يعكس عرض أسعار القطع بالليزر العديد من متغيرات التصنيع التي تتجاوز تكلفة المواد الخام. فغالبًا ما يقوم المشترون بتقييم القطعة استنادًا إلى بصمتها فقط، مما قد يؤدي إلى سوء تقدير السعر النهائي أو سوء فهم سبب اختلاف عروض الأسعار بين الموردين.
يفصل هذا الدليل العناصر الأساسية لعرض أسعار القطع بالليزر ويشرح كيف تؤثر قرارات التصميم المحددة على تكاليف الإنتاج. يمكن أن يساعدك فهم هذه العوامل على تحسين تصميمات القِطع للتصنيع وميزانيات المشروع بدقة.
ما الذي يدخل بالفعل في عرض أسعار القطع بالليزر?
عندما يتم إنشاء عرض أسعار لنموذج أولي أو عملية إنتاج، فإنه يأخذ في الحسبان مجموعة محددة من المتغيرات التشغيلية. فالنظر إلى أسعار المواد فقط يحجب متطلبات الإنتاج التي تحرك الرقم النهائي.
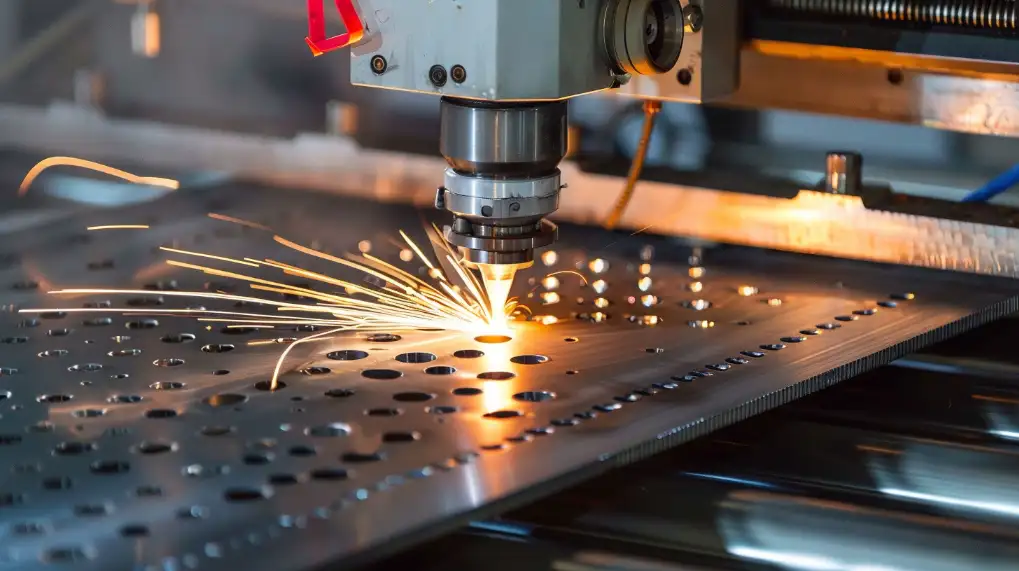
وقت الآلة
تشغيل الماكينة هو المحرك الأساسي لخفض التكاليف. ويرتبط السعر ارتباطًا وثيقًا بوقت تشغيل الليزر بنشاط. وتعتمد التكلفة على إجمالي مسافة القطع الخطية وعدد الثقوب المطلوبة، وليس على الأبعاد الكلية للجزء.
على سبيل المثال، يستغرق قطع جزء صغير بنمط قرص العسل الكثيف وقتًا أطول من قطع مربع كبير وبسيط، مما يؤدي إلى ارتفاع التكلفة.
استخدام المواد
تأخذ أسعار المواد في الحسبان درجة الصفيحة المحددة وأحجام المخزون القياسية والعائد الكلي. أثناء الإنتاج، تصبح المسافة بين الأجزاء وأي قواطع داخلية خردة غير قابلة للاسترداد، وغالبًا ما يشار إليها باسم الهيكل العظمي. يتم احتساب تكلفة هذه المواد المهدرة في سعر الوحدة.
تعمل الأجزاء المصممة للتداخل الفعال على زيادة استخدام المواد إلى أقصى حد وتقليل تكلفة كل جزء.
الإعداد والبرمجة
تتضمن خطوات ما قبل الإنتاج مراجعة ملف التصميم بمساعدة الحاسوب، وإنشاء مسارات القطع، وتحسين العش، وتهيئة معلمات الماكينة. تتطلب هذه المهام قدرًا ثابتًا من وقت الهندسة والمشغل.
في تشغيل نموذج أولي صغير، يمثل وقت الإعداد هذا جزءًا ملحوظًا من التكلفة. أما في عمليات الإنتاج الكبيرة، يتم توزيع تكلفة الإعداد على العديد من الوحدات، مما يقلل من تأثيرها على سعر الجزء الفردي.
العمليات الثانوية
غالبًا ما يكون القطع بالليزر مجرد خطوة أولى في التصنيع. المتطلبات الإضافية، مثل إزالة الأزيز, الانحناءأو إدخال الأجهزة، أو تشطيبات السطحتتطلب تجهيزات وعمالة منفصلة. يمكن أن تتجاوز هذه العمليات الثانوية في بعض الأحيان تكلفة عملية القطع الأولية.
كيف تؤثر سماكة المواد على تكلفة القطع بالليزر?
لا تتناسب تكاليف القطع خطيًا مع سُمك المادة. فبمجرد أن يتجاوز التصميم نطاق سُمك معين، تتغير المتطلبات التشغيلية، مما يغير من اقتصاديات القطع.
تخفيض سرعة القطع
كلما زادت سماكة المادة، يجب أن ينخفض معدل تغذية الليزر للحفاظ على حافة قطع نظيفة.
على سبيل المثال، اعتمادًا على القوة الكهربائية لليزر، قد تقطع الماكينة الفولاذ الطري بسمك 2 مم بسرعة 800 بوصة تقريبًا في الدقيقة، ولكنها تتباطأ إلى 50 بوصة في الدقيقة للوحة 10 مم. وبالتالي، فإن مضاعفة سُمك اللوحة ينتج عنها عمومًا أكثر من ضعف وقت الماكينة.
المساعدة في استهلاك الغاز
يتم استخدام الغاز المساعد لإزالة المواد المنصهرة من الشق. تتطلب المواد الأكثر سمكًا ضغوط غاز أعلى ومعدلات تدفق أعلى.
ويؤثر اختيار الغاز أيضًا على السعر: الأكسجين أقل تكلفة بشكل عام ولكنه يترك حافة مؤكسدة على الفولاذ قد تتطلب طحنًا. وعلى النقيض من ذلك، يترك النيتروجين حافة نظيفة وجاهزة للحام ولكنه يستهلك حجمًا أكبر ويتحمل تكاليف تشغيل أعلى.
التأثيرات الحرارية واستقرار العملية
تمتص الألواح السميكة المزيد من الحرارة وتحتفظ بها أثناء القطع. وهذا يزيد من خطر التشويه الحراري أو اعوجاج الجزء.
للحفاظ على التفاوتات المسموح بها ومنع المواد من التحول والتداخل مع رأس القطع، قد يحتاج المشغلون إلى تقليل سرعات القطع أو إضافة فترات توقف مؤقتة للتبريد، مما يزيد من وقت الدورة الإجمالي.
الميزات المشكّلة مقابل المواد السميكة
يحدد المهندسون أحيانًا صفائح معدنية أكثر سمكًا فقط لتلبية متطلبات الصلابة. ومع ذلك، تتطلب الألواح الأكثر سمكًا أوقات قطع أطول واستهلاكًا أعلى للغاز.
واعتمادًا على الاستخدام وقيود الخلوص، فإن إضافة ميزات مُشكَّلة مثل الشفاه المثنية أو الأضلاع إلى صفيحة أرق يمكن أن يحقق في كثير من الأحيان الصلابة الهيكلية اللازمة مع تقليل وزن المواد الخام ووقت القطع.
كيف تؤثر تفاصيل التصميم بمساعدة الحاسوب المحددة على تكلفة القطع بالليزر?
يمكن أن تختلف تكاليف تصنيع قطعتين بأبعاد إجمالية متطابقة اختلافًا كبيرًا اعتمادًا على هندستها الداخلية. تتحكم التفاصيل المحددة في ملف CAD بشكل مباشر في سلوك الماكينة، مما يؤثر على كل من وقت الدورة وخطر إنتاج الخردة.
عدد بيرس
قبل أن يتمكن الليزر من قطع شكل ما، يجب أن يخترق المادة. تتطلب كل سمة داخلية منفصلة أن تتوقف الماكينة وتنفذ روتين الثقب وتبدأ مسار قطع جديد.
على سبيل المثال، تتطلب الضميمة الإلكترونية المصممة بشبكة تهوية مكونة من 200 فتحة دائرية صغيرة 200 ثقب فردي. إن إعادة تصميم تلك الشبكة لاستخدام 20 فتحة أطول يقلل بشكل كبير من إجمالي عدد الثقوب بشكل كبير، مما يقلل بشكل فعال من وقت الماكينة.
قيود حجم الفتحة
تؤدي محاولة قطع ثقوب صغيرة للغاية بالليزر - خاصةً عندما يكون قطر الثقب أصغر من سُمك المادة - إلى تراكم الحرارة الموضعي. وغالبًا ما يؤدي ذلك إلى تكوين خبث أو انفجار أو فقدان دقة الأبعاد.
بالنسبة للألواح السميكة، غالبًا ما يكون من الأكثر موثوقية وفعالية من حيث التكلفة قطع ثقب تجريبي صغير بالليزر وإنهاء الثقب إلى القطر الدقيق باستخدام الحفر الثانوي أو التصنيع الآلي.
مواصفات التحمل
يؤدي تطبيق تفاوتات التفاوتات الضيقة عالميًا (على سبيل المثال، ± 0.002″) على الرسم بأكمله إلى إجبار المشغل على تقليل سرعة القطع لتقليل التشوه الحراري والاهتزاز الميكانيكي.
إن تحديد التفاوتات المسموح بها المشددة فقط على أسطح التزاوج الحرجة، مع السماح بالتفاوتات التجارية القياسية على الملامح الخارجية غير الوظيفية، يمكّن الماكينة من العمل بمعدلات تغذية مثالية حيث تكون الدقة أقل أهمية.
نظافة الملف والخطوط المكررة
ملفات CAD المصدَّرة بخطوط متجهة متداخلة أو مقاطع غير متصلة تملي مسارات ضعيفة للماكينة. إذا كان الكفاف يحتوي على خطوط مكررة، فسيقوم الليزر بتتبع نفس المسار فعليًا مرتين.
لا يؤدي ذلك إلى مضاعفة وقت الماكينة لتلك الميزة المحددة فحسب، بل يضيف أيضًا حرارة زائدة إلى الجزء، مما يؤدي إلى تدهور جودة الحواف وزيادة احتمالية الرفض.
تعديلات سوق دبي المالي للقطع بالليزر
يمكن أن تؤدي التعديلات الطفيفة على هندسة القطعة إلى تحسينها لعملية القطع بالليزر دون المساس بوظيفتها الميكانيكية. إن الهندسة مع وضع قيود التصنيع هذه في الاعتبار تقلل من وقت الدورة وهدر المواد.
أنصاف أقطار الزاوية مقابل الزوايا الحادة
عندما يصل رأس القطع بالليزر إلى زاوية داخلية حادة بزاوية 90 درجة، يجب أن تتباطأ محاور الماكينة بسرعة، وتتوقف للحظات، ثم تتسارع في اتجاه جديد. يمكن أن يؤدي هذا التردد إلى انصهار زائد طفيف في الرأس.
تسمح إضافة نصف قطر زاوية صغير (على سبيل المثال، 0.030″) إلى الزوايا الداخلية غير الحرجة لرأس القطع بالحفاظ على معدل تغذية أكثر سلاسة واتساقًا خلال الدوران، مما يحسن جودة الحافة وسرعة المعالجة.
نسبة الثقب إلى السُمك
كمبدأ توجيهي قياسي للتصنيع، يجب أن يكون قطر الثقب المقطوع بالليزر مساويًا لسُمك المادة أو أكبر منه (نسبة 1:1). تصميم ثقوب أصغر من هذه النسبة يجعل من الصعب إزالة المعدن المنصهر من الشق.
يضمن الالتزام بقاعدة خط الأساس هذه إجراء قطع نظيف ويمنع الحاجة إلى معلمات معالجة أبطأ وأكثر حذرًا.
تباعد الميزات وعرض الويب
من الضروري ترك مسافة كافية بين القواطع (الشبكة) لإدارة تبديد الحرارة. إذا تم وضع القواطع قريبة جدًا من بعضها البعض على قوس حاملة للحمل، يمكن أن تلتوي الشبكة الرقيقة المتبقية أو تذوب أو تفقد السلامة الهيكلية أثناء القطع.
يضمن الحفاظ على حد أدنى لعرض الشبكة مساوٍ لسُمك المادة استقرار العملية ويقلل من معدل الخردة الناجم عن التشوه الحراري.
التصميم لقطع الخط المشترك
إذا كان تصميم القِطع يسمح بحواف مستقيمة ومتوازية، يمكن لمبرمجي CAM أحيانًا تداخل الأجزاء بحيث تتشارك خط قطع واحد. وتقلل هذه التقنية من إجمالي مسافة القطع الخطية وتزيل نفايات التنجيد بين الأجزاء.
في حين أن ذلك يعتمد على عائلة القِطع المحددة وحجم الدفعة، فإن استخدام الحواف المستقيمة على الحدود غير الحرجة يمكّن المورد من الاستفادة من هذه الكفاءة أثناء الإنتاج.
أخذ مخاطر العمليات الثانوية ومخاطر الإنتاج في الاعتبار
عادةً ما يغطي السعر الأساسي للقطع بالليزر تكلفة قطع المظهر الجانبي وإزالة الجزء من العش. ومع ذلك، غالبًا ما يغفل المشترون عوامل المعالجة الثانوية والمخاطر التي يجب أن تؤخذ في الاعتبار في سعر المكون النهائي.
جودة الحواف وإزالة الحواف
واعتمادًا على المادة والسُمك والغاز المساعد المستخدم، يمكن أن يترك القطع بالليزر خطوطًا أو حوافًا حادة أو نتوءات دقيقة (خبث) على طول الحافة السفلية للقطع.
إذا كانت القطعة تتطلب حواف مناولة آمنة أو تشطيبًا تجميليًا أو تحضيرًا لطلاء المسحوق، فمن الضروري إجراء عمليات ثانوية مثل إزالة الأزيز المتعثر أو تقريب الحواف أو الطحن اليدوي. تضيف هذه الخطوات كثيفة العمالة تكلفة مباشرة تتجاوز وقت الماكينة.
عائد المواد ومخاطر الخردة
لا تتم معالجة جميع المعادن بنفس الموثوقية. يمكن للمواد ذات الانعكاسية العالية، مثل النحاس أو النحاس الأصفر، أن تعكس طاقة الشعاع، مما يعيق عملية القطع. يمكن للمواد ذات الضغوط الداخلية العالية أن تلتوي في منتصف القطع بعد تحرير الكفاف.
عادةً ما يضع الموردون معدل خردة متوقع أعلى في عروض أسعار هذه المواد الصعبة لمراعاة مخاطر تلف الصفائح أو تعطل الماكينة.
تكلفة الإنتاج المعجل
تحمل الطلبات المستعجلة علاوة تتجاوز الرسوم الإدارية. في الإنتاج القياسي، يقوم مبرمجو CAM بتجميع طلبات العملاء المتعددة من نفس المادة والسُمك على ورقة واحدة لزيادة كفاءة التداخل إلى أقصى حد.
يجبر الطلب المستعجل المورد على قطع الجزء على الفور على الصفيحة الخاصة به. ويؤدي الانخفاض الناتج في استخدام المواد إلى زيادة مباشرة في تكلفة القطعة الواحدة.
تقييم بدائل القطع بالليزر
على الرغم من أن القطع بالليزر متعدد الاستخدامات، إلا أنه ليس دائمًا طريقة التصنيع الأكثر اقتصادية أو ملائمة من الناحية التقنية. يساعد فهم حدود هذه العملية المهندسين على معرفة متى يجب الانتقال إلى استراتيجيات تصنيع بديلة.
الانتقال إلى ختم الصفائح المعدنية
يعتبر القطع بالليزر مثاليًا للنماذج الأولية والتصنيع منخفض إلى متوسط الحجم لأنه لا يتطلب أدوات مخصصة. ومع ذلك، مع زيادة أحجام الإنتاج إلى الآلاف، تصبح تكلفة الوحدة مقيدة بزمن دورة الليزر.
عند الأحجام الكبيرة، فإن الاستثمار في الأدوات الصلبة لـ ختم الصفائح المعدنية تصبح مجدية اقتصاديًا. وبمجرد استهلاك تكلفة القالب الأولي، تنخفض تكلفة القطعة الواحدة بشكل كبير مقارنة بالمعالجة المستمرة بالليزر.
نفث الماء بالنفث المائي والتصنيع باستخدام الحاسب الآلي باستخدام الحاسب الآلي
بالنسبة للألواح السميكة بشكل استثنائي، أو للتطبيقات التي يجب فيها تجنب المنطقة المتأثرة بالحرارة (HAZ) بشكل صارم لمنع التغيرات المعدنية، فإن قطع اتيرجيت غالبًا ما تكون عملية أكثر ملاءمة.
وبدلاً من ذلك، إذا كان المكوّن يتطلب ثقوبًا عكسية ضيقة التحمل أو ثقوبًا مستدقة أو تفريزًا دقيقًا ثلاثي الأبعاد للسطح, التصنيع باستخدام الحاسب الآلي يوفر تحكمًا في الأبعاد لا يمكن أن تحققه عملية القطع الحراري ثنائي الأبعاد.
تجميعات التصنيع الهجين
غالبًا ما تكون محاولة قطع جزء معقد ومتجانس بالليزر من صفيحة سميكة واحدة باهظة التكلفة. وفي العديد من التطبيقات الإنشائية، يكون من الأكثر اقتصاداً قطع عدة مكونات أرق وأبسط بالليزر وربطها معاً.
إن تقييم جزء ثقيل كتجميع ملحوم، أو استخدام إدخال الأجهزة (مثل صواميل الضغط أو المقاومات) على صفيحة رقيقة، كثيرًا ما ينتج عنه تكلفة تصنيع إجمالية أكثر تنافسية من معالجة كتلة سميكة واحدة من المواد.
خاتمة
لا تعتمد تكاليف القطع بالليزر على حجم الجزء فقط. في معظم الحالات، يتم تحديد السعر النهائي حسب الوقت الذي تستغرقه الماكينة واستخدام المواد والسُمك وتصميم الجزء.
يمكن أن تؤدي التغييرات الصغيرة في الهندسة أو السُمك أو جودة التصميم بمساعدة الحاسوب إلى تغيير كبير في عرض الأسعار. هذا هو السبب في أن اثنين من الموردين يمكن أن يكون سعر نفس الرسم مختلفًا جدًا، ولماذا تكلف بعض الأجزاء أكثر من المتوقع حتى عندما تبدو بسيطة.
إذا كنت تقارن بين عروض أسعار القطع بالليزر، فنادراً ما يروي السعر وحده القصة الكاملة. قد يأتي عرض السعر الأقل من افتراضات مختلفة للمواد، أو تحكم أقل في العملية، أو عمل ثانوي مفقود. قد يعكس عرض السعر الأعلى دوافع التكلفة الحقيقية في التصميم التي لا يزال من الممكن تحسينها قبل بدء الإنتاج.
إذا كان لديك رسم بالفعل أرسلها إلينا لمراجعتها. يمكننا أن ننظر إلى الجزء من منظور التصنيع والتكلفة على حد سواء، ثم نوضح لك ما الذي يؤثر على عرض الأسعار وأين يمكن أن تساعد التغييرات في تقليل التكلفة غير الضرورية.
مهلا، أنا كيفن لي

على مدى السنوات العشر الماضية، كنت منغمسًا في أشكال مختلفة من تصنيع الصفائح المعدنية، وشاركت رؤى رائعة هنا من تجاربي عبر ورش العمل المتنوعة.
ابقى على تواصل
كيفن لي
لدي أكثر من عشر سنوات من الخبرة المهنية في تصنيع الصفائح المعدنية، وتخصصت في القطع بالليزر، والثني، واللحام، وتقنيات معالجة الأسطح. كمدير فني في شنغن، أنا ملتزم بحل تحديات التصنيع المعقدة ودفع الابتكار والجودة في كل مشروع.
الموارد ذات الصلة

التنقيش بالليزر للمعادن: التحضير، والتصميم الملائم للتصنيع (DFM)، ومراقبة التكاليف


