Les produits modernes nécessitent souvent des pièces en tôle avec des courbures précises. Parfois, un mauvais pliage peut rendre l'assemblage difficile. De nombreux ingénieurs et responsables sont confrontés à des difficultés lorsqu'il s'agit de choisir la méthode de pliage appropriée. Ce billet vous guidera à travers les bases, les conseils pratiques et les types les plus courants, pour vous permettre de prendre des décisions en connaissance de cause et d'éviter les erreurs les plus courantes.
Le pliage de la tôle est la clé de la transformation du métal plat en pièces fonctionnelles. Lorsque vous comprenez les méthodes et les meilleures pratiques, vous pouvez sélectionner de meilleures pièces et faire des choix plus éclairés. Prêt à apprendre les bases et les détails ? Poursuivez votre lecture.
Qu'est-ce que le pliage de tôle ?
Le cintrage de la tôle consiste à appliquer une force à une tôle pour la faire plier selon un certain angle. Le matériau reste en une seule pièce mais change de forme. Des outils tels qu'un poinçon et une matrice dans une presse plieuse sont couramment utilisés. La tôle se plie lorsque le poinçon la pousse dans la matrice. La forme finale dépend de la géométrie de l'outil, de la force appliquée et du type de matériau.
Ce procédé permet de créer des angles simples ou des formes complexes. Les courbes les plus courantes sont les courbes en V, les courbes en U et les canaux. Le cintrage peut être réalisé en une seule étape ou en plusieurs passes. La méthode choisie influe sur la précision du pliage, le retour élastique et la vitesse de production.
Méthodes de pliage courantes
Chaque méthode de pliage est plus efficace dans des conditions spécifiques. Le bon choix dépend de la conception de la pièce, du type de matériau et des besoins de production.
Pliage de l'air
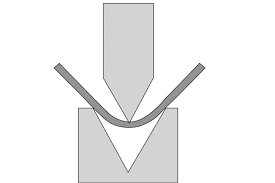
Le cintrage à l'air est la méthode de cintrage la plus courante. Il utilise un poinçon pour presser le métal dans une matrice en forme de V, mais le poinçon ne touche pas le fond. La tôle se plie en touchant uniquement les bords de la matrice et la pointe du poinçon.
Cette méthode permet d'obtenir des angles de pliage flexibles en utilisant les mêmes outils. Elle utilise moins de force que les autres méthodes. Cependant, elle présente un retour élastique plus important, de sorte que la précision dépend du contrôle de la machine et de la compétence de l'opérateur.
Creux
Le pliage par le bas, également connu sous le nom de pliage par le bas, presse complètement la feuille dans la matrice. Le poinçon touche le matériau jusqu'à ce qu'il se trouve au fond du V. Cette méthode offre une meilleure précision et moins de retour élastique que le cintrage à l'air.
Elle nécessite plus de force et des jeux de poinçons spécifiques pour chaque angle. Cette méthode est idéale lorsqu'une précision et une répétabilité élevées sont nécessaires pour les grandes séries.

Monnayage
Le monnayage utilise une pression très élevée pour enfoncer le poinçon profondément dans le matériau. Cela aplatit la zone de contact et amincit légèrement le métal au niveau du pli. Le résultat est un pliage net avec un retour élastique presque nul.
Le monnayage offre la plus grande précision, mais il soumet les outils et les machines à des contraintes. Cette technique est plus efficace pour les pièces très petites ou détaillées qui nécessitent des tolérances serrées.

Pliage rotatif
Le pliage rotatif utilise une matrice rotative pour former le pli au fur et à mesure que le poinçon descend. Le mouvement de rotation réduit les frottements et les marques sur le métal. Cette méthode est souvent utilisée pour le cintrage de tubes ou de matériaux revêtus pour lesquels la qualité de la surface est importante.
Il permet également de former des courbes à 90° sans retour élastique. Le cintrage rotatif permet de réaliser des cintrages à plus de 90° sans endommager la surface de la pièce.

Cintrage par rouleaux
Cintrage par rouleaux utilise trois rouleaux pour courber progressivement la feuille. La feuille passe à travers les rouleaux, qui exercent une pression sur une plus grande surface. Cette méthode est utilisée pour produire des cylindres ou des pièces de grand rayon.
Le cintrage par roulage est plus lent et moins précis pour les angles serrés. Mais il fonctionne bien pour les grandes pièces ou les courbes continues dans des matériaux épais.

Essuyer le pliage
Le pliage par essuyage utilise un coussin de pression pour maintenir la feuille en position. Un poinçon pousse ensuite le bord libre vers le bas le long d'une matrice droite. Cette méthode est souvent utilisée pour créer des brides sur le bord d'une pièce.
Le pliage par essuyage est rapide et simple. Cependant, il peut laisser des marques sur le matériau et nécessiter une attention particulière pour contrôler l'angle de pliage et le retour élastique.
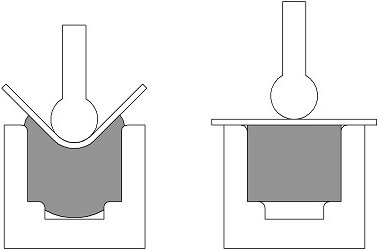
Cintrage en V
Le pliage en V forme la tôle en la pressant dans une matrice en forme de V à l'aide d'un poinçon. Il peut s'agir d'un pliage à l'air ou d'un pliage par le bas, en fonction de la profondeur du poinçon.
C'est la forme de cintrage la plus utilisée. Elle est flexible et convient à de nombreux angles et types de pièces. L'angle dépend de la profondeur du poinçon et du retour élastique du matériau.

Cintrage en U
Le pliage en U crée un canal en forme de U à l'aide d'un poinçon et d'une matrice. Il plie la tôle deux fois en une seule étape. Cette méthode est utile pour les canaux, enceintes, et supports d'appui.
Il nécessite une conception minutieuse de l'outil afin de contrôler la forme de la pièce et d'éviter les déformations. Le pliage en U implique généralement un retour élastique plus important que le pliage en V.
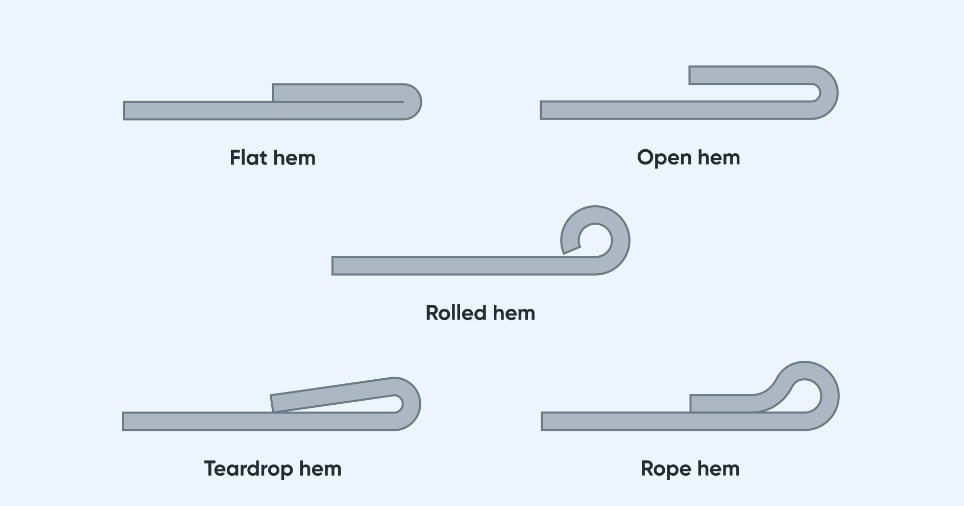
Ourlet
Ourlet plie le bord de la feuille sur lui-même. Il est utilisé pour renforcer les bords, supprimer les angles vifs ou créer une finition propre. L'ourlet se déroule en deux étapes : d'abord un pliage, puis une étape d'aplatissement.
Cette méthode est standard pour les boîtiers, les couvercles ou les pièces dont l'aspect des bords est essentiel. Elle nécessite un contrôle rigoureux pour éviter les craquelures ou les plis irréguliers.
Facteurs influençant le processus de pliage
Plusieurs facteurs influencent le pliage du métal et la précision de la pièce finale. Les connaître permet d'améliorer la qualité des pièces et d'éviter les erreurs de pliage.
Allocation de pliage
Allocation de pliage est la longueur de matériau nécessaire pour réaliser un pli. Lorsque le métal se plie, il s'étire légèrement du côté extérieur et se comprime du côté intérieur. La surépaisseur de pliage permet de tenir compte de ce phénomène.
Formule de calcul de l'indemnité de flexion :
BA = A × (π/180) × (R + K × T)
Où ?
- A = Angle de courbure (en degrés)
- R = Rayon de courbure intérieur
- T = Epaisseur du matériau
- K = Facteur K (généralement compris entre 0,3 et 0,5 pour la plupart des matériaux)
Cette formule vous permet de calculer la longueur de la feuille plate avant le pliage.
Rayon et angle de courbure
Le rayon de courbure est le rayon intérieur du coude. Un rayon plus grand entraîne moins de contraintes et moins de risques de fissuration. Les courbes prononcées dans les matériaux épais ou rigides peuvent entraîner une défaillance de la pièce.
- Une règle typique : Le rayon de courbure doit être au moins égal à l'épaisseur du matériau pour la plupart des métaux.
- L'angle de pliage est l'angle total formé après le pliage. Par exemple, un angle de 90° forme un coude à angle droit.
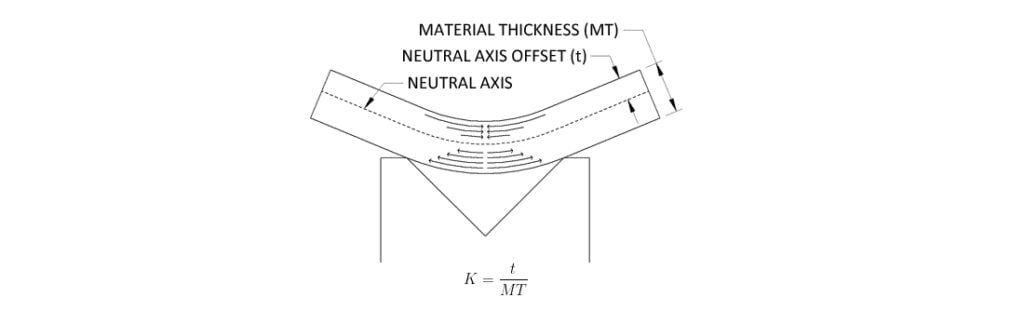
Facteur K
Le Facteur K est le rapport entre l'emplacement de l'axe neutre et l'épaisseur du matériau. Il affecte la tolérance au pliage et aide à définir l'étirement du matériau.
K = t / T
Où ?
- t = Distance entre la face intérieure et l'axe neutre
- T = Epaisseur totale du matériau
Valeurs courantes du facteur K :
- Aluminium mou : 0,33
- Acier doux : 0,42
- Acier inoxydable : 0,45
Vous pouvez ajuster le facteur K en fonction du type de matériau, de l'épaisseur et de la méthode de pliage.
Effet de retour élastique
Après le pliage, le métal a tendance à "revenir" légèrement vers sa forme initiale. Ce phénomène est dû à la reprise élastique du matériau. S'il n'est pas pris en compte, l'angle de pliage sera erroné.
Traiter avec dos d'âne:
- Dépasser légèrement l'angle cible
- Utiliser le bottoming ou le coining pour réduire l'effet
Exemple :
Si l'on vise un pliage à 90° dans l'acier inoxydable, la presse devra peut-être former un angle de 88° pour obtenir le résultat correct après le retour élastique.
Conseils de conception pour le pliage de la tôle
Un produit bien conçu peut réduire les problèmes de production, prévenir les défaillances des matériaux et améliorer l'ajustement final. Les conseils ci-dessous permettent de créer des plis plus propres, plus résistants et plus rentables.
Bonnes pratiques pour le placement des trous et des fentes
Évitez de placer des trous ou des fentes trop près de la ligne de pliage. Pendant le pliage, ces éléments peuvent se déformer ou se déchirer.
Règle générale : Garder les trous au moins 2× l'épaisseur du matériau (T) loin du bord plié.
Exemple : Pour l'acier de 1,5 mm d'épaisseur, les trous ne doivent pas être plus rapprochés que 3 mm de la ligne de pliage.
Si le trou doit être plus proche, il convient d'envisager un pré-pliage de la pièce avant le poinçonnage ou l'ajout d'un renfort pour éviter les déformations.
Lignes directrices concernant la longueur minimale des brides
Le bride est la zone plate qui s'étend à partir de la courbure. Si elle est trop courte, la matrice ou le poinçon risque d'endommager la pièce.
Formule de calcul de la longueur minimale de la bride (cintrage à l'air) :
Bride minimale = V × 0,5
Où ?
- V = Largeur de l'ouverture de la matrice (généralement ~8×T pour les outils standard)
Exemple : Pour une tôle de 2 mm avec une ouverture en V de 16 mm :
Bride minimale = 16 × 0,5 = 8 mm
Si la bride est plus courte que cela, il se peut que vous ayez besoin d'un outillage personnalisé ou d'une séquence de pliage différente.
Côtés chanfreinés
Les angles vifs près des coudes peuvent provoquer des déchirures ou des plis. Le chanfreinage du bord permet d'éliminer l'excès de matière et de réduire les contraintes.
Conseil : Chanfreinez ou arrondissez les angles qui seront proches de la zone finale, en particulier sur les pièces plus épaisses ou les matériaux à haute résistance.
Même un Chanfrein de 45 peut prévenir les fissures et améliorer l'apparence.
Trou Distance de Bend
Une deuxième règle pour la distance entre les trous :
Si le trou se trouve sur le face intérieure d'un virage, le placer au moins :
Distance = Rayon + 1,5 × T
S'il s'agit de la face extérieure, utiliser :
Distance = Rayon + 3 × T
Cela permet d'éviter les déformations dues à l'étirement ou à la compression du métal.
Soulagement de la courbure
L'allègement du pliage est une encoche ou une fente sur la ligne de pliage pour éviter les déchirures et les déformations. Il permet au matériau de se déplacer librement pendant le pliage.
Suggestion de design :
- Largeur du relief ≥ épaisseur du matériau
- Profondeur du relief ≥ rayon de courbure + 1,5 × T
Utiliser la décharge de coude lorsque deux coudes sont proches ou lorsqu'une bride s'enroule autour d'une autre face.
Vérifier le motif plat
Avant de procéder au pliage, il faut toujours revoir le modèle plat en CAO. Veillez à ce que le modèle plat comporte des surépaisseurs de pliage exactes, un facteur K correct et un placement correct des caractéristiques.
Utilisez des tables de pliage dans la CAO pour automatiser cette étape et réduire les erreurs. Exporter la mise en page à plat avec le dépliage correct pour la découpe au laser ou le poinçonnage.
La ligne de pliage est parallèle à un côté
Veillez à ce qu'au moins une ligne de pliage soit parallèle à un côté de la feuille. Cela améliore l'alignement lors de l'installation et simplifie l'utilisation des dispositifs de fixation.
Évitez les angles complexes, sauf si cela est nécessaire. Les courbes droites et parallèles sont plus rapides et plus précises.
Conclusion
Le pliage de la tôle permet de transformer des tôles plates en pièces fonctionnelles en 3D. Le processus fait appel à diverses méthodes, notamment le cintrage à l'air, le pliage par le bas et le pliage par le haut, chacune ayant ses avantages et ses inconvénients. Des facteurs clés, tels que la surépaisseur de pliage, le rayon, le facteur K et le retour élastique, affectent directement la précision. L'utilisation conjointe d'une méthode et d'une conception correctes permet d'améliorer la qualité des pièces et de réduire les délais de production.
Besoin d'aide pour votre projet de pliage de tôle ? Dites-nous sur quoi vous travaillezet notre équipe d'ingénieurs vous fournira rapidement des commentaires, des suggestions DFM et des devis précis, le tout dans un délai de 24 heures.
Hey, je suis Kevin Lee

Au cours des dix dernières années, j'ai été immergé dans diverses formes de fabrication de tôles, partageant ici des idées intéressantes tirées de mes expériences dans divers ateliers.
Prendre contact
Kevin Lee
J'ai plus de dix ans d'expérience professionnelle dans la fabrication de tôles, avec une spécialisation dans la découpe au laser, le pliage, le soudage et les techniques de traitement de surface. En tant que directeur technique chez Shengen, je m'engage à résoudre des problèmes de fabrication complexes et à favoriser l'innovation et la qualité dans chaque projet.
Ressources connexes

Acier inoxydable résistant aux empreintes digitales : comment fonctionne-t-il et comment le choisir ?

OEM ou fabrication en sous-traitance : Comment choisir le bon modèle pour votre projet

Coûts d'installation et coûts unitaires dans la fabrication de tôles
