シートメタルジョイントは、2枚以上のシートメタル片を構造アセンブリに接続するために使用される特殊な技術です。材料の厚さ、機械的負荷、製造コストを優先して選択します。標準的な方法は、永久的な熱溶接や機械的ファスナー(リベット、ボルト)から、継ぎ目や折り目のようなインターロック構成まで多岐にわたります。
強度だけでなく、これらの選択は溶接の歪み、組立速度、治具の複雑さ、仕上げの手間、自動生産の可能性を左右します。この記事では、エンジニアリングチームがコストを管理し、プロトタイプから大量生産まで一貫した品質を確保するのに役立つ、接合部の形状と接合方法について説明します。
正しい板金ジョイント形状の選択
ジョイントの物理的な構成は、部品にかかる負荷をどのように分散させるかを決定する。また、組み立て順序や現場で必要な固定具の種類も決まります。
突き合わせジョイント
バットジョイントは、2つのシートエッジを同一平面上に配置します。この構成は、タンクやパネルなど、平坦で連続した表面と流体密閉性を必要とする部品に適しています。
しかし、突合せ継手は溶接面積が限ら れており、はめあい精度に非常に敏感である。切断公差にばらつきがあると、埋めるのが難しい隙間が生じることがあります(通常、隙間は材料厚の10%以下に抑える必要があります)。製造の一貫性を維持するため、組み立て前に精密なレーザー切断が必要になることも多い。

コーナージョイント
コーナー・ジョイントは、2枚の板をL字型になるように斜め(通常は90度)に接続する。機械筐体、電気ボックス、保護フレームを構成するための標準的な方法である。
この設計では通常、片方のエッジが露出するため、美的仕上げが必要な場合は手作業による研磨が必要となる。外装パネルの場合、製造エンジニアは、二次仕上げ工程に費やす時間を短縮し、EMIシールドを向上させるため、閉じたコーナー構成を好むことが多い。

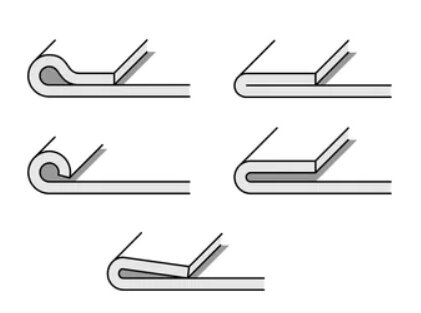
エッジジョイント
エッジ・ジョイントは、2つの平行なシート・エッジを合わせます。この接合は一般に、補強のため、あるいは加工部品の外周に沿ってより厚く安全な部分を設けるために用いられる。
局所的な剛性は高まるが、他の構成に比べ、重荷重に耐える効果は低い。生産現場では、エッジ・ジョイントは主に非構造用フランジ、セーフティ・エッジ、内部ルーティング・チャンネルに使用される。

ティージョイント
ティージョイントは、あるシートの端と別のシートの平らな面をT字型に接続します。交点に沿って接続されるため剛性が高く、主に内部構造用サポート、リブ、取り付けブラケットに使用される。
入熱管理は、この形状の主な課題である。薄板(例えば1.5mm以下)を平らな表面に直接溶接すると、対向する化粧品側に熱歪みや視覚的なバーンスルーが頻繁に発生するため、慎重なパラメータ制御やスキップ溶接技術が必要となる。

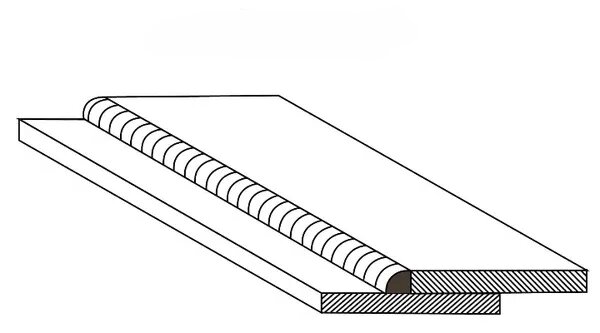
ラップジョイント
ラップジョイントは、2枚のシートの表面を重ね合わせ、大きな接触面積を提供します。この設計により、接合部は、部品の寸法や切断公差のわずかなばらつきに対して高い許容性を持っています。
ラップジョイントは、せん断応力下で非常に優れた性能を発揮し、抵抗スポット溶接や接着剤による接合に必要な形状です。設計者は、オーバーラップによって表面形状に小さな段差が生じ、材料重量が増加することに注意する必要があります。
適切な板金接合方法の選択
接合部の接続方法は、構造的な歩留まりと生産の拡張性に影響する。また、後工程で必要となる仕上げの程度も決まります。
TIG溶接とMIG溶接
TIG溶接は、入熱を正確に制御できるた め、外観を優先する薄板ステンレス鋼やアルミニウム に適している。MIG溶接は、より高速で高い溶着率で作動するため、構造用炭素鋼のような厚い材料では、量産時のコスト効果が高くなります。
どちらの方法も、金属に集中的な熱を導入する。この熱応力は反りを引き起こし、寸法精度を維持するために専用のクランプ治具が必要となり、多くの場合、接合部を滑らかにするために溶接後の研磨が必要となる。
スポット溶接
抵抗 スポット溶接 は、重ね合わせたシートを接合するための、高速で再現性の高いプロセスである。局部的な加圧力と電流を利用するため、アーク溶接に比べて周囲の材料への熱の導入が大幅に少ない。
この方法は、大量生産や自動化された組立ラインに適している。しかし、溶接チップに対応するため、特定の最小フランジ幅が必要である。また、一般的に比較的薄い素材(通常3mmまで)に限られ、塗装されていない裸の表面で行わなければならない。
リベットとPEMファスナー
機械的固定方法ブラインド・リベットや圧入(PEM)金物のようなものは、熱歪みのない信頼性の高い接合部を提供します。これらは冷間成形プロセスであるため、材料の構造特性を変化させたり、亜鉛メッキのような事前に塗布された保護コーティングを損傷することはありません。
メカニカル・ファスナーは、ユニットあたりの直接BOM(部品表)コストを追加しますが、多くの場合、全体的な組み立て時間を短縮します。また、正しいファスナー材料が指定されていれば、(アルミニウムやスチールなどの)異種金属をすぐにガルバニック腐食の心配をすることなく確実に接合することができます。
接着剤による接合
工業用構造接着剤は、スポット溶接やリベットで生じる局所的な応力集中点を避け、接合部全体に応力を均等に分散します。接着剤は、異種材料の接合や動的環境における連続振動の減衰に非常に効果的です。
接着剤を効果的に使用するには、表面接触を最大化するためにラップジョイントの構成が必要です。硬化時間や厳密な表面処理を生産サイクルに組み込む必要がありますが、接着は軽量アルミニウム構造や、溶接後の研磨を必要としないきれいな外装仕上げを実現するためにますます使用されるようになっています。
本番での失敗を防ぐ
シートメタル製造では、3D CAD環境では完璧に見えるジョイントが、現場では失敗することがあります。このようなリスクを早期に特定することで、エンジニアリングチームは、高価な金型や大規模な生産に着手する前に、ジョイント設計を修正することができます。
溶接歪み
TIGおよびMIG溶接による入熱は、局所的な膨張と収縮を引き起こし、熱影響部(HAZ)を形成する。板厚の薄い板金(通常3mm以下)では、この熱応力がパネル全体の反り、曲がり、座屈につながることがよくあります。
歪みを軽減するために、メーカーは重いクランプ治具やヒートシンクを使用したり、溶接順序を飛ばしたりしなければならない。これらの介入には高度な熟練労働力が必要で、部品の機能的価値はゼロに等しい。メカニカル・ファスナーまたはスポット溶接を使用するようにアセンブリを再設計することは、多くの場合、深刻な熱変形を排除する最も費用対効果の高い方法です。
疲労亀裂
産業機器の筐体や自動車用ブラケットなど、継続的な振動や繰り返し荷重がかかる環境では、剛性の高い接合部が破損の原因になることがあります。鋭利な内側コーナーや連続的な剛性溶接ビードは、応力集中器として機能することが多く、時間の経過とともに微小亀裂につながります。
疲労破壊を防ぐため、エンジニアは通常、応力の高い領域での突合せ接合を避けます。構造用接着剤と組み合わせたラップジョイントを利用したり、より大きな曲げ半径を統合したりすることで、物理的な負荷をより広い表面積に分散させることができ、材料の厚みを増やすことなくジョイントの寿命を大幅に向上させることができます。
ガルバニック腐食
アルミニウムと炭素鋼のような異種金属を電解質(水分や湿気など)の存在下で接合すると、電気化学反応が起こります。これにより、陽極性の高い方の金属が急速に腐食し、接合部の構造的完全性が低下する。
ガルバニック腐食を防ぐには、2つの材料間を物理的に絶縁する必要がある。生産現場では、誘電体コーティングを施すか、不活性プラスチックワッシャーを使用するか、特殊なトランジション・ジョイントを利用することでこれを実現します。屋外または海洋用途では、BOMの段階から適合する材料を指定することが、通常最も安全なエンジニアリングの選択となります。
フィットアップ精度
公差の積み重ねは、シートメタル成形において避けられない現実である。公差のわずかなばらつきは レーザー切断 (±0.1mm)および プレスブレーキ曲げ (±0.2mm~±0.5mm)であるため、組立台上では接合端が完全に揃わないことがある。
タイトバットジョイントのようなジョイント形状は容赦がなく、寸法の不一致が強調されます。ラップ・ジョイントを使用した設計や、スロットのある取り付け穴の統合は、物理的な誤差のマージンを提供し、オペレータは、最終的な溶接または締結ステップの前にコンポーネントを調整し、正確に位置合わせすることができます。

シートメタル・ジョイントの生産設計
製造可能性のための設計(DFM)とは、組立工程を予測することです。よく設計されたジョイントは、熟練労働者への依存を減らし、複雑なカスタム治具の必要性を最小限に抑え、生産サイクルを標準化します。
溶接アクセス
エンジニアは、Uチャンネル、鋭角アングル、 密閉された箱型構造物の奥深くに溶接部を設 計することがある。溶接トーチやスポット溶接ガンが物理 的に正しい角度で継ぎ目に届かない場合、製造者は 溶接を適切に実施できず、溶け込みが弱くなったり、 空隙が生じたりする。
DFMの標準的なルールは、すべての接合部の周囲に明確な視線と適切な工具のクリアランス(通常、最低45度のトーチ角度)を維持することである。アクセスが制限される場合は、接合部を組立品の外側に移動するか、接合方法を片側のみのアクセスを必要とするブラインド・リベットに変更しなければならない。
タブとスロットの位置決め
溶接前に部品を固定するために、外付けの治具やクランプに全面的に頼ると、コストがかかり、ラインが遅くなります。1枚のシートの端にあるタブと、相手部品にある対応するスロットを一体化することで、自己位置決めジョイントができます。
このポカヨケ(間違い防止)技術により、部品は1つの特定の方向でのみ適合します。冶具のセットアップ時間を最大50%短縮できるため、初級レベルのオペレーターは、手作業による測定に頼ることなく、複雑なアセンブリを高精度で鋲溶接することができます。
組立繰り返し精度
大量生産では、手作業による測定に頼ってジョイントを配置すると、ユニットごとに寸法がばらつくことになります。ジョイントの配置にわずかなばらつきがあっても、取り付け穴が内部のPCBや嵌合するハードウェアと位置が合わないなど、下流工程で問題が発生する可能性があります。
再現性を保証するには、機械的なハードストップ、アライメントノッチ、またはインターロックフランジをシートメタルのフラットパターンに直接設計します。この組み込みジオメトリーにより、人間の作業者が部品を組み立てる場合でも、自動化システムが部品を組み立てる場合でも、配置が毎回同じであることが保証されます。
ロボットに優しいレイアウト
手動組立から自動溶接またはロボットスポット溶接に移行するには、予測可能でわかりやすい接合経路が必要です。ロボットは、複雑な3D操作、タイトな内部コーナー、一貫性のないギャップサイズに苦労しています。
ロボットに適した設計にするには、アセンブリ全体の継ぎ手の種類を標準化し、溶接の継ぎ目をできるだけまっすぐにして、外部からアクセスできるようにします。パーツの再配置や反転の回数を最小限に抑えることで、プログラミング時間が短縮され、大量生産におけるロボット統合のコスト効率が高くなります。
製造・仕上げコストの削減
調達やプロジェクトマネージャーにとって、ジョイント設計は最終的な部品価格の主な要因です。CADの段階でジョイントを最適化することは、製造プロセスから隠れたコストを取り除く最も効果的な方法です。
研削減量
溶接後の研削と研磨は、非常に手作業で時間のかかる工程である。露出したコーナーに化粧溶接が指定された場合、作業者はビードを注意深く研磨し、仕上げを未加工のシート・メタルに合わせる必要があります。完全にブレンドされ、研磨された化粧溶接は、隠し継手よりも3倍から5倍の労力がかかることがあります。
この費用を削減するために、エンジニアリング・チームは、内面や裏面の継ぎ目を隠すようなエンクロージャーを設計すべきである。外見上の継ぎ目が避けられない場合は、コーナーを閉じたり、構造用接着剤を利用したりすることで、二次研磨の必要性を完全に排除し、人件費を予測しやすくすることができる。
フィクスチャーの複雑さ
精密溶接では、部品を確実に保持し、熱変形を防ぐため に、特注の治具や固定具が必要になる。継手構成が複雑になればなるほど、クランプ・システムも複雑で高価なものにならざるを得ない。このため、部品が1つも製造される前に、非経常エンジニアリング(NRE)コストが上昇する。
タブ・アンド・スロット機構のような自己位置決めジョイントを設計することで、重い工具への依存を大幅に減らすことができます。アライメントをシートメタルのフラットパターンに直接組み込むことで、高価なカスタム治具を排除し、工場で標準的な既製のクランプセットアップを使用できるようになります。
組み立て時間
2枚の金属片の位置決め、クランプ、接合にかかる時間は、生産ライン全体の処理能力を左右する。連続TIGまたはMIG溶接には、熟練した労働力と、準備、実行、冷却にかなりの時間が必要です。
接合部に大きな構造荷重がかからなければ、連続溶接をスポット溶接やPEM金具に置き換えることで、ラインを大幅にスピードアップできます。コールド・ファスナー工法は、接合部あたり数秒で完了し、冷却時間も不要なため、単位あたりの人件費が下がり、全体的な生産スケジュールが早まります。
オートメーションの互換性
パイロット・ランから大量生産に製品を拡大するには、通常、手 動組み立てから自動溶接またはロボット溶接に移行する必要が ある。しかし、ロボットは非常に予測可能な直線経路を必要とし、狭い内部コーナーを容易に移動したり、一貫性のないギャップ・サイズを補正したりすることはできません。
大量生産で費用対効果の高い設計を行うには、製品全体で継手形状を標準化する。接合部を外部からアクセス可能な状態に保ち、スポット溶接のフランジ幅を標準化することで、ロボットのプログラミング時間を最小限に抑え、メーカーにとって自動化が経済的に実行可能な選択肢となります。
実際のアプリケーションのためのジョイント選択
ジョイントの選択は、普遍的な解決策を見つけることではありません。部品が使用環境で直面する特定の物理的課題と材料等級に、形状と接合方法を適合させる必要があります。
薄型エンクロージャー
電子シャーシ、 サーバーラック制御ボックスは通常、重量と材料費を節約するため、薄いシートメタル(例えば、0.8mmから1.5mmの亜鉛メッキ鋼板やQ235)から形成される。ここでの主な製造上の課題は、薄い材料が集中した熱で焼けたり、激しく反ったりすることである。
これらの用途では、連続アーク溶接は最小化されるべきである。抵抗スポット溶接またはブラインド・リベットと組み合わせた重ね継手は、標準的な解決策である。これらは、金属を冷却し構造的に健全に保ちながら、静的エンクロージャに十分な強度を提供する。
高振動アセンブリ
産業機械、自動車用ブラケット、HVACマウントなどに使用される部品は、連続的な動的負荷にさらされます。このような環境では、剛性の高い連続溶接部が応力集中部となり、最終的に疲労亀裂につながることがよくあります。
振動に対処するためには、ジョイントはより広い面積に応力を分散させなければなりません。多くの場合、メカニカルファスナーと組み合わせた工業用構造接着剤でオーバーラップ接合を利用すると、減衰効果が得られます。このハイブリッド接合法は、標準的な突合せ溶接よりもはるかに優れた周期的応力を吸収します。
化粧品ステンレス部品
食品加工機器、医療機器、高級家電製品などでは、衛生的で完璧な表面を持つステンレス鋼(通常は304または316L)が必要とされることが多い。課題は、汚れや細菌が蓄積する可能性のある隙間、重なり合った継ぎ目、露出したファスナーヘッドをなくすことである。
このような厳しい用途では、TIG溶接による突合せ継手または完全に閉じたコーナー継手が要求される。これは、必要なバックパージ(酸化防止)、研削、研磨のために製造コストを押し上げるが、シームレスで衛生的な仕上げを達成する唯一の方法である。
軽量アルミニウム構造
航空宇宙部品や電気自動車(EV)のバッテリー・エンクロージャーは、軽量化のためにアルミニウム(5052や6061グレードなど)に大きく依存しています。しかし、アルミニウムは導電性が高く、熱を素早く放散し、重大なことに、溶接すると熱影響部で構造的な焼戻し(強度)が失われます。
材料の機械的特性を維持するために、製造業者は構造アルミニウム部品のために熱接合を完全に避けることが多い。頑丈なリベットまたは自己穿孔リベット(SPR)を使用する機械的締結は、航空宇宙グレードの接着剤と組み合わされ、材料の完全性と寸法安定性を維持するために好ましい方法です。
結論
シートメタルの接合部の設計は、単に強度の問題だけではありません。製品をどのように作るかの重要な部分です。接合部の形状や接合方法の選択は非常に重要です。これらの選択は、生産ミスの可能性に影響します。また、手作業の必要性も変わってきます。最終的には、各部品の最終的なコストを決定します。
設計の早い段階で、簡単に製造できることを考えるべきです。例えば、勝手に並ぶタブを追加することができる。また、薄い金属には熱をあまり使わないようにすることもできます。また、接合部に工具が届くスペースを確保する必要があります。このような初期段階を踏むことで、チームはテストから本生産へとスムーズに移行することができます。
シェンゲンのエンジニアは、工場現場がどのように機能しているかを熟知しています。私たちのチームは、高速テストモデルの作成と板金部品の製造で10年以上の経験を持っています。 デザインファイルをお送りください。.作りやすいようにチェックします。
よくあるご質問
構造部品用として最も強い板金継手とは?
溶接バット・ジョイントと設計の良いラップ・ジョイントは、通常、構造部品の最も強い選択肢である。それでも強度は、荷重の方向、材料の厚さ、溶接の質に左右される。薄いシート・メタルでは、ほとんどの用途に十分な強度を保ちながら歪みを減らすことができるため、スポット溶接やリベットがよく使われる。
大量生産に最適な板金継手は?
スポット溶接によるラップ・ジョイントは、大量生産で最も一般的な選択である。位置合わせが簡単で溶接が速く、自動化との相性も良い。この組み合わせは、安定した品質と短いサイクルタイムを提供するため、自動車や家電製品の製造に広く使用されています。
溶接板金継手の歪みを減らすには?
入熱を減らし、溶接順序を制御する。適切な固定具を使用し、部品をしっかりと固定す る。スポット溶接やレーザー溶接も、歪みの軽減に 役立つ。通常、優れた接合設計は、溶接後の歪み の修正よりも重要である。
シートメタル・ジョイントの不具合の原因は?
主な原因には、溶接割れ、疲労応力、はめあい不良、異種金属間の腐食などがある。薄いシートメタルは、特に溶接部付近の応力集中に敏感である。ほとんどの不具合は、設計不良や誤った工程選択に起因する。
溶接の代わりに機械的締結を選ぶべき場合は?
熱を避けなければならない場合や、部品にコーティングが施されている場合は、メカニカル・ファスナーを使用する。また、分解、混合材料、外観よりも一貫性が重要な場合にも適しています。このような場合、リベットやPEMファスナーが一般的な選択肢となります。

ケビン・リー
レーザー切断、曲げ加工、溶接、表面処理技術を専門とし、板金加工において10年以上の実務経験があります。シェンゲンのテクニカルディレクターとして、複雑な製造上の課題を解決し、各プロジェクトにおける革新と品質の向上に尽力しています。



