Расценки на лазерную резку отражают несколько производственных переменных, помимо стоимости сырья. Покупатели часто оценивают деталь исключительно по ее площади, что может привести к неправильному расчету конечной цены или непониманию того, почему расценки разных поставщиков отличаются.
В этом руководстве рассматриваются основные элементы сметы на лазерную резку и объясняется, как конкретные проектные решения влияют на стоимость производства. Понимание этих факторов поможет вам оптимизировать дизайн деталей для производства и точно спроектировать бюджет.
Что на самом деле входит в предложение по лазерной резке?
Когда составляется смета на прототип или серийное производство, в ней учитывается определенный набор операционных переменных. Если смотреть только на цены материалов, то производственные требования, которые определяют конечную цифру, остаются в тени.
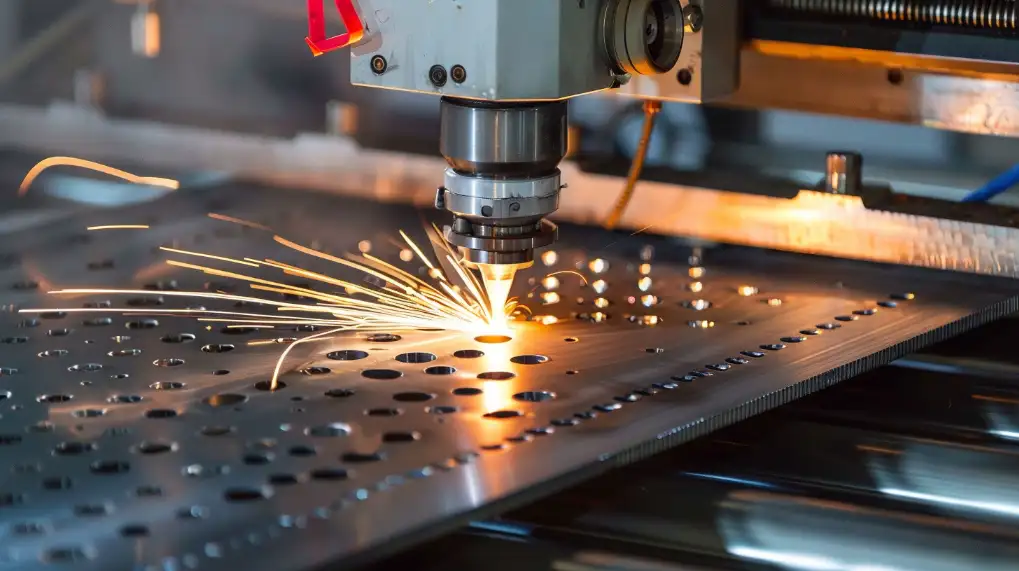
Время машин
Эксплуатация станка - основной фактор снижения затрат. Ценообразование тесно связано со временем активной работы лазера. Стоимость зависит от общего линейного расстояния реза и количества необходимых проколов, а не от габаритных размеров детали.
Например, небольшая деталь с плотным сотовым рисунком требует больше времени для резки, чем большой простой квадрат, что приводит к увеличению стоимости.
Использование материалов
В расценках на материалы учитываются конкретная марка листа, стандартные размеры и общий выход. В процессе производства пространство между деталями и любые внутренние вырезы становятся невосстановимым ломом, часто называемым "скелетом". Стоимость этого отработанного материала учитывается в цене за единицу продукции.
Детали, разработанные для эффективного раскроя, позволяют максимально эффективно использовать материал и снижать стоимость одной детали.
Настройка и программирование
Предпроизводственные этапы включают проверку файлов САПР, создание траекторий резания, оптимизацию гнезда и настройку параметров станка. Эти задачи требуют фиксированного количества времени инженера и оператора.
При изготовлении небольшого прототипа время наладки составляет заметную часть стоимости. В крупных партиях стоимость наладки распределяется между многими единицами продукции, что снижает ее влияние на стоимость отдельных деталей.
Вторичные операции
Лазерная резка часто является лишь первым шагом в изготовлении. Дополнительные требования, такие как удаление заусенцев, изгиб, вставка оборудования или отделка поверхноститребуют отдельных установок и трудозатрат. Эти вторичные процессы иногда могут превышать стоимость первоначальной операции резки.
Как толщина материала влияет на стоимость лазерной резки?
Стоимость резки не зависит линейно от толщины материала. Как только конструкция выходит за пределы определенного диапазона толщины, эксплуатационные требования меняются, изменяя экономику резки.
Снижение скорости резки
При увеличении толщины материала скорость подачи лазера должна уменьшаться для поддержания чистоты кромки реза.
Например, в зависимости от мощности лазера станок может резать 2-миллиметровую низкоуглеродистую сталь со скоростью примерно 800 дюймов в минуту, но для 10-миллиметровой плиты скорость снизится до 50 дюймов в минуту. Следовательно, удвоение толщины листа обычно приводит к увеличению времени работы станка более чем в два раза.
Расход вспомогательного газа
Вспомогательный газ используется для удаления расплавленного материала из пропила. Для более толстых материалов требуется более высокое давление газа и более высокая скорость потока.
Выбор газа также влияет на цену: кислород обычно стоит дешевле, но оставляет на стали окисленную кромку, которая может потребовать шлифовки. Азот, напротив, оставляет чистую, готовую к сварке кромку, но потребляет больше объема и несет более высокие эксплуатационные расходы.
Тепловые эффекты и стабильность процесса
Более толстые пластины поглощают и удерживают больше тепла во время резки. Это повышает риск термического искажения или деформации детали.
Чтобы соблюсти допуски и предотвратить смещение материала и его попадание в режущую головку, оператору может потребоваться снизить скорость резки или добавить паузы в охлаждении, что увеличивает общее время цикла.
Формованные элементы против более толстого материала
Инженеры иногда указывают более толстый листовой металл только для того, чтобы удовлетворить требования к жесткости. Однако более толстые листы требуют более длительного времени резки и повышенного расхода газа.
В зависимости от условий применения и ограничений по зазорам, добавление формованных элементов, таких как гнутые фланцы или ребра, к более тонкому листу часто позволяет достичь необходимой жесткости конструкции при одновременном снижении веса сырья и времени резки.
Как конкретные детали САПР влияют на стоимость лазерной резки?
Две детали с одинаковыми габаритными размерами могут иметь совершенно разную стоимость изготовления в зависимости от их внутренней геометрии. Конкретные детали в файле CAD напрямую диктуют поведение станка, влияя как на время цикла, так и на риск получения брака.
Пирс Граф
Прежде чем лазер сможет вырезать форму, он должен проколоть материал. Каждая отдельная внутренняя деталь требует остановки станка, выполнения процедуры прокола и начала новой траектории резки.
Например, для электронного корпуса с вентиляционной решеткой из 200 маленьких круглых отверстий требуется 200 отдельных проколов. Перепроектирование этой решетки с использованием 20 более длинных прорезей значительно сокращает общее количество проколов, эффективно снижая машинное время.
Ограничения по размеру отверстий
Попытка вырезать лазером очень маленькие отверстия, особенно если диаметр отверстия меньше толщины материала, приводит к локальному нагреву. Это часто приводит к образованию шлака, выдуванию или потере точности размеров.
Для толстых листов часто надежнее и экономичнее вырезать лазером небольшое пилотное отверстие и довести его до точного диаметра вторичным сверлением или механической обработкой.
Характеристики допусков
Применение глобально жестких допусков (например, ±0,002″) по всему чертежу вынуждает оператора снижать скорость резки, чтобы минимизировать тепловые искажения и механические вибрации.
Задавая жесткие допуски только на критически важных сопрягаемых поверхностях и допуская стандартные коммерческие допуски на нефункциональных внешних профилях, станок может работать с оптимальной скоростью подачи, где точность менее важна.
Чистота файлов и дублирование строк
Файлы CAD, экспортированные с перекрывающимися векторными линиями или несоединенными сегментами, диктуют некачественные траектории работы станка. Если контур содержит дублирующие линии, лазер физически прокладывает один и тот же путь дважды.
Это не только удваивает машинное время на обработку данной детали, но и приводит к перегреву детали, ухудшая качество кромок и увеличивая вероятность брака.
Регулировки DFM для лазерной резки
Незначительные изменения геометрии детали могут оптимизировать ее для процесса лазерной резки без ущерба для механической функции. Проектирование с учетом этих производственных ограничений сокращает как время цикла, так и отходы материала.
Радиусы углов против острых углов
Когда головка лазерной резки достигает острого 90-градусного внутреннего угла, оси станка должны быстро замедлиться, на мгновение остановиться и ускориться в новом направлении. Это замедление может привести к небольшому переплавлению в вершине.
Добавление небольшого радиуса (например, 0,030″) к некритичным внутренним углам позволяет режущей головке поддерживать более плавную и стабильную скорость подачи через поворот, улучшая качество кромки и скорость обработки.
Отношение отверстия к толщине
Согласно стандартным производственным рекомендациям, диаметр вырезаемого лазером отверстия должен быть равен или больше толщины материала (соотношение 1:1). Проектирование отверстий меньше этого соотношения затрудняет вычищение расплавленного металла из пропила.
Соблюдение этого базового правила обеспечивает чистый срез и предотвращает необходимость использования более медленных и осторожных параметров обработки.
Расстояние между элементами и ширина полотна
Для обеспечения теплоотвода необходимо оставлять достаточное пространство между вырезами (полотно). Если вырезы расположены слишком близко друг к другу на несущем кронштейне, тонкое оставшееся полотно может деформироваться, расплавиться или потерять структурную целостность во время резки.
Поддержание минимальной ширины полотна, равной толщине материала, обеспечивает стабильность процесса и снижает количество брака, вызванного термическими искажениями.
Проектирование для резки по общей линии
Если конструкция детали позволяет использовать прямые, параллельные кромки, программисты CAM иногда могут объединить детали, чтобы они имели одну линию реза. Эта техника позволяет сократить общее линейное расстояние реза и устранить отходы полотна между деталями.
Хотя это зависит от конкретного семейства деталей и размера партии, использование прямых кромок на некритических границах позволяет поставщику использовать эту эффективность в процессе производства.
Учет вторичных операционных и производственных рисков
Базовое предложение по лазерной резке обычно включает в себя стоимость резки профиля и извлечения детали из гнезда. Однако покупатели часто упускают из виду вторичную обработку и факторы риска, которые должны быть учтены в конечной цене детали.
Качество кромок и снятие заусенцев
В зависимости от материала, толщины и используемого вспомогательного газа лазерная резка может оставлять полосы, острые края или микрозаусенцы (окалину) по нижнему краю разреза.
Если деталь требует безопасной обработки кромок, косметической отделки или подготовки к нанесению порошкового покрытия, необходимы вторичные операции, такие как удаление заусенцев, скругление кромок или ручная шлифовка. Эти трудоемкие операции увеличивают прямые затраты помимо машинного времени.
Выход материала и риск брака
Не все металлы обрабатываются одинаково надежно. Высокоотражающие материалы, такие как медь или латунь, могут отражать энергию луча, препятствуя процессу резки. Материалы с высоким внутренним напряжением могут деформироваться в середине резки после выделения контура.
Поставщики обычно закладывают в расценки на эти сложные материалы более высокий предполагаемый процент брака, чтобы учесть риск порчи листов или простоя оборудования.
Стоимость ускоренного производства
За срочные заказы приходится платить больше, чем за административные расходы. При стандартном производстве программисты CAM группируют несколько заказов клиентов из одного материала и одной толщины на одном листе, чтобы максимально повысить эффективность раскроя.
Срочный заказ заставляет поставщика немедленно вырезать деталь на собственном листе. В результате снижение коэффициента использования материала напрямую увеличивает стоимость одной детали.
Оценка альтернатив лазерной резке
Хотя лазерная резка очень универсальна, она не всегда является наиболее экономичным или технически подходящим методом производства. Понимание ограничений этого процесса помогает инженерам понять, когда следует перейти к альтернативным стратегиям изготовления.
Переход к штамповке листового металла
Лазерная резка оптимальна для создания прототипов и мало- и среднесерийного производства, так как не требует индивидуальной оснастки. Однако при увеличении объемов производства до тысяч стоимость единицы продукции становится ограничена временем цикла работы лазера.
При больших объемах инвестиций в жесткую оснастку для штамповка листового металла становится экономически выгодным. После амортизации первоначальной стоимости матрицы стоимость одной детали значительно снижается по сравнению с непрерывной лазерной обработкой.
Гидроабразивная обработка и обработка с ЧПУ
Для особо толстых листов или в тех случаях, когда необходимо строго избегать зоны термического воздействия (ЗТВ) во избежание металлургических изменений, абразивная обработка гидроабразивная резка часто является более подходящим процессом.
Кроме того, если для изготовления детали требуются зенкеры с жесткими допусками, резьбовые отверстия или точное 3D-фрезерование поверхностей, обработка с ЧПУ Обеспечивает контроль размеров, чего невозможно достичь при 2D термической резке.
Гибридные сборочные единицы
Попытка вырезать лазером сложную монолитную деталь из одной толстой пластины часто оказывается нерентабельной. Во многих конструкциях экономически выгоднее вырезать лазером несколько более тонких и простых деталей и соединить их.
Оценка тяжелой детали как сварной сборки или использование вставки фурнитуры (например, прижимных гаек или стоек) на тонком листе часто дает более конкурентоспособную общую стоимость изготовления, чем обработка одного толстого блока материала.
Заключение
Стоимость лазерной резки зависит не только от размера детали. В большинстве случаев конечная цена определяется машинным временем, расходом материала, толщиной и дизайном детали.
Небольшие изменения в геометрии, толщине или качестве CAD могут существенно изменить расценки. Вот почему два поставщика могут назначить совершенно разные цены на один и тот же чертеж и почему некоторые детали стоят дороже, чем ожидалось, даже если они выглядят просто.
Если вы сравниваете расценки на лазерную резку, цена сама по себе редко говорит о многом. Более низкая цена может быть обусловлена различными предположениями относительно материалов, более слабым контролем процесса или отсутствием второстепенных работ. Более высокая цена может отражать реальные факторы стоимости в конструкции, которые еще можно улучшить до начала производства.
Если у вас уже есть рисунок, отправьте его нам на проверку. Мы можем взглянуть на деталь с точки зрения производства и затрат, а затем показать, что влияет на цену и какие изменения могут помочь сократить ненужные расходы.
Привет, я Кевин Ли

Последние 10 лет я занимался различными формами изготовления листового металла и делился здесь интересными идеями из своего опыта работы в различных мастерских.
Связаться
Кевин Ли
У меня более десяти лет профессионального опыта в производстве листового металла, специализирующегося на лазерной резке, гибке, сварке и методах обработки поверхности. Как технический директор Shengen, я стремлюсь решать сложные производственные задачи и внедрять инновации и качество в каждом проекте.
Связанный ресурс

Лазерная текстуризация металлов: подготовка, оптимизация производства и контроль затрат

Электрооцинкованная сталь: руководство по изготовлению и выбору

Перфорация против лазерной резки: Стоимость, скорость и преимущества DFM
