Um orçamento de corte a laser reflecte diversas variáveis de fabrico para além do custo da matéria-prima. Muitas vezes, os compradores avaliam uma peça apenas com base na sua pegada, o que pode levar a um cálculo incorreto do preço final ou a uma má compreensão da razão pela qual os orçamentos variam entre fornecedores.
Este guia analisa os principais elementos de um orçamento de corte a laser e explica como as decisões de conceção específicas afectam os custos de produção. A compreensão destes factores pode ajudá-lo a otimizar os desenhos de peças para fabrico e a projetar orçamentos com precisão.
O que realmente entra em uma cotação de corte a laser?
Quando uma cotação é gerada para um protótipo ou para uma produção, tem em conta um conjunto específico de variáveis operacionais. Se olharmos apenas para os preços dos materiais, os requisitos de produção que determinam o número final não são tidos em conta.
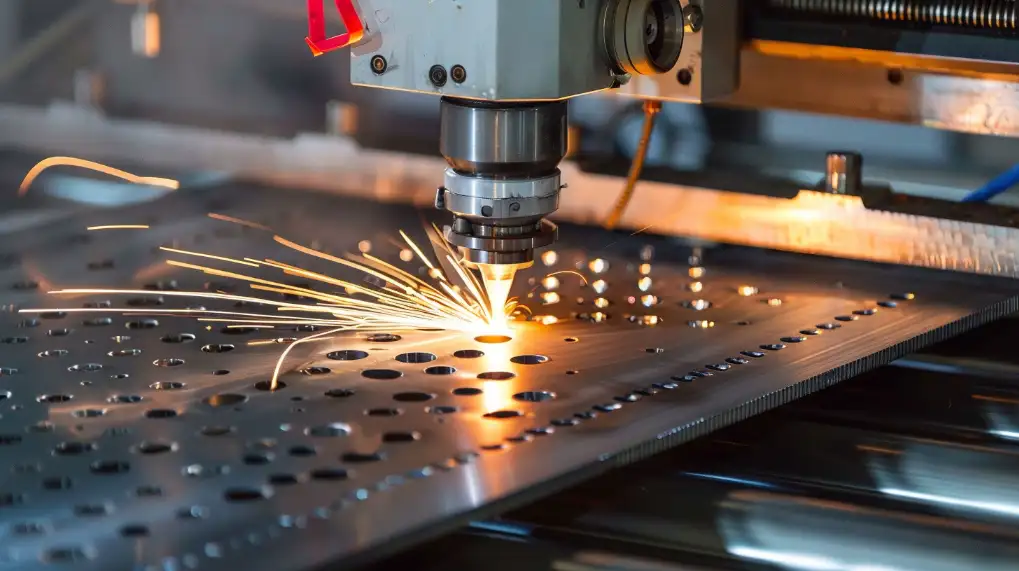
Tempo da máquina
O funcionamento da máquina é o principal fator de redução de custos. O preço está intimamente ligado ao tempo de funcionamento ativo do laser. O custo depende da distância total de corte linear e do número de perfurações necessárias, e não das dimensões totais da peça.
Por exemplo, uma peça pequena com um padrão denso em favo de mel demora mais tempo a cortar do que um quadrado grande e simples, o que resulta num custo mais elevado.
Utilização de materiais
Os orçamentos de materiais têm em conta o tipo de chapa específico, as dimensões padrão do stock e o rendimento global. Durante a produção, o espaço entre as peças e quaisquer cortes internos tornam-se sucata irrecuperável, frequentemente designada por esqueleto. O custo deste material desperdiçado é incluído no preço unitário.
As peças concebidas para um encaixe eficiente maximizam a utilização de material e reduzem o custo por peça.
Configuração e programação
As etapas de pré-produção incluem a revisão do ficheiro CAD, a geração de percursos de corte, a otimização do agrupamento e a configuração dos parâmetros da máquina. Estas tarefas requerem uma quantidade fixa de tempo de engenharia e de operador.
Numa pequena produção de protótipos, este tempo de preparação é responsável por uma parte considerável do custo. Em grandes séries de produção, o custo de preparação é distribuído por muitas unidades, reduzindo o seu impacto no preço da peça individual.
Operações secundárias
O corte a laser é frequentemente apenas o primeiro passo no fabrico. Requisitos adicionais, tais como rebarbação, flexão, inserção de hardware, ou acabamento da superfícierequerem configurações e mão de obra separadas. Estes processos secundários podem, por vezes, exceder o custo da operação de corte inicial.
Como a espessura do material afeta o custo do corte a laser?
Os custos de corte não variam linearmente com a espessura do material. Quando um projeto ultrapassa um determinado intervalo de espessura, os requisitos operacionais mudam, alterando a economia do corte.
Reduções da velocidade de corte
À medida que a espessura do material aumenta, a velocidade de avanço do laser tem de diminuir para manter uma aresta de corte limpa.
Por exemplo, dependendo da potência do laser, uma máquina pode cortar aço macio de 2 mm a cerca de 800 polegadas por minuto, mas abrandar para 50 polegadas por minuto para uma chapa de 10 mm. Consequentemente, duplicar a espessura da chapa resulta geralmente em mais do dobro do tempo da máquina.
Consumo de gás de assistência
O gás de assistência é utilizado para limpar o material fundido da fenda de corte. Os materiais mais espessos requerem pressões de gás mais elevadas e caudais mais elevados.
A escolha do gás também afecta o preço: o oxigénio é geralmente menos dispendioso, mas deixa uma aresta oxidada no aço que pode exigir retificação. Em contrapartida, o azoto deixa uma borda limpa e pronta a ser soldada, mas consome mais volume e incorre em custos de funcionamento mais elevados.
Efeitos térmicos e estabilidade do processo
As placas mais grossas absorvem e retêm mais calor durante o corte. Isto aumenta o risco de distorção térmica ou deformação da peça.
Para manter as tolerâncias e evitar que o material se desloque e interfira com a cabeça de corte, os operadores podem ter de reduzir as velocidades de corte ou adicionar pausas de arrefecimento, o que aumenta o tempo total do ciclo.
Caraterísticas moldadas vs. material mais espesso
Por vezes, os engenheiros especificam chapas metálicas mais espessas apenas para cumprir os requisitos de rigidez. No entanto, as chapas mais grossas requerem tempos de corte mais longos e um maior consumo de gás.
Dependendo da aplicação e das restrições de folga, a adição de elementos formados, como flanges dobradas ou nervuras, a uma chapa mais fina pode muitas vezes atingir a rigidez estrutural necessária, reduzindo simultaneamente o peso da matéria-prima e o tempo de corte.
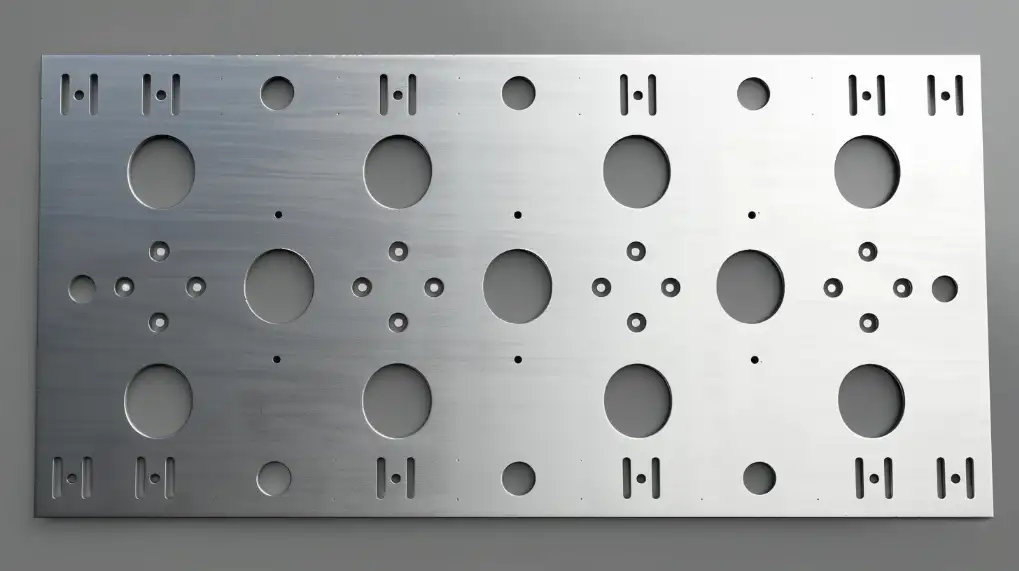
Como os detalhes específicos de CAD influenciam o custo do corte a laser?
Duas peças com dimensões gerais idênticas podem ter custos de fabrico muito diferentes, dependendo da sua geometria interna. Os detalhes específicos de um ficheiro CAD determinam diretamente o comportamento da máquina, afectando tanto o tempo de ciclo como o risco de produção de sucata.
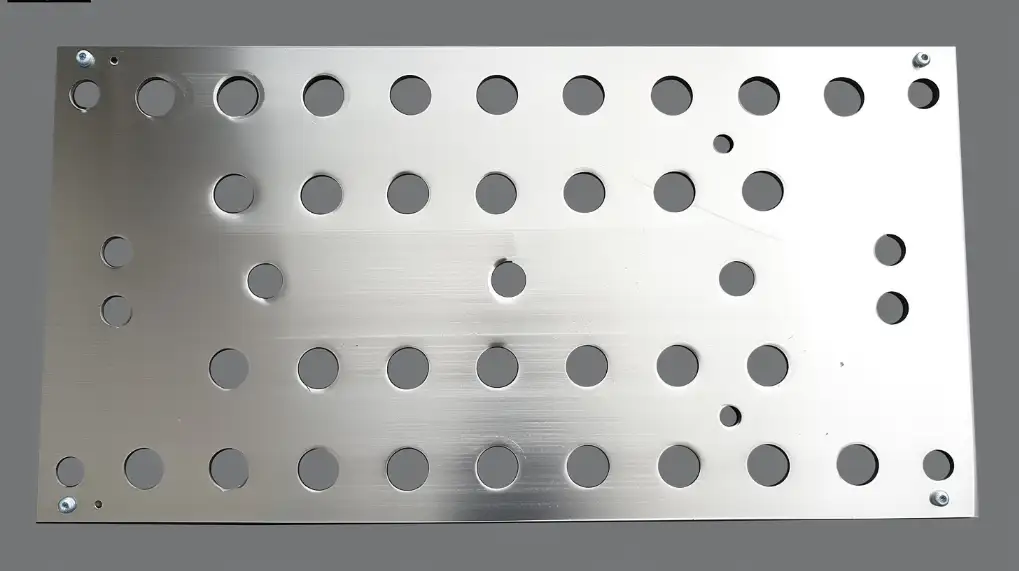
Contagem de Pierce
Antes de o laser poder cortar uma forma, tem de perfurar o material. Cada caraterística interna separada requer que a máquina pare, execute uma rotina de perfuração e inicie um novo percurso de corte.
Por exemplo, um invólucro eletrónico concebido com uma grelha de ventilação de 200 pequenos orifícios circulares requer 200 perfurações individuais. Redesenhar essa grelha para utilizar 20 ranhuras mais longas reduz drasticamente a contagem total de furos, diminuindo efetivamente o tempo de máquina.
Restrições de tamanho do furo
A tentativa de corte a laser de orifícios extremamente pequenos - especialmente quando o diâmetro do orifício é inferior à espessura do material - provoca uma acumulação de calor localizada. Isto resulta frequentemente na formação de escória, rebentamento ou perda de precisão dimensional.
Para placas espessas, é frequentemente mais fiável e económico cortar a laser um pequeno orifício piloto e terminar com o diâmetro exato com perfuração ou maquinagem secundária.
Especificações de tolerância
A aplicação de tolerâncias globalmente apertadas (por exemplo, ±0,002″) em todo um desenho obriga o operador a reduzir a velocidade de corte para minimizar a distorção térmica e a vibração mecânica.
A especificação de tolerâncias apertadas apenas em superfícies de contacto críticas, permitindo tolerâncias comerciais normais em perfis exteriores não funcionais, permite que a máquina funcione com taxas de avanço óptimas onde a precisão é menos crítica.
Limpeza de ficheiros e linhas duplicadas
Os ficheiros CAD exportados com linhas vectoriais sobrepostas ou segmentos não unidos ditam caminhos de máquina pobres. Se um contorno contiver linhas duplicadas, o laser irá traçar fisicamente o mesmo caminho duas vezes.
Isto não só duplica o tempo de máquina para essa caraterística específica, como também adiciona calor em excesso à peça, degradando a qualidade das arestas e aumentando a probabilidade de rejeição.
Ajustes DFM para corte a laser
Pequenos ajustes na geometria de uma peça podem optimizá-la para o processo de corte a laser sem comprometer a sua função mecânica. A engenharia com estas restrições de fabrico em mente reduz o tempo de ciclo e o desperdício de material.
Raios de canto vs. cantos agudos
Quando uma cabeça de corte a laser atinge um canto interno agudo de 90 graus, os eixos da máquina têm de desacelerar rapidamente, parar momentaneamente e acelerar numa nova direção. Esta hesitação pode levar a uma ligeira fusão excessiva no vértice.
A adição de um pequeno raio de canto (por exemplo, 0,030″) a cantos internos não críticos permite que a cabeça de corte mantenha uma taxa de avanço mais suave e consistente através do torneamento, melhorando a qualidade da aresta e a velocidade de processamento.
A relação furo/espessura
Como orientação padrão de fabrico, o diâmetro de um furo cortado a laser deve ser igual ou superior à espessura do material (uma relação 1:1). A conceção de furos mais pequenos do que este rácio dificulta a remoção do metal fundido do corte.
O cumprimento desta regra de base garante um corte limpo e evita a necessidade de parâmetros de processamento mais lentos e mais cautelosos.
Espaçamento entre elementos e largura da Web
É necessário deixar um espaço adequado entre os recortes (a alma) para gerir a dissipação de calor. Se os recortes forem colocados demasiado próximos uns dos outros num suporte de carga, a fina rede restante pode deformar-se, derreter ou perder a integridade estrutural durante o corte.
A manutenção de uma largura mínima da banda igual à espessura do material garante a estabilidade do processo e reduz a taxa de refugo causada pela distorção térmica.
Conceção para corte de linha comum
Se o desenho de uma peça permitir arestas rectas e paralelas, os programadores CAM podem, por vezes, encaixar as peças de modo a partilharem uma única linha de corte. Esta técnica reduz a distância total de corte linear e elimina o desperdício de correias entre as peças.
Embora dependa da família de peças específica e do tamanho do lote, a utilização de arestas rectas em limites não críticos permite ao fornecedor utilizar esta eficiência durante a produção.
Factorização das operações secundárias e dos riscos de produção
Um orçamento de base para o corte a laser cobre normalmente o custo de cortar o perfil e retirar a peça do ninho. No entanto, os compradores ignoram frequentemente o processamento secundário e os factores de risco que devem ser tidos em conta no preço final do componente.
Qualidade dos bordos e rebarbação
Dependendo do material, da espessura e do gás de assistência utilizado, o corte a laser pode deixar estrias, arestas vivas ou micro-bolhas (escórias) ao longo da extremidade inferior do corte.
Se uma peça necessitar de arestas de manuseamento seguro, acabamento cosmético ou preparação para revestimento a pó, são necessárias operações secundárias como rebarbação por tombo, arredondamento de arestas ou retificação manual. Estes passos de trabalho intensivo acrescentam custos diretos para além do tempo de máquina.
Rendimento do material e risco de sucata
Nem todos os metais são processados com a mesma fiabilidade. Materiais altamente reflectores, como o cobre ou o latão, podem refletir a energia do feixe, dificultando o processo de corte. Os materiais com tensões internas elevadas podem deformar-se a meio do corte após a libertação de um contorno.
Normalmente, os fornecedores incluem uma taxa de desperdício antecipada mais elevada nas cotações para estes materiais difíceis, para ter em conta o risco de folhas estragadas ou tempo de inatividade da máquina.
O custo da produção acelerada
As encomendas urgentes têm um prémio que vai para além das taxas administrativas. Na produção normal, os programadores CAM agrupam várias encomendas de clientes do mesmo material e espessura numa única folha para maximizar a eficiência do encaixe.
Uma encomenda urgente obriga o fornecedor a cortar a peça imediatamente na sua própria chapa. A queda resultante na utilização do material aumenta diretamente o custo por peça.
Avaliação de alternativas ao corte a laser
Embora o corte a laser seja altamente versátil, nem sempre é o método de fabrico mais económico ou tecnicamente mais adequado. Compreender as limitações do processo ajuda os engenheiros a saber quando devem recorrer a estratégias de fabrico alternativas.
Transição para a estampagem de chapa metálica
O corte a laser é ótimo para a criação de protótipos e para o fabrico de volumes baixos a médios, uma vez que não requer ferramentas personalizadas. No entanto, à medida que os volumes de produção atingem os milhares, o custo unitário torna-se limitado pelo tempo de ciclo do laser.
Em volumes mais elevados, o investimento em ferramentas rígidas para estampagem de chapas metálicas torna-se economicamente viável. Uma vez amortizado o custo inicial da matriz, o custo por peça diminui significativamente em comparação com o processamento contínuo a laser.
Maquinação por jato de água e CNC
Para chapas excecionalmente espessas, ou para aplicações em que a Zona Afetada pelo Calor (ZAC) deve ser rigorosamente evitada para prevenir alterações metalúrgicas, o abrasivo corte por jato de água é frequentemente um processo mais adequado.
Em alternativa, se um componente necessitar de contrafuros de tolerância apertada, furos roscados ou fresagem precisa de superfícies 3D, Maquinação CNC proporciona um controlo dimensional que um processo de corte térmico 2D não consegue alcançar.
Conjuntos de fabrico híbrido
A tentativa de cortar a laser uma peça complexa e monolítica a partir de uma única placa espessa é muitas vezes proibitiva em termos de custos. Em muitas aplicações estruturais, é mais económico cortar a laser vários componentes mais finos e simples e juntá-los.
Avaliar uma peça pesada como um conjunto soldado, ou utilizar a inserção de hardware (como porcas de pressão ou espaçadores) numa chapa fina, produz frequentemente um custo total de fabrico mais competitivo do que processar um único bloco espesso de material.
Conclusão
Os custos do corte a laser não são determinados apenas pelo tamanho da peça. Na maioria dos casos, o preço final é determinado pelo tempo de máquina, utilização de material, espessura e design da peça.
Pequenas alterações na geometria, espessura ou qualidade CAD podem alterar significativamente a cotação. É por isso que dois fornecedores podem apresentar preços muito diferentes para o mesmo desenho e que algumas peças custam mais do que o previsto, mesmo quando parecem simples.
Se estiver a comparar orçamentos de corte a laser, o preço, por si só, raramente conta a história completa. Uma cotação mais baixa pode resultar de diferentes pressupostos materiais, de um controlo de processo menos rigoroso ou da falta de trabalho secundário. Uma cotação mais elevada pode refletir factores de custo reais no design que ainda podem ser melhorados antes do início da produção.
Se já tiver um desenho, enviar-nos para análise. Podemos analisar a peça tanto do ponto de vista do fabrico como do ponto de vista dos custos e, em seguida, mostrar-lhe o que está a afetar a cotação e onde as alterações podem ajudar a reduzir custos desnecessários.
Olá, chamo-me Kevin Lee

Nos últimos 10 anos, tenho estado imerso em várias formas de fabrico de chapas metálicas, partilhando aqui ideias interessantes a partir das minhas experiências em diversas oficinas.
Entrar em contacto
Kevin Lee
Tenho mais de dez anos de experiência profissional no fabrico de chapas metálicas, especializando-me em corte a laser, dobragem, soldadura e técnicas de tratamento de superfícies. Como Diretor Técnico da Shengen, estou empenhado em resolver desafios complexos de fabrico e em promover a inovação e a qualidade em cada projeto.
Recursos relacionados

Texturização a laser de metais: preparação, DFM e controlo de custos


Puncionamento vs corte a laser: Custo, velocidade e vantagens DFM
