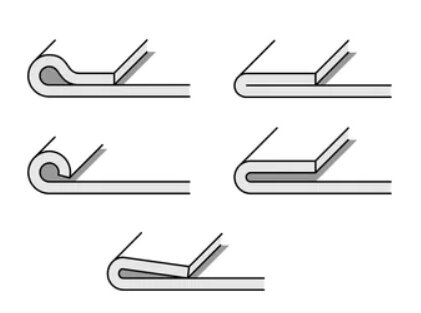
Połączenia blach to specjalistyczne techniki stosowane do łączenia dwóch lub więcej kawałków blachy w zespoły konstrukcyjne. Przy wyborze priorytetem jest grubość materiału, obciążenie mechaniczne i koszty produkcji. Standardowe metody obejmują trwałe spawanie termiczne i łączniki mechaniczne (nity, śruby) oraz konfiguracje blokujące, takie jak szwy i zagięcia.
Oprócz wytrzymałości, wybory te dyktują zniekształcenia spawalnicze, szybkość montażu, złożoność oprzyrządowania, pracę wykończeniową i potencjał zautomatyzowanej produkcji. W tym artykule omówiono geometrię połączeń i metody łączenia, aby pomóc zespołom inżynierów kontrolować koszty i zapewnić stałą jakość od prototypu do produkcji masowej.
Wybór odpowiedniej geometrii połączenia blach
Fizyczna konfiguracja złącza określa sposób rozłożenia obciążenia na części. Dyktuje również sekwencję montażu i rodzaj mocowania wymaganego na hali produkcyjnej.
Stawy czołowe
Połączenia doczołowe wyrównują dwie krawędzie blachy w tej samej płaszczyźnie. Ta konfiguracja sprawdza się dobrze w przypadku części wymagających płaskiej, ciągłej powierzchni i szczelnego uszczelnienia, takich jak zbiorniki lub panele.
Złącza doczołowe oferują jednak ograniczoną powierzchnię do spawania i są bardzo wrażliwe na dokładność dopasowania. Różnice w tolerancjach cięcia mogą prowadzić do powstawania szczelin, które są trudne do wypełnienia (zazwyczaj szczeliny muszą być utrzymywane poniżej 10% grubości materiału). Często wymagają one precyzyjnego cięcia laserowego przed montażem, aby zachować spójność produkcji.

Połączenia narożne
Połączenia narożne łączą dwa arkusze pod kątem - zwykle 90 stopni - tworząc kształt litery L. Jest to standardowe podejście do konstruowania obudów maszyn, skrzynek elektrycznych i ram ochronnych.
Konstrukcja zwykle pozostawia jedną krawędź odsłoniętą, co wymaga ręcznego szlifowania, jeśli potrzebne jest estetyczne wykończenie. W przypadku paneli zewnętrznych inżynierowie produkcji często preferują konfiguracje z zamkniętymi narożnikami, aby skrócić czas poświęcany na wtórne procesy wykończeniowe i poprawić ekranowanie EMI.

Połączenia krawędziowe
Połączenia krawędziowe polegają na umieszczeniu dwóch równoległych krawędzi arkusza razem. Takie połączenie jest zwykle stosowane w celu wzmocnienia lub zapewnienia grubszej, bezpieczniejszej sekcji wzdłuż obwodu obsługiwanej części.
Chociaż zwiększa to lokalną sztywność, jest mniej skuteczne w przenoszeniu dużych obciążeń w porównaniu z innymi konfiguracjami. W produkcji połączenia krawędziowe są stosowane głównie w przypadku niekonstrukcyjnych kołnierzy, krawędzi zabezpieczających lub wewnętrznych kanałów frezujących.

Trójniki
Złącza teowe łączą krawędź jednego arkusza blachy z płaską powierzchnią drugiego, tworząc kształt litery "T". Ponieważ połączenie jest stosowane wzdłuż przecięcia, zapewnia wysoką sztywność i jest używane głównie do wewnętrznych wsporników konstrukcyjnych, żeber i wsporników montażowych.
Głównym wyzwaniem w przypadku tej geometrii jest zarządzanie wprowadzanym ciepłem. Spawanie cienkiej blachy (np. poniżej 1,5 mm) bezpośrednio do płaskiej powierzchni często powoduje zniekształcenia termiczne lub wizualne przepalenia po przeciwnej stronie, co wymaga starannej kontroli parametrów lub technik spawania z pominięciem.

Stawy kolanowe
Połączenia zakładkowe nakładają się na powierzchnie dwóch arkuszy, zapewniając duży obszar styku. Taka konstrukcja sprawia, że połączenie jest wysoce tolerancyjne na niewielkie różnice w wymiarach części i tolerancjach cięcia.
Połączenia zakładkowe sprawdzają się wyjątkowo dobrze przy naprężeniach ścinających i stanowią wymaganą geometrię dla zgrzewania punktowego i klejenia. Projektanci powinni pamiętać, że zakładka dodaje niewielki krok w profilu powierzchni i zwiększa wagę materiału, co należy uwzględnić we wstępnym modelu CAD.
Wybór odpowiedniej metody łączenia blach
Metoda stosowana do łączenia połączeń wpływa na wydajność strukturalną i skalowalność produkcji. Określa również zakres wymaganej obróbki końcowej.
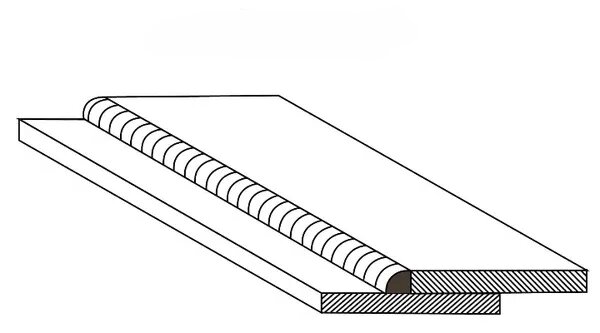
Spawanie TIG i MIG
Spawanie TIG oferuje precyzyjną kontrolę nad wprowadzanym ciepłem, dzięki czemu nadaje się do cienkiej stali nierdzewnej i aluminium, gdzie priorytetem jest wygląd kosmetyczny. Spawanie MIG działa przy większych prędkościach i wyższym współczynniku stapiania, co staje się bardziej opłacalne w przypadku grubszych materiałów, takich jak konstrukcyjna stal węglowa.
Obie metody wprowadzają skoncentrowane ciepło do metalu. To naprężenie termiczne powoduje wypaczenie, wymagając dedykowanych uchwytów mocujących w celu utrzymania dokładności wymiarowej i często szlifowania po spawaniu w celu wygładzenia połączeń.
Zgrzewanie punktowe
Odporność zgrzewanie punktowe to szybki, wysoce powtarzalny proces łączenia zachodzących na siebie arkuszy. Opiera się na miejscowym nacisku i prądzie elektrycznym, wprowadzając znacznie mniej ciepła do otaczającego materiału niż spawanie łukowe.
Metoda ta dobrze sprawdza się w produkcji masowej i na zautomatyzowanych liniach montażowych. Wymaga jednak określonych minimalnych szerokości kołnierzy, aby pomieścić końcówki spawalnicze. Jest również generalnie ograniczona do stosunkowo cienkich materiałów (zazwyczaj do 3 mm) i musi być wykonywana na gołych, niepomalowanych powierzchniach.
Nitowanie i elementy złączne PEM
Mechaniczne metody mocowania, takie jak nity zrywalne i elementy wciskane (PEM), zapewniają niezawodne połączenia bez zniekształceń termicznych. Ponieważ są to procesy formowania na zimno, nie zmieniają one właściwości strukturalnych materiału ani nie uszkadzają wstępnie nałożonych powłok ochronnych, takich jak cynkowanie.
Chociaż mechaniczne elementy złączne zwiększają bezpośrednie koszty BOM (Bill of Materials) na jednostkę, często skracają ogólny czas montażu. Pozwalają również na niezawodne łączenie różnych metali (takich jak aluminium i stal) bez obawy o natychmiastową korozję galwaniczną, pod warunkiem, że zostanie określony właściwy materiał łącznika.
Klejenie
Przemysłowe kleje strukturalne rozkładają naprężenia równomiernie na całym obszarze połączenia, unikając miejscowych punktów koncentracji naprężeń tworzonych przez spawy punktowe lub nity. Kleje są bardzo skuteczne w łączeniu różnych materiałów i tłumieniu ciągłych wibracji w dynamicznych środowiskach.
Aby kleje były skuteczne, wymagają konfiguracji połączenia zakładkowego w celu zmaksymalizowania kontaktu z powierzchnią. Podczas gdy czas utwardzania i ścisłe przygotowanie powierzchni muszą być uwzględnione w cyklu produkcyjnym, klejenie jest coraz częściej stosowane w lekkich konstrukcjach aluminiowych i osiąganiu czystego wykończenia zewnętrznego bez konieczności szlifowania po spawaniu.
Zapobieganie awariom w produkcji
W produkcji blach połączenie, które wygląda idealnie w środowisku 3D CAD, może zawieść na hali produkcyjnej. Wczesna identyfikacja tego ryzyka pozwala zespołom inżynieryjnym zmodyfikować projekt złącza przed podjęciem decyzji o zakupie kosztownych narzędzi lub produkcji na dużą skalę.
Zniekształcenia spawalnicze
Ciepło wprowadzane podczas spawania TIG i MIG powoduje miejscowe rozszerzanie się i kurczenie, tworząc strefę wpływu ciepła (HAZ). W przypadku cienkich blach (zazwyczaj poniżej 3 mm) to naprężenie termiczne często powoduje wypaczenie, wygięcie lub wyboczenie całego panelu.
Aby złagodzić zniekształcenia, producenci muszą stosować ciężkie uchwyty mocujące, radiatory lub wdrażać sekwencje spawania z pominięciem. Interwencje te wymagają wysoko wykwalifikowanej siły roboczej i nie dodają żadnej wartości funkcjonalnej do części. Przeprojektowanie zespołu w celu zastosowania mechanicznych elementów złącznych lub zgrzewania punktowego jest często najbardziej opłacalnym sposobem na wyeliminowanie poważnych odkształceń termicznych.
Pękanie zmęczeniowe
W środowiskach narażonych na ciągłe wibracje lub cykliczne obciążenia - takich jak obudowy urządzeń przemysłowych lub wsporniki samochodowe - sztywne połączenia mogą stać się punktami awarii. Ostre narożniki wewnętrzne i ciągłe sztywne spoiny często działają jak koncentratory naprężeń, prowadząc z czasem do mikropęknięć.
Aby zapobiec uszkodzeniom zmęczeniowym, inżynierowie zwykle unikają połączeń doczołowych w obszarach narażonych na duże obciążenia. Zastosowanie połączeń zakładkowych w połączeniu z klejami strukturalnymi lub integracja większych promieni gięcia pomaga rozłożyć obciążenie fizyczne na szerszą powierzchnię, znacznie poprawiając żywotność połączenia bez zwiększania grubości materiału.
Korozja galwaniczna
Gdy różne metale, takie jak aluminium i stal węglowa, są łączone w obecności elektrolitu (takiego jak wilgoć), zachodzi reakcja elektrochemiczna. Powoduje to, że bardziej anodowy metal szybko koroduje, pogarszając integralność strukturalną połączenia.
Zapobieganie korozji galwanicznej wymaga fizycznej izolacji między dwoma materiałami. W produkcji osiąga się to poprzez nakładanie powłok dielektrycznych, stosowanie obojętnych plastikowych podkładek lub wykorzystywanie specjalistycznych połączeń przejściowych. W przypadku zastosowań zewnętrznych lub morskich, określenie pasujących materiałów na etapie BOM jest zwykle najbezpieczniejszym wyborem inżynieryjnym.
Dokładność dopasowania
Zbieżność tolerancji jest nieuniknioną rzeczywistością w procesie formowania blach. Niewielkie odchylenia od cięcie laserowe (±0,1 mm) i gięcie na prasie krawędziowej (±0,2 mm do ±0,5 mm) oznacza, że łączone krawędzie mogą nie być idealnie wyrównane na stanowisku montażowym.
Geometrie połączeń, takie jak ciasne połączenia doczołowe, są bezlitosne i uwidaczniają wszelkie rozbieżności wymiarowe. Projektowanie z połączeniami zakładkowymi lub integracja szczelinowych otworów montażowych zapewnia fizyczny margines błędu, umożliwiając operatorom dokładne dostosowanie i wyrównanie komponentów przed końcowym etapem spawania lub mocowania.

Projektowanie połączeń blach na potrzeby produkcji
Projektowanie pod kątem możliwości produkcyjnych (DFM) polega na przewidywaniu procesu montażu. Dobrze zaprojektowane złącze zmniejsza zależność od wysoko wykwalifikowanej siły roboczej, minimalizuje potrzebę stosowania złożonych, niestandardowych mocowań i standaryzuje cykl produkcyjny.
Dostęp do spawania
Inżynierowie czasami projektują spoiny głęboko w kanałach U, kątach ostrych lub zamkniętych konstrukcjach skrzynkowych. Jeśli palnik spawalniczy lub pistolet do zgrzewania punktowego nie może fizycznie dotrzeć do złącza pod odpowiednim kątem, producent nie może prawidłowo wykonać spoiny, co prowadzi do słabego wtopienia lub porowatości.
Standardową zasadą w DFM jest utrzymanie wyraźnej linii wzroku i odpowiedniego prześwitu narzędzia (zwykle minimum 45-stopniowy kąt palnika) wokół każdego połączenia. Jeśli dostęp jest ograniczony, połączenie musi zostać przeniesione na zewnątrz zespołu lub metoda łączenia powinna zostać zmieniona na nity zrywalne, które wymagają dostępu tylko z jednej strony.
Pozycjonowanie zakładek i szczelin
Poleganie wyłącznie na zewnętrznych przyrządach i zaciskach w celu utrzymania części razem przed spawaniem jest kosztowne i spowalnia linię produkcyjną. Zintegrowanie zakładek na krawędzi jednego arkusza i odpowiadających im szczelin na części współpracującej tworzy samonastawne połączenie.
Ta technika Poka-Yoke (zabezpieczania przed błędami) zapewnia, że części mogą pasować do siebie tylko w jednej określonej orientacji. Może ona skrócić czas konfiguracji oprzyrządowania nawet o 50%, umożliwiając początkującym operatorom spawanie sczepne złożonych zespołów z wysoką precyzją bez polegania na ręcznych pomiarach.
Powtarzalność montażu
W produkcji masowej, poleganie na ręcznych pomiarach w celu pozycjonowania połączeń prowadzi do niespójnych wymiarów między poszczególnymi jednostkami. Nawet niewielkie różnice w rozmieszczeniu złączy mogą powodować problemy, takie jak otwory montażowe, które nie są wyrównane z wewnętrznymi płytkami drukowanymi lub współpracującym sprzętem.
Aby zagwarantować powtarzalność, należy zaprojektować mechaniczne ograniczniki, nacięcia wyrównujące lub kołnierze blokujące bezpośrednio w płaskim wzorze blachy. Ta wbudowana geometria zapewnia, że niezależnie od tego, czy części montuje człowiek, czy zautomatyzowany system, ich rozmieszczenie jest za każdym razem identyczne.
Układy przyjazne dla robotów
Przejście od ręcznego montażu do zautomatyzowanego spawania lub zrobotyzowanego zgrzewania punktowego wymaga przewidywalnych i prostych ścieżek połączeń. Roboty zmagają się ze złożonym manewrowaniem 3D, ciasnymi narożnikami wewnętrznymi i niespójnymi rozmiarami szczelin.
Aby projekt był przyjazny dla robotów, należy ustandaryzować typy połączeń w całym zespole i utrzymywać spoiny tak proste i dostępne z zewnątrz, jak to tylko możliwe. Zminimalizowanie liczby zmian położenia lub obracania części skraca czas programowania i sprawia, że integracja robotów jest wysoce opłacalna w przypadku dużych serii.
Redukcja kosztów produkcji i wykończenia
Dla kierowników zaopatrzenia i projektów, projekt złącza jest głównym czynnikiem wpływającym na ostateczną cenę części. Optymalizacja połączeń na etapie CAD jest najskuteczniejszym sposobem na usunięcie ukrytych kosztów z procesu produkcyjnego.
Redukcja szlifowania
Szlifowanie i polerowanie po spawaniu to wysoce ręczne i czasochłonne procesy. W przypadku wykonania spoiny kosmetycznej na odsłoniętym narożniku, operatorzy muszą ostrożnie zeszlifować ścieg i dopasować wykończenie do surowej blachy. W pełni wymieszana i wypolerowana spoina kosmetyczna może kosztować od 3 do 5 razy więcej pracy niż spoina ukryta.
Aby zmniejszyć te koszty, zespoły inżynierów powinny projektować obudowy, które ukrywają połączenia na powierzchniach wewnętrznych lub skierowanych do tyłu. Gdy kosmetyczne łączenia są nieuniknione, przejście na zamknięte narożniki lub wykorzystanie klejów strukturalnych może całkowicie wyeliminować potrzebę wtórnego szlifowania, utrzymując przewidywalne koszty pracy.
Złożoność urządzenia
Precyzyjne spawanie wymaga niestandardowych przyrządów i uchwytów do bezpiecznego mocowania części i zapobiegania odkształceniom termicznym. Im bardziej złożona konfiguracja złącza, tym bardziej skomplikowany i kosztowny musi być system mocowania. Powoduje to wzrost kosztów inżynieryjnych (Non-Recurring Engineering - NRE) jeszcze przed wyprodukowaniem pojedynczej części.
Projektowanie połączeń samonastawnych, takich jak mechanizmy typu "tab-and-slot", drastycznie zmniejsza zależność od ciężkiego oprzyrządowania. Wbudowując wyrównanie bezpośrednio w płaski wzór blachy, eliminujesz kosztowne niestandardowe oprzyrządowanie i pozwalasz fabryce korzystać ze standardowych, gotowych ustawień mocowania.
Czas montażu
Czas potrzebny na ustawienie, zaciśnięcie i połączenie dwóch kawałków metalu dyktuje wydajność całej linii produkcyjnej. Ciągłe spawanie TIG lub MIG wymaga wykwalifikowanej siły roboczej i znacznego czasu na przygotowanie, wykonanie i chłodzenie.
Jeśli połączenie nie jest poddawane dużym obciążeniom strukturalnym, zastąpienie ciągłych spawów zgrzewaniem punktowym lub sprzętem PEM znacznie przyspiesza linię produkcyjną. Metody mocowania na zimno zajmują kilka sekund na złącze i nie wymagają czasu chłodzenia, obniżając koszty pracy na jednostkę i przyspieszając ogólny harmonogram produkcji.
Kompatybilność z automatyką
Skalowanie produktu od serii pilotażowych do produkcji masowej zwykle wymaga przejścia z montażu ręcznego na spawanie zautomatyzowane lub zrobotyzowane. Roboty wymagają jednak wysoce przewidywalnych, prostych ścieżek i nie mogą łatwo poruszać się po ciasnych narożnikach wewnętrznych lub kompensować niespójnych rozmiarów szczelin.
Aby projekt był opłacalny przy dużych ilościach, należy ustandaryzować geometrię połączeń w całym produkcie. Utrzymywanie połączeń dostępnych z zewnątrz i standaryzacja szerokości kołnierzy do zgrzewania punktowego minimalizuje czas programowania robotów i sprawia, że automatyzacja jest opłacalną opcją dla producenta.
Wspólny wybór dla rzeczywistych zastosowań
Wybór złącza rzadko polega na znalezieniu uniwersalnego rozwiązania. Wymaga to dopasowania geometrii i metody łączenia do konkretnych wyzwań fizycznych i gatunków materiałów, z którymi część będzie musiała się zmierzyć w swoim środowisku pracy.
Obudowy cienkogabarytowe
Elektroniczne podwozie, szafy serwerowei skrzynki kontrolne są zwykle formowane z cienkiej blachy (np. 0,8 mm do 1,5 mm stali ocynkowanej lub Q235), aby zaoszczędzić na wadze i kosztach materiałów. Głównym wyzwaniem produkcyjnym jest to, że cienkie materiały przepalają się lub gwałtownie wypaczają pod wpływem skoncentrowanego ciepła.
W takich zastosowaniach spawanie łukiem ciągłym powinno być ograniczone do minimum. Standardowym rozwiązaniem są połączenia zakładkowe połączone z punktowym zgrzewaniem oporowym lub nitami jednostronnie zamykanymi. Zapewniają one odpowiednią wytrzymałość dla obudów statycznych, jednocześnie utrzymując metal w niskiej temperaturze i zachowując solidność strukturalną.
Zespoły o wysokim poziomie wibracji
Komponenty stosowane w maszynach przemysłowych, wspornikach samochodowych lub mocowaniach HVAC są poddawane ciągłym obciążeniom dynamicznym. W tych środowiskach sztywne, ciągłe spoiny często stają się koncentratorami naprężeń, które ostatecznie prowadzą do pęknięć zmęczeniowych.
Aby poradzić sobie z wibracjami, złącze musi rozkładać naprężenia na większym obszarze. Wykorzystanie połączeń zakładkowych z przemysłowymi klejami strukturalnymi, często w połączeniu z łącznikami mechanicznymi, zapewnia efekt tłumienia. To hybrydowe podejście do łączenia absorbuje cykliczne naprężenia znacznie lepiej niż standardowa spoina czołowa.
Kosmetyczne części nierdzewne
Sprzęt do przetwarzania żywności, urządzenia medyczne i wysokiej klasy urządzenia konsumenckie często wymagają stali nierdzewnej (zazwyczaj 304 lub 316L) o nieskazitelnych, higienicznych powierzchniach. Wyzwanie polega na wyeliminowaniu wszelkich szczelin, nakładających się szwów lub odsłoniętych główek łączników, w których mógłby gromadzić się brud lub bakterie.
W tych rygorystycznych zastosowaniach wymagane są połączenia doczołowe spawane metodą TIG lub w pełni zamknięte połączenia narożne. Chociaż zwiększa to koszty produkcji ze względu na konieczne czyszczenie wsteczne (aby zapobiec utlenianiu), szlifowanie i polerowanie, jest to jedyny sposób na uzyskanie bezszwowego, higienicznego wykończenia.
Lekkie konstrukcje aluminiowe
Komponenty lotnicze i obudowy akumulatorów pojazdów elektrycznych (EV) w dużej mierze opierają się na aluminium (takim jak gatunki 5052 lub 6061) w celu zmniejszenia masy. Jednak aluminium charakteryzuje się wysoką przewodnością, szybko rozprasza ciepło i - co istotne - traci swoją wytrzymałość strukturalną (wytrzymałość) w strefie wpływu ciepła podczas spawania.
Aby zachować właściwości mechaniczne materiału, producenci często całkowicie unikają łączenia termicznego w przypadku aluminiowych części konstrukcyjnych. Preferowaną metodą utrzymania integralności materiału i stabilności wymiarowej jest mocowanie mechaniczne za pomocą wytrzymałych nitów lub nitów samozrywalnych (SPR), w połączeniu z klejami klasy lotniczej.
Wnioski
Projektowanie połączeń blach to nie tylko kwestia wytrzymałości. Jest to kluczowy element sposobu wytwarzania produktu. Wybory dotyczące kształtów połączeń i metod łączenia mają ogromne znaczenie. Mają one wpływ na prawdopodobieństwo wystąpienia błędów produkcyjnych. Zmieniają również ilość potrzebnej pracy ręcznej. Wreszcie, wpływają na ostateczny koszt każdej części.
O łatwej produkcji należy pomyśleć na wczesnym etapie procesu projektowania. Można na przykład dodać wypustki, które same się ustawiają. Można również użyć mniejszej ilości ciepła na cienkim metalu. Należy również pozostawić miejsce na narzędzia, aby dotrzeć do połączeń. Te wczesne kroki pomagają zespołowi płynnie przejść od testów do pełnej produkcji.
Inżynierowie w Shengen dokładnie wiedzą, jak działa hala produkcyjna. Nasz zespół ma ponad 10-letnie doświadczenie w tworzeniu szybkich modeli testowych i budowaniu części blaszanych. Już dziś możesz przesłać pliki projektowe do naszego zespołu. Sprawdzimy je, aby upewnić się, że są łatwe do zbudowania.
Często zadawane pytania
Jakie jest najmocniejsze połączenie blach dla części konstrukcyjnych?
Spawane połączenia doczołowe i dobrze zaprojektowane połączenia zakładkowe są zazwyczaj najmocniejszymi opcjami dla części konstrukcyjnych. Wytrzymałość nadal zależy od kierunku obciążenia, grubości materiału i jakości spoiny. W przypadku cienkich blach często stosuje się zgrzewanie punktowe i nity, ponieważ zmniejszają one odkształcenia przy zachowaniu wystarczającej wytrzymałości dla większości zastosowań.
Które złącze blaszane jest najlepsze do produkcji masowej?
Połączenia zakładkowe ze zgrzewaniem punktowym są najczęstszym wyborem w produkcji masowej. Są łatwe do wyrównania, szybkie w spawaniu i dobrze współpracują z automatyzacją. Ta kombinacja jest szeroko stosowana w przemyśle motoryzacyjnym i produkcji urządzeń, ponieważ zapewnia stabilną jakość i krótki czas cyklu.
Jak zmniejszyć odkształcenia w spawanych połączeniach blach?
Zmniejszyć dopływ ciepła i kontrolować sekwencję spawania. Używaj odpowiednich uchwytów, aby mocno trzymać części. Spawanie punktowe lub laserowe może również pomóc w zmniejszeniu zniekształceń. Dobra konstrukcja złącza ma zwykle większe znaczenie niż usuwanie odkształceń po spawaniu.
Co powoduje uszkodzenia połączeń blach?
Główne przyczyny to pękanie spawów, naprężenia zmęczeniowe, słabe dopasowanie i korozja między różnymi metalami. Cienka blacha jest bardziej wrażliwa na koncentrację naprężeń, szczególnie w pobliżu obszarów spawania. Większość awarii wynika ze złego projektu lub niewłaściwego doboru procesu.
Kiedy powinienem wybrać mocowanie mechaniczne zamiast spawania?
Mocowania mechanicznego należy używać, gdy należy unikać wysokiej temperatury lub gdy części mają powłoki. Jest to również lepsze rozwiązanie w przypadku demontażu, mieszanych materiałów lub gdy spójność jest ważniejsza niż wygląd. Nity i elementy złączne PEM są powszechnym wyborem w takich przypadkach.
Hej, jestem Kevin Lee

Przez ostatnie 10 lat byłem zanurzony w różnych formach produkcji blach, dzieląc się tutaj fajnymi spostrzeżeniami z moich doświadczeń w różnych warsztatach.
Skontaktuj się z nami
Kevin Lee
Mam ponad dziesięcioletnie doświadczenie zawodowe w produkcji blach, specjalizując się w cięciu laserowym, gięciu, spawaniu i technikach obróbki powierzchni. Jako dyrektor techniczny w Shengen, jestem zaangażowany w rozwiązywanie złożonych wyzwań produkcyjnych i napędzanie innowacji i jakości w każdym projekcie.
Powiązane zasoby

Stal ocynkowana elektrolitycznie: Przewodnik po obróbce i doborze

Wykrawanie a cięcie laserowe: Koszty, szybkość i kompromisy DFM

