Un devis de découpe laser reflète plusieurs variables de fabrication au-delà du coût de la matière première. Les acheteurs évaluent souvent une pièce en se basant uniquement sur son encombrement, ce qui peut conduire à mal calculer le prix final ou à ne pas comprendre pourquoi les devis varient d'un fournisseur à l'autre.
Ce guide présente les principaux éléments d'un devis de découpe laser et explique comment les décisions de conception spécifiques affectent les coûts de production. La compréhension de ces facteurs peut vous aider à optimiser la conception des pièces pour la fabrication et à établir des budgets précis.
Qu'est-ce qui se cache derrière un devis de découpe au laser ?
Lorsqu'un devis est établi pour un prototype ou une série de production, il tient compte d'un ensemble spécifique de variables opérationnelles. Si l'on ne tient compte que des prix des matériaux, on ne tient pas compte des exigences de production qui déterminent le chiffre final.
Le temps des machines
Le fonctionnement de la machine est le principal facteur de réduction des coûts. Le prix est étroitement lié au temps de fonctionnement du laser. Le coût dépend de la distance linéaire totale de découpe et du nombre de perçages requis, plutôt que des dimensions globales de la pièce.
Par exemple, une petite pièce avec un motif dense en nid d'abeille prend plus de temps à découper qu'un grand carré simple, ce qui entraîne un coût plus élevé.
Utilisation des matériaux
Les devis de matériaux tiennent compte de la qualité spécifique de la tôle, des dimensions standard du stock et du rendement global. Au cours de la production, l'espace entre les pièces et toutes les découpes internes deviennent des déchets irrécupérables, souvent appelés "squelette". Le coût de ce matériau perdu est pris en compte dans le prix unitaire.
Les pièces conçues pour une imbrication efficace maximisent l'utilisation des matériaux et réduisent le coût par pièce.
Configuration et programmation
Les étapes de préproduction comprennent l'examen des fichiers CAO, la génération des trajectoires de coupe, l'optimisation de l'imbrication et la configuration des paramètres de la machine. Ces tâches requièrent une quantité fixe de temps de la part des ingénieurs et des opérateurs.
Dans le cas d'une petite série de prototypes, ce temps de préparation représente une part importante du coût. Dans les grandes séries, le coût de préparation est réparti sur de nombreuses unités, ce qui réduit son impact sur le prix de chaque pièce.
Opérations secondaires
La découpe laser n'est souvent que la première étape de la fabrication. Des exigences supplémentaires, telles que ébavurage, flexionl'insertion de matériel, ou finition de surfaceCes processus secondaires nécessitent des installations et une main-d'œuvre distinctes. Ces processus secondaires peuvent parfois dépasser le coût de l'opération de découpe initiale.
Comment l'épaisseur du matériau affecte le coût de la découpe laser?
Les coûts de découpe ne sont pas linéaires en fonction de l'épaisseur du matériau. Lorsqu'une conception dépasse une certaine épaisseur, les exigences opérationnelles changent, ce qui modifie l'aspect économique de la découpe.
Réductions de la vitesse de coupe
Lorsque l'épaisseur du matériau augmente, la vitesse d'avance du laser doit diminuer pour maintenir un bord de coupe propre.
Par exemple, en fonction de la puissance du laser, une machine peut découper de l'acier doux de 2 mm à une vitesse d'environ 800 pouces par minute, mais ralentir à 50 pouces par minute pour une plaque de 10 mm. Par conséquent, si l'on double l'épaisseur de la plaque, le temps de travail de la machine est plus que doublé.
Consommation de gaz d'assistance
Le gaz d'assistance est utilisé pour dégager le matériau fondu de la coupe. Les matériaux plus épais nécessitent des pressions de gaz et des débits plus élevés.
Le choix du gaz a également une incidence sur le prix : l'oxygène est généralement moins cher mais laisse un bord oxydé sur l'acier qui peut nécessiter un meulage. En revanche, l'azote laisse un bord propre, prêt à être soudé, mais consomme plus de volume et entraîne des coûts d'exploitation plus élevés.
Effets thermiques et stabilité des processus
Les plaques plus épaisses absorbent et retiennent plus de chaleur pendant la coupe. Cela augmente le risque de distorsion thermique ou de gauchissement des pièces.
Pour maintenir les tolérances et empêcher le matériau de se déplacer et d'interférer avec la tête de coupe, les opérateurs peuvent être amenés à réduire les vitesses de coupe ou à ajouter des pauses de refroidissement, ce qui augmente la durée totale du cycle.
Caractéristiques formées par rapport à un matériau plus épais
Les ingénieurs spécifient parfois des tôles plus épaisses uniquement pour répondre aux exigences de rigidité. Cependant, les tôles plus épaisses nécessitent des temps de coupe plus longs et une consommation de gaz plus élevée.
En fonction de l'application et des contraintes d'espace, l'ajout de caractéristiques formées telles que des brides ou des nervures pliées à une tôle plus fine permet souvent d'obtenir la rigidité structurelle nécessaire tout en réduisant à la fois le poids de la matière première et le temps de découpe.
Comment les détails spécifiques de la CAO influencent le coût de la découpe au laser?
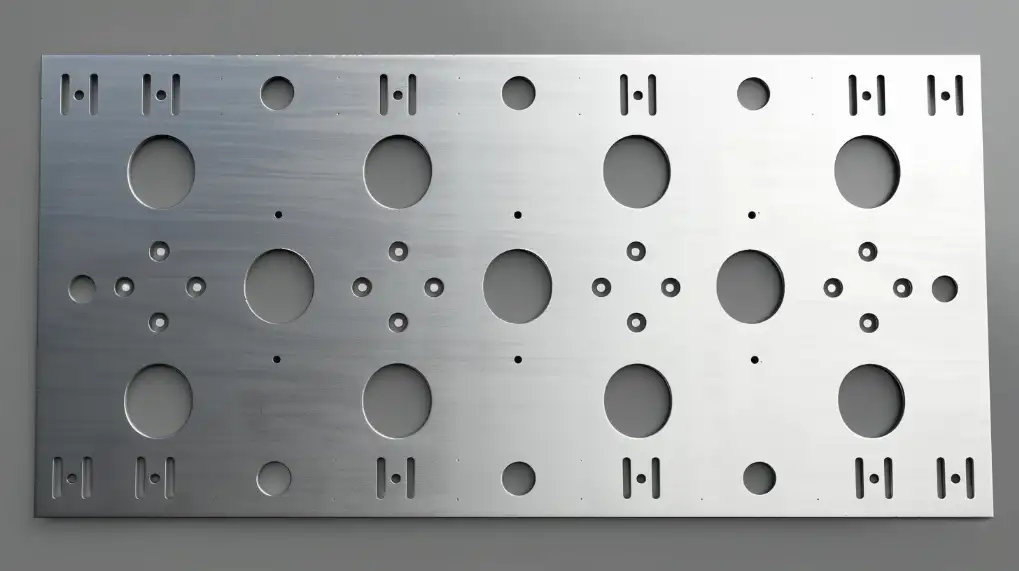
Deux pièces aux dimensions globales identiques peuvent avoir des coûts de fabrication très différents en fonction de leur géométrie interne. Les détails spécifiques d'un fichier CAO dictent directement le comportement de la machine, affectant à la fois le temps de cycle et le risque de produire des déchets.
Compte Pierce
Avant que le laser ne puisse découper une forme, il doit percer le matériau. Chaque caractéristique interne distincte exige que la machine s'arrête, exécute une routine de perçage et commence une nouvelle trajectoire de découpe.
Par exemple, un boîtier électronique conçu avec une grille de ventilation de 200 petits trous circulaires nécessite 200 perçages individuels. La refonte de cette grille pour utiliser 20 fentes plus longues réduit considérablement le nombre total de perçages, ce qui diminue le temps de travail de la machine.
Contraintes liées à la taille des trous
La découpe au laser de trous extrêmement petits - en particulier lorsque le diamètre du trou est inférieur à l'épaisseur du matériau - provoque une accumulation de chaleur localisée. Il en résulte souvent une formation de scories, une éruption ou une perte de précision dimensionnelle.
Pour les plaques épaisses, il est souvent plus fiable et plus rentable de découper au laser un petit trou pilote et de le terminer au diamètre exact par un perçage ou un usinage secondaire.
Spécifications de tolérance
L'application de tolérances globalement serrées (par exemple, ±0,002″) sur l'ensemble d'un dessin oblige l'opérateur à réduire la vitesse de coupe pour minimiser les distorsions thermiques et les vibrations mécaniques.
Le fait de ne spécifier des tolérances serrées que sur les surfaces d'accouplement critiques, tout en autorisant des tolérances commerciales standard sur les profils extérieurs non fonctionnels, permet à la machine de fonctionner à des vitesses d'avance optimales lorsque la précision est moins critique.
Propreté des fichiers et lignes en double
Les fichiers CAO exportés avec des lignes vectorielles qui se chevauchent ou des segments non joints imposent des trajectoires de machine de mauvaise qualité. Si un contour contient des lignes en double, le laser tracera physiquement le même chemin deux fois.
Cela double non seulement le temps d'usinage pour cette caractéristique spécifique, mais ajoute également un excès de chaleur à la pièce, ce qui dégrade la qualité des arêtes et augmente la probabilité de rejet.
Ajustements DFM pour la découpe laser
Des ajustements mineurs de la géométrie d'une pièce peuvent l'optimiser pour le processus de découpe laser sans compromettre sa fonction mécanique. La prise en compte de ces contraintes de fabrication permet de réduire à la fois le temps de cycle et les pertes de matière.
Rayons d'angle et angles vifs
Lorsqu'une tête de découpe laser atteint un angle interne de 90 degrés, les axes de la machine doivent rapidement décélérer, s'arrêter momentanément et accélérer dans une nouvelle direction. Cette hésitation peut entraîner une légère surmortalité au niveau du sommet.
L'ajout d'un petit rayon d'angle (par exemple, 0,030″) aux angles internes non critiques permet à la tête de coupe de maintenir une vitesse d'avance plus douce et plus régulière tout au long du virage, ce qui améliore à la fois la qualité des arêtes et la vitesse d'usinage.
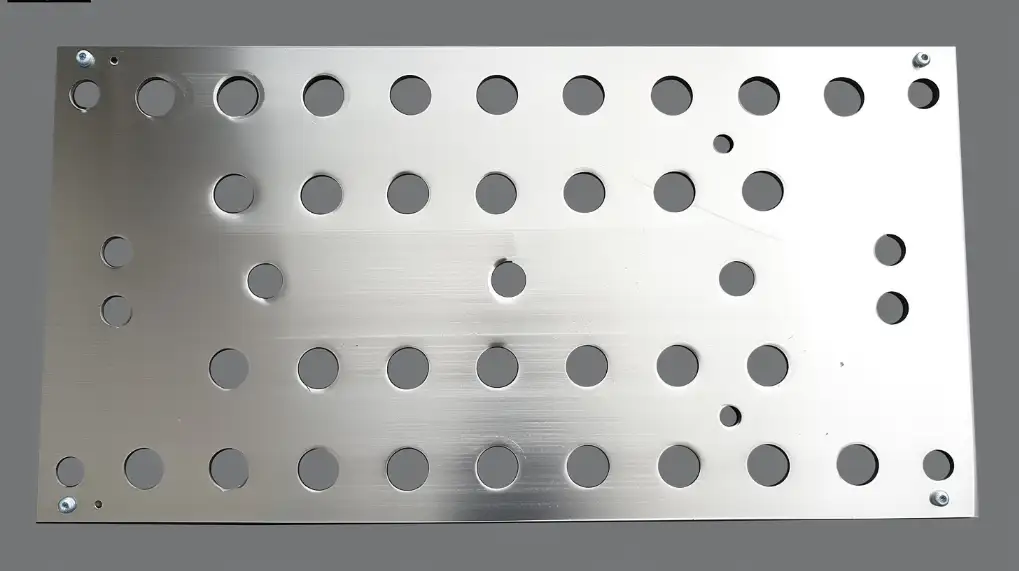
Le rapport entre le trou et l'épaisseur
En règle générale, le diamètre d'un trou découpé au laser doit être égal ou supérieur à l'épaisseur du matériau (rapport 1:1). La conception de trous plus petits que ce rapport rend difficile l'évacuation du métal en fusion de la coupe.
Le respect de cette règle de base garantit une coupe nette et évite d'avoir recours à des paramètres de traitement plus lents et plus prudents.
Espacement des caractères et largeur de la bande
Il est nécessaire de laisser un espace suffisant entre les découpes (l'âme) pour gérer la dissipation de la chaleur. Si les découpes sont placées trop près les unes des autres sur un support porteur, la fine bande restante peut se déformer, fondre ou perdre son intégrité structurelle pendant la découpe.
Le maintien d'une largeur de bande minimale égale à l'épaisseur du matériau garantit la stabilité du processus et réduit le taux de rebut dû à la distorsion thermique.
Conception pour la coupe en ligne commune
Si la conception d'une pièce permet d'obtenir des bords droits et parallèles, les programmeurs de FAO peuvent parfois imbriquer les pièces de manière à ce qu'elles partagent une seule ligne de coupe. Cette technique permet de réduire la distance linéaire totale de coupe et d'éliminer les déchets de sangles entre les pièces.
Bien que cela dépende de la famille de pièces et de la taille du lot, l'utilisation d'arêtes droites sur les limites non critiques permet au fournisseur d'utiliser cette efficacité au cours de la production.
Prise en compte des opérations secondaires et des risques de production
Un devis de base pour la découpe au laser couvre généralement le coût de la découpe du profil et du retrait de la pièce du nid. Cependant, les acheteurs négligent souvent le traitement secondaire et les facteurs de risque qui doivent être pris en compte dans le prix final du composant.
Qualité des bords et ébavurage
En fonction du matériau, de l'épaisseur et du gaz d'assistance utilisé, la découpe laser peut laisser des stries, des arêtes vives ou des micro-bavures (crasses) sur le bord inférieur de la découpe.
Si une pièce nécessite des arêtes de manutention sûres, une finition cosmétique ou une préparation pour le revêtement par poudre, des opérations secondaires telles que l'ébavurage par culbutage, l'arrondi des arêtes ou le meulage manuel sont nécessaires. Ces étapes à forte intensité de main-d'œuvre ajoutent des coûts directs en plus du temps machine.
Rendement des matériaux et risque de rebut
Tous les métaux ne sont pas traités avec la même fiabilité. Les matériaux très réfléchissants, tels que le cuivre ou le laiton, peuvent renvoyer l'énergie du faisceau, ce qui entrave le processus de coupe. Les matériaux soumis à de fortes contraintes internes peuvent se déformer à mi-coupe après la libération d'un contour.
Les fournisseurs prévoient généralement un taux de rebut plus élevé dans les devis pour ces matériaux difficiles afin de tenir compte du risque de feuilles abîmées ou de temps d'arrêt de la machine.
Le coût de la production accélérée
Les commandes urgentes sont assorties d'une prime qui va au-delà des frais administratifs. Dans la production standard, les programmeurs de FAO regroupent plusieurs commandes de clients du même matériau et de la même épaisseur sur une seule feuille pour maximiser l'efficacité de l'imbrication.
Une commande urgente oblige le fournisseur à découper immédiatement la pièce sur sa propre feuille. La baisse de l'utilisation des matériaux qui en résulte augmente directement le coût par pièce.
Évaluation des alternatives à la découpe laser
Si la découpe laser est très polyvalente, elle n'est pas toujours la méthode de fabrication la plus économique ou la plus appropriée d'un point de vue technique. Comprendre les limites du processus permet aux ingénieurs de savoir quand passer à d'autres stratégies de fabrication.
Transition vers l'emboutissage de la tôle
La découpe laser est optimale pour le prototypage et la fabrication de faibles ou moyens volumes, car elle ne nécessite pas d'outillage personnalisé. Toutefois, lorsque les volumes de production atteignent des milliers d'unités, le coût unitaire est limité par le temps de cycle du laser.
Pour les volumes plus importants, l'investissement dans l'outillage dur pour la fabrication de produits en acier inoxydable est nécessaire. emboutissage de tôles devient économiquement viable. Une fois le coût initial de la matrice amorti, le coût par pièce diminue considérablement par rapport au traitement laser continu.
Usinage au jet d'eau et CNC
Pour les tôles exceptionnellement épaisses, ou pour les applications où la zone affectée thermiquement (ZAT) doit être strictement évitée afin d'éviter les changements métallurgiques, l'abrasif peut être utilisé pour le traitement des tôles. découpe au jet d'eau est souvent un processus plus approprié.
Par ailleurs, si un composant nécessite des contre-perçages à tolérance serrée, des trous taraudés ou un fraisage de surface précis en 3D, Usinage CNC permet un contrôle dimensionnel qu'un processus de découpe thermique en 2D ne peut pas atteindre.
Assemblages de fabrication hybrides
La découpe au laser d'une pièce complexe et monolithique à partir d'une seule plaque épaisse est souvent trop coûteuse. Dans de nombreuses applications structurelles, il est plus économique de découper au laser plusieurs composants plus fins et plus simples et de les assembler.
L'évaluation d'une pièce lourde en tant qu'assemblage soudé, ou l'utilisation de l'insertion de matériel (comme des écrous à sertir ou des entretoises) sur une feuille mince, donne souvent un coût de fabrication total plus compétitif que le traitement d'un seul bloc de matériau épais.
Conclusion
Les coûts de la découpe laser ne dépendent pas uniquement de la taille des pièces. Dans la plupart des cas, le prix final est déterminé par le temps machine, l'utilisation des matériaux, l'épaisseur et la conception de la pièce.
De petites modifications de la géométrie, de l'épaisseur ou de la qualité de la CAO peuvent modifier considérablement le devis. C'est pourquoi deux fournisseurs peuvent fixer des prix très différents pour un même dessin et que certaines pièces coûtent plus cher que prévu, même si elles semblent simples.
Si vous comparez des devis de découpe laser, le prix seul est rarement révélateur. Un devis moins élevé peut résulter d'hypothèses différentes concernant les matériaux, d'un contrôle plus lâche du processus ou d'un travail secondaire manquant. Un devis plus élevé peut refléter des facteurs de coûts réels dans la conception qui peuvent encore être améliorés avant le début de la production.
Si vous avez déjà un dessin, nous l'envoyer pour examen. Nous pouvons examiner la pièce du point de vue de la fabrication et des coûts, puis vous montrer ce qui affecte le devis et où des changements peuvent contribuer à réduire les coûts inutiles.
Hey, je suis Kevin Lee

Au cours des dix dernières années, j'ai été immergé dans diverses formes de fabrication de tôles, partageant ici des idées intéressantes tirées de mes expériences dans divers ateliers.
Prendre contact
Kevin Lee
J'ai plus de dix ans d'expérience professionnelle dans la fabrication de tôles, avec une spécialisation dans la découpe au laser, le pliage, le soudage et les techniques de traitement de surface. En tant que directeur technique chez Shengen, je m'engage à résoudre des problèmes de fabrication complexes et à favoriser l'innovation et la qualité dans chaque projet.
Ressources connexes

Texturation au laser des métaux : préparation, conception pour la fabrication (DFM) et maîtrise des coûts

Acier électro-galvanisé : guide de fabrication et de sélection

Poinçonnage ou découpe laser : Coût, vitesse et compromis DFM
