poor heat control keeps causing problems after welding is finished.
How to Prepare Stainless Steel for Welding?
If heat control protects the weld during the process, preparation protects it before the process starts. Good stainless welds often depend on what happens before the arc begins.
How to clean the joint properly?
The weld area should be clean, dry, and free from oil, grease, oxide, paint, and cutting residue before welding starts. A cleaner joint usually gives a more stable arc, a cleaner bead, and less avoidable cleanup afterward.
This does not need to be complicated. The goal is simple: clean the metal at the joint and around it so the weld is not fighting surface contamination from the start.
Why does contamination become a result problem?
Contamination often surfaces later as a quality issue. Dirt, grinding residue, carbon-steel particles, or shop debris can damage the weld area, increase the risk of staining, and increase the likelihood of rust problems after welding.
That is why stainless work should be kept as separate as possible from ordinary steel prep work. If the surface is contaminated before welding starts, the part can lose appearance and corrosion margin before the weld is even made.
How does fit-up affect weld consistency?
Poor fit-up usually turns into poor weld control. Large gaps, uneven edges, and unstable tack conditions make the puddle harder to place and often force more heat into the joint than the part can handle cleanly.
Good fit-up does more than make welding easier. It helps the bead stay more consistent, reduces the chance of excess pull, and makes the final result easier to repeat.
What to check before welding starts?
Before striking the arc, check that the joint is clean, the fit-up is stable, the part is supported, and the settings match the material and rod size. These are simple checks, but they prevent many of the problems that later get blamed on technique.
On stainless steel, poorly prepared areas usually show up quickly. A few minutes of checking at the start often saves much more time later on cleanup, corrections, and rework.
How to Set Up for Better Results?
A stable setup removes many of the problems that later get blamed on technique. The following points cover the setup choices that make stainless welding more predictable from the start.
How to choose polarity and amperage?
Start with the recommended polarity for the electrode, then set the amperage high enough for a stable arc but low enough to keep the puddle under control. On stainless, pushing current too early usually makes the weld harder to manage, not easier.
A safer approach is to start near the lower end of the usable range and adjust from arc behavior, bead shape, and heat buildup. If the puddle opens too fast or the weld darkens too quickly, the setup is often too hot for the part.
Why grounding affects arc stability?
Poor grounding can make a correct setting feel wrong. If the ground path is weak, dirty, or poorly placed, the arc becomes less consistent, and puddle control becomes less stable.
This matters because unstable arc behavior often gets blamed on rod choice or technique first. In many cases, the better fix is simpler: improve the ground and remove one avoidable source of inconsistency.
How does support help control movement?
Support matters because stainless steel can move quickly once heat starts building. If the part is not held well, the weld may pull the work out of position before the pass is finished.
This becomes more likely on thin parts, long seams, open edges, and uneven restraint. Good support does not stop movement completely, but it reduces the tendency of the part to drift as welding continues.
Why do test welds help before production?
A short test weld helps confirm whether the settings, arc feel, and bead shape are working before the real part is at risk. This is especially useful on stainless steel because the process window is narrower and mistakes show up more quickly.
A quick test on a similar thickness can reveal too much heat, poor bead control, or unstable settings early. That small step often prevents much larger cleanup or rework later.
How to Improve Welding Control?
Once the setup is correct, the next step is to keep the weld stable throughout the full pass. The sections below focus on the simple control habits that improve consistency and reduce avoidable heat buildup.
How to keep a short arc?
A short arc usually provides better control over stainless steel. It helps keep the puddle tighter, limits unnecessary heat spread, and makes the bead easier to shape cleanly.
If the arc gets too long, the weld often becomes rougher, wider, and harder to manage. On stainless, that usually means more discoloration, more cleanup, and less margin before the joint starts reacting badly.
How angle and speed shape the bead?
Rod angle and travel speed directly affect bead shape and fusion. If travel is too slow, the weld can pile up, adding more heat to the joint than needed. If travel is too fast, the bead may lose shape or fail to tie in cleanly.
The better approach is steady movement with a consistent angle that keeps the puddle under control. In practice, repeatable motion usually matters more than trying to force a perfect-looking bead.
Why do short passes improve control?
Short passes often work better on stainless steel because they reduce the amount of heat that builds up in a single area before the welder can respond. Instead of letting the joint get progressively hotter, shorter runs keep the weld easier to manage.
This is especially useful on thin parts, visible surfaces, and joints that quickly lose shape. It may feel slower in the moment, but it often leads to a cleaner result with less correction afterward.
How does a position change the approach?
Welding position changes how much control the welder has over the puddle. Flat welding is usually easier to manage, while vertical and overhead work need tighter control of arc length, weld size, and travel speed.
On stainless steel, that difference matters more because a large puddle is difficult to hold for long. As the position becomes harder, smaller and more controlled welds usually work better than trying to deposit too much metal at once.
Common Problems and Their Causes
Most stainless steel stick-welding problems can be traced to a few common causes. The points below connect visible defects with the conditions that usually create them.
Why does the weld turn dark or rough?
A dark or rough weld is usually a heat-control problem first. High amperage, a long arc, slow travel speed, or welds that run too long without a break can all push more heat into the joint than the part can handle cleanly.
The result is not only a worse-looking bead. The weld area often needs more cleanup, the surface becomes harder to recover, and the part may lose more finish quality than expected. If the weld gets darker as the pass continues, it often means heat buildup is moving faster than the control can keep up.
Why does slag or a lack of fusion happen?
Slag problems usually point to poor bead shape, poor angle control, or poor cleaning between passes. Lack of fusion is more likely when travel is too fast, amperage is too low, or the rod is not tying into both sides of the joint.
These problems are easy to misread because the weld can still look filled from the outside. The better check is whether the weld is actually bonded cleanly at the joint faces, not whether the bead only looks complete on the surface.
Why does the part distort during welding?
Distortion usually means the part is taking more heat than it can hold cleanly. Thin sections, long seams, weak support, and uneven restraint make this problem appear much sooner.
Once the part starts moving, the welding problem becomes a part-quality problem. Flatness, alignment, and later fit-up all become harder to control, and correction work often costs more time than the weld itself.
Why does rust or staining appear later?
Rust or staining after welding usually indicates contamination, poor cleanup, or leaving the weld area in a poor condition. Carbon steel particles, shop debris, and untreated heat tint are common reasons.
This matters because the problem often shows up after the welding work already looks finished. At that point, the issue is no longer only about appearance. It can affect corrosion margin, customer acceptance, and confidence in the part.
Conclusion
Stick welding stainless steel can work well, but it performs best when the process, part, and job conditions all align. It is a practical method, especially for repair and field work, but it offers less room for error than many mild-steel welds. Better results usually come from making good decisions early, not from trying to recover the weld later.
Is stick welding the right choice for your stainless steel part? Our team can review your drawings, material, thickness, and welding requirements to help you choose a more practical process before production starts. Send us your drawings or project details today for engineering feedback and a fast quotation.
FAQs
Can stainless steel be successfully stick-welded?
Yes. Stainless steel can be successfully stick welded when filler choice, setup, and heat input are well controlled. The process is practical, but it is less forgiving than stick welding carbon steel.
Is stick welding suitable for thin stainless steel?
Usually not the best choice. Thin stainless heats quickly, moves easily, and gives very little margin before burn-through, distortion, or poor bead control starts to appear.
Why does stainless steel discolor during welding?
Discoloration usually means the weld area saw more heat than it should have. Common reasons include a long arc, a slow travel speed, high amperage, or allowing too much heat to build up in one area.
What causes rust after stainless welding?
Rust after welding is often caused by contamination, poor cleanup, or leaving the weld area in a damaged surface condition. Carbon steel particles, shop residue, and untreated heat tint are common causes.
Hey, I'm Kevin Lee

For the past 10 years, I’ve been immersed in various forms of sheet metal fabrication, sharing cool insights here from my experiences across diverse workshops.
Get in touch
Kevin Lee
I have over ten years of professional experience in sheet metal fabrication, specializing in laser cutting, bending, welding, and surface treatment techniques. As the Technical Director at Shengen, I am committed to solving complex manufacturing challenges and driving innovation and quality in each project.



