Many people in manufacturing face a significant challenge: selecting the appropriate machining process. You may have heard of CNC milling, turning, drilling, or grinding—but when should each be used? Picking the proper operation means better results and less waste. So, how can you know what works best for your project?
If you want to get the best out of machining, you need to know what each process can do. Each operation gives you a different result. Below, we will break down each type and explain how it works.

What Is Machining?
Machining is a subtractive process. It removes material from a solid block, often metal, to create specific shapes. This is done using cutting tools, grinding wheels, or electric discharge. Most machining is performed on machines such as lathes, mills, drills, and grinders.
Machining can make holes, slots, curves, and flat surfaces. It works with metals, plastics, and other hard materials. Common machining types include turning, milling, drilling, and grinding. These methods are used in workshops, factories, and job shops.
Machining operations fall into two main groups: conventional and non-conventional. Each group includes several specific processes. Let’s examine the breakdown of the different process types below.
Conventional Machining Process
This group uses mechanical force to remove material. A cutting tool touches the workpiece and takes away chips. These methods are standard in most shops.
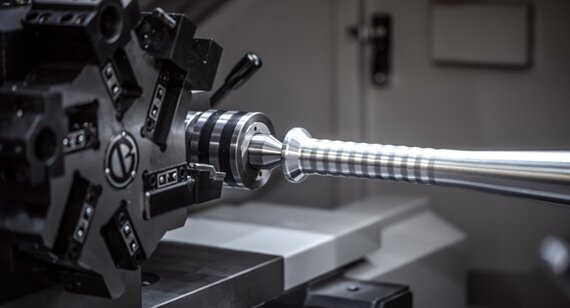
Turning
Turning uses a lathe. The workpiece spins while a single-point cutting tool shapes the outside or inside. It’s used for round or cylindrical parts.
Turning can produce smooth surfaces, tapers, and threads. It’s ideal for shafts, bushings, and other rotating parts. It also supports high precision and fast cycle times.
Milling
Milling uses a spinning tool to cut material. The tool moves over a fixed workpiece. There are two main types: vertical and horizontal milling.
Milling makes flat surfaces, slots, pockets, and complex shapes. It’s used in mold making, aerospace parts, and the production of structural components. It can also handle harder metals with proper tooling.
Drilling
Drilling creates round holes. A drill bit rotates and pushes into the material. It’s one of the simplest and most used operations.
Drilling is used for creating mounting holes, installing fasteners, and routing fluid passages. It can be followed by reaming or tapping for increased accuracy or a tighter thread fit.
Grinding
Grinding uses an abrasive wheel to remove small amounts of material. It provides a fine finish and high accuracy.
It’s used for hard metals or finishing parts after other machining steps. Grinding can achieve tight tolerances in flatness, roundness, and surface finish.
Sawing
Sawing cuts material using a blade with teeth. It’s mainly used to cut raw stock into smaller sections. Bandsaws and circular saws are the most common types.
This method is fast and straightforward. It’s great for straight cuts in metals, plastics, and wood. Sawing is often used as a preparatory step before milling or drilling.
Broaching
Broaching uses a toothed tool that moves across or through a part. Each tooth removes a small amount of material. The result is a precise shape made in one motion.
Broaching is suitable for internal keyways, splines, or non-round holes. It’s fast and accurate, but it needs custom tooling. It’s best for high-volume runs.
Planing
Planning moves the workpiece across a fixed cutting tool. It makes flat surfaces on large or long parts. This method is less common now due to the prevalence of CNC milling.
Planers are large machines. They are used for parts that are too large for mills. Planing is suitable for making straight, flat, or stepped surfaces.
Reaming
Reaming makes a drilled hole smoother and more accurate. A reamer has multiple cutting edges. It removes very little material.
This method is used when precise hole diameter and finish are needed. It’s common in parts that need press-fit pins, bushings, or bearings.
Non-Conventional Machining Process
These processes remove material without the use of sharp cutting tools. They use energy, chemicals, or fluid motion. They are invaluable when working with hard materials, in tight corners, or with heat-sensitive parts.
Electrical Discharge Machining (EDM)
EDM removes material using electrical sparks. The tool and workpiece never touch. Instead, electric discharges create heat that melts and removes material.
EDM works well for hard metals, thin-walled components, and intricate shapes. It’s often used to make molds, dies, and small features. It leaves a smooth finish and holds tight tolerances.
Chemical Machining
Chemical machining removes material using controlled chemical reactions. The part is masked and then dipped in acid or other solutions that dissolve exposed areas.
This process is best for thin materials or complex patterns. It generates no stress or heat, making it suitable for delicate parts. Typical uses include aerospace panels and printed circuit boards.
Electrochemical Machining (ECM)
ECM uses electric current and fluid to dissolve metal. It’s like EDM but with no sparks. The tool doesn’t touch the part, and the process is smooth and fast.
It’s used for hard metals like titanium or Inconel. ECM can produce complex shapes, sharp corners, and burr-free surfaces. It’s used in turbine blades, medical parts, and fuel systems.
Laser Beam Machining (LBM)
Laser beam machining uses a focused laser to melt or vaporize material. It works without touching the part. The heat from the laser removes material fast and with high precision.
LBM is great for cutting thin metals, plastics, and ceramics. It produces clean edges and fine details. It’s often used for electronics, medical tools, and custom sheet parts.
Abrasive Jet Machining
This process uses high-speed gas mixed with abrasive particles. The stream hits the surface and wears it away.
It helps cut hard, brittle materials like glass, ceramics, or hardened steel. It leaves no heat-affected zone. It’s a good choice for delicate or heat-sensitive parts.
Ultrasonic Machining
Ultrasonic machining uses high-frequency vibrations and abrasive slurry. The tool doesn’t spin. Instead, it vibrates rapidly and chips away the material.
It’s ideal for brittle or hard materials such as glass, quartz, and ceramics. It creates fine details and smooth edges without cracking.
Electron Beam Machining (EBM)
EBM uses a beam of high-speed electrons to cut or drill material. The beam melts the surface using intense heat.
It’s done in a vacuum and works well for excellent features. EBM is used in aerospace, electronics, and nuclear parts. It handles high-precision micro holes and deep cuts in tough metals.

Differences Between Machining Operations
Each machining process has its strengths. Here’s a clear breakdown of the key differences between machining operations:
Material Removal Approach
Conventional processes, such as milling and turning, utilize direct cutting with sharp tools. Non-conventional processes remove material using heat, chemicals, or abrasives. EDM burns away metal with sparks. The laser melts it. ECM dissolves it using electric current and fluid.
Suitable Materials
Milling and turning work well with most metals and plastics. EDM and ECM are better for hard or heat-resistant alloys. Ultrasonic and abrasive jet machining are suitable for brittle materials, such as ceramics or glass.
Precision & Tolerances
Grinding, EDM and ECM offer high precision. They can hold tight tolerances on small or detailed parts. Sawing and drilling are faster but less accurate. Milling and turning offer a balance of speed and accuracy.
Surface Finish
Grinding gives the smoothest finish. EDM and ECM also produce delicate surfaces with no burrs. Laser cutting is clean but may leave heat marks. Mechanical methods, such as drilling or sawing, leave rougher surfaces unless followed by finishing steps.
Complex Shapes
EDM, ECM, and broaching can handle shapes that are hard to cut with traditional tools. Laser and waterjet machines also cut detailed outlines. For 3D contours or pockets, milling is the preferred method. Turning is limited to round shapes.
Factors to Consider When Choosing a Machining Process
Choosing the proper machining process depends on the design of your part, the material, and your production goals. These key factors help guide the decision.
Material Type and Geometry
Hard metals, such as titanium, may require EDM or ECM. Brittle materials, such as glass or ceramics, are well-suited for ultrasonic or abrasive methods. Simple shapes work well with milling or turning. Complex or deep cavities may need EDM or broaching.
Part thickness and small features also affect the choice. Laser and waterjet work best on thin sheets or precise cuts.
Required Precision and Surface Quality
Tight tolerances and smooth finishes call for grinding, reaming, or EDM. For rough shapes or non-critical parts, milling or drilling is often enough.
Surface finish affects how parts fit, seal, or move. If burr-free edges are needed, consider ECM or laser cutting.
Production Time and Cost Constraints
High-speed machining, such as turning or milling, is cost-effective for large batch production. For small runs or one-off projects, CNC milling or EDM is often the better choice.
Some methods need special setups or slower speeds. These include broaching, ultrasonic, and EBM. Consider the total time from setup to the final part.
Equipment Availability and Operator Skill
Utilize processes that align with your in-house machines and staff’s skills. CNC machining is a standard and easier-to-operate process.
Non-conventional methods may need special tools, software, or training. EDM and ECM need careful setup and monitoring. If outsourcing, confirm the supplier’s ability to handle your specs.
Conclusion
Machining operations fall into two main groups: conventional and non-conventional. Each method distinctly removes material, and each has its unique strengths. Choosing the proper process depends on the material, shape, surface quality, and volume of the product. Knowing the differences helps you reduce costs, save time, and get better results.
Need help selecting the best machining process for your next project? Contact us today for fast quotes and expert support on your next custom project.
Hey, I'm Kevin Lee

For the past 10 years, I’ve been immersed in various forms of sheet metal fabrication, sharing cool insights here from my experiences across diverse workshops.
Get in touch
Kevin Lee
I have over ten years of professional experience in sheet metal fabrication, specializing in laser cutting, bending, welding, and surface treatment techniques. As the Technical Director at Shengen, I am committed to solving complex manufacturing challenges and driving innovation and quality in each project.



