판금 벤딩 설계 팁
잘 설계된 제품은 생산 문제를 줄이고, 재료 고장을 방지하며, 최종 착용감을 향상시킬 수 있습니다. 아래 팁은 더 깨끗하고 튼튼하며 비용 효율적인 벤딩을 만드는 데 도움이 됩니다.
홀 및 슬롯 배치를 위한 모범 사례
구멍이나 슬롯을 구부러진 선에 너무 가깝게 배치하지 마세요. 구부리는 동안 이러한 기능이 왜곡되거나 찢어질 수 있습니다.
일반적인 규칙입니다: 최소한 구멍을 유지하세요. 2× 재료 두께(T) 구부러진 가장자리에서 멀리 떨어져 있습니다.
예시: 1.5mm 두께의 강철의 경우 구멍은 다음보다 가깝지 않아야 합니다. 3mm 을 구부린 선에서 제거합니다.
구멍을 더 가깝게 만들어야 하는 경우, 펀칭하기 전에 부품을 미리 구부리거나 보강재를 추가하여 왜곡을 방지하는 것이 좋습니다.
최소 플랜지 길이 가이드라인
그만큼 플랜지 는 구부러진 부분에서 연장되는 평평한 부분입니다. 너무 짧으면 다이 또는 펀치로 인해 부품이 손상될 수 있습니다.
최소 플랜지 길이 공식(에어 벤딩):
최소 플랜지 = V × 0.5
Where:
- V = 금형 개방 폭(표준 툴의 경우 일반적으로 ~8×T)
예시: V-다이 개구부가 16mm인 2mm 시트의 경우:
최소 플랜지 = 16 × 0.5 = 8mm
플랜지가 이보다 짧은 경우 사용자 지정 툴링 또는 다른 벤딩 순서가 필요할 수 있습니다.
모따기면
구부러진 부분의 날카로운 모서리는 찢어지거나 주름이 생길 수 있습니다. 모서리를 모따기하면 여분의 재료가 제거되고 스트레스가 줄어듭니다.
팁: 특히 두꺼운 부품이나 고강도 재료의 끝 부분 모서리를 모따거나 둥글게 다듬습니다.
심지어 45° 모따기 는 균열을 방지하고 외관을 개선할 수 있습니다.
벤드에서 홀 거리
홀 거리에 대한 두 번째 규칙입니다:
구멍이 인사이드 페이스 이상 구부러진 곳에 배치하세요:
거리 = 반경 + 1.5 × T
에 있는 경우 외부 얼굴를 사용하세요:
거리 = 반경 + 3 × T
이렇게 하면 금속이 늘어나거나 압축될 때 변형되는 것을 방지할 수 있습니다.
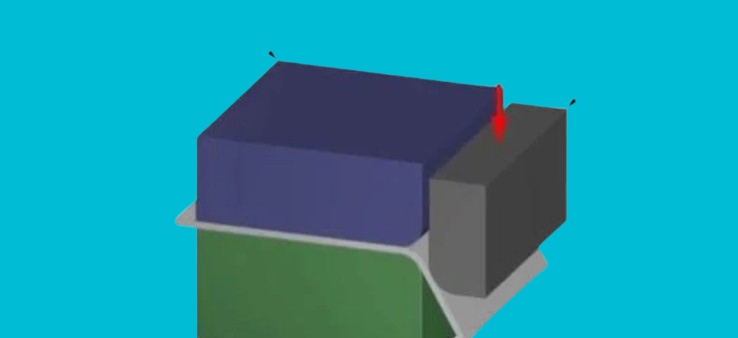
벤드 릴리프
벤드 릴리프는 구부러진 선에 홈이나 슬롯을 만들어 찢어짐과 뒤틀림을 방지하는 기능입니다. 구부리는 동안 소재가 자유롭게 움직일 수 있도록 합니다.
디자인 제안:
- 릴리프 폭 ≥ 재료 두께
- 릴리프 깊이 ≥ 굽힘 반경 + 1.5 × T
두 개의 굴곡이 가깝거나 플랜지가 다른 면을 감싸고 있는 경우 굴곡 완화 기능을 사용합니다.
플랫 패턴 확인
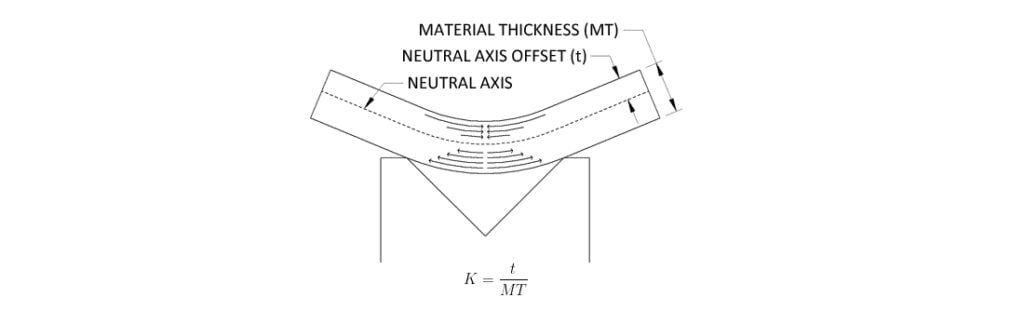
벤딩하기 전에 항상 CAD에서 평면 패턴을 검토하세요. 평면 레이아웃에 정확한 굽힘 허용치, 올바른 K-계수, 적절한 피처 배치가 포함되어 있는지 확인합니다.
CAD에서 벤드 테이블을 사용하면 이 단계를 자동화하고 오류를 줄일 수 있습니다. 레이저 커팅 또는 펀칭을 위해 플랫 레이아웃을 올바르게 펼쳐서 내보냅니다.
굽힘 선이 한쪽에 평행한 경우
적어도 하나의 굽힘선이 시트의 한 면과 평행해야 합니다. 이렇게 하면 설정 중에 정렬이 개선되고 고정 장치 사용이 간편해집니다.
꼭 필요한 경우가 아니라면 복잡한 각도는 피하세요. 직선으로 평행하게 구부리는 것이 더 빠르고 정확합니다.
결론
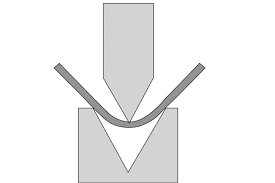
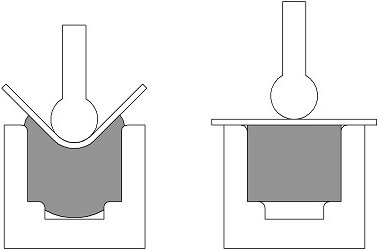
판금 절곡은 평평한 판재를 기능성 3D 부품으로 바꾸는 작업입니다. 이 공정에는 에어 벤딩, 바텀링, 코이닝 등 다양한 방법이 사용되며, 각 방법에는 장단점이 있습니다. 굽힘 허용치, 반경, K-계수, 스프링백과 같은 주요 요소는 정확도에 직접적인 영향을 미칩니다. 올바른 방법과 설계를 함께 사용하면 부품 품질이 향상되고 생산 시간이 단축됩니다.
판금 벤딩 프로젝트에 도움이 필요하신가요? 어떤 작업을 하고 계신지 알려주세요.엔지니어링 팀이 24시간 이내에 빠른 피드백, DFM 제안, 정확한 견적을 제공합니다.