Un presupuesto de corte por láser refleja diversas variables de fabricación más allá del coste de la materia prima. Los compradores suelen evaluar una pieza basándose únicamente en su huella, lo que puede llevar a calcular mal el precio final o a malinterpretar por qué los presupuestos varían entre proveedores.
Esta guía desglosa los elementos básicos de un presupuesto de corte por láser y explica cómo afectan las decisiones de diseño específicas a los costes de producción. Comprender estos factores puede ayudarle a optimizar los diseños de piezas para la fabricación y a proyectar presupuestos con precisión.
En qué consiste realmente un presupuesto de corte por láser?
Cuando se genera un presupuesto para un prototipo o una serie de producción, se tiene en cuenta un conjunto específico de variables operativas. Fijarse solo en los precios de los materiales oculta los requisitos de producción que determinan la cifra final.
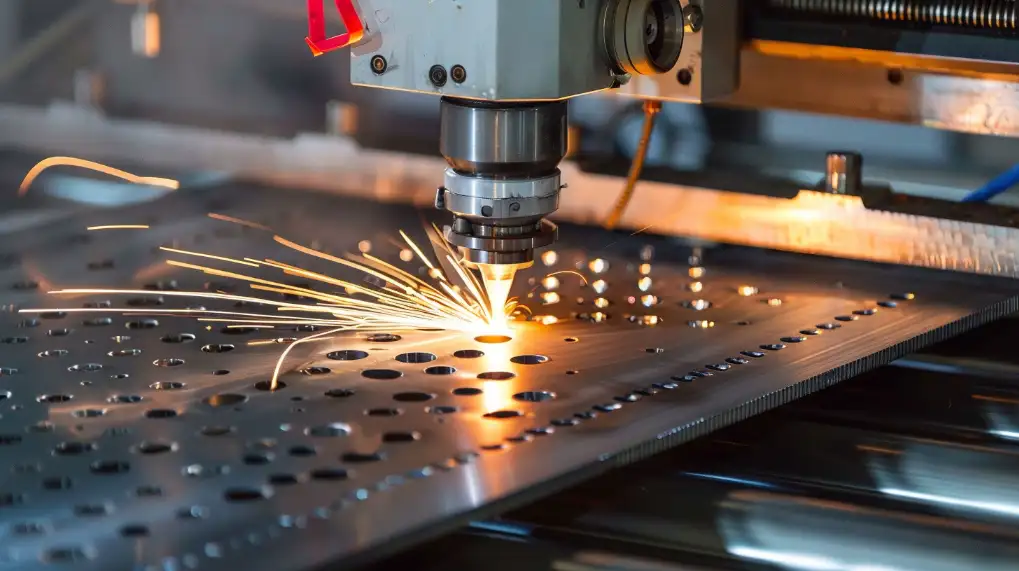
La hora de las máquinas
El funcionamiento de la máquina es el principal factor de reducción de costes. El precio está estrechamente ligado al tiempo que el láser está funcionando activamente. El coste depende de la distancia de corte lineal total y del número de perforaciones necesarias, más que de las dimensiones totales de la pieza.
Por ejemplo, una pieza pequeña con un denso patrón de nido de abeja tarda más en cortarse que un cuadrado grande y sencillo, lo que se traduce en un mayor coste.
Utilización del material
Los presupuestos de material tienen en cuenta la calidad específica de la chapa, los tamaños estándar y el rendimiento global. Durante la producción, el espacio entre las piezas y cualquier recorte interno se convierte en chatarra irrecuperable, a menudo denominada esqueleto. El coste de este material desperdiciado se incluye en el precio unitario.
Las piezas diseñadas para un anidado eficaz maximizan el uso de material y reducen el coste por pieza.
Configuración y programación
Los pasos previos a la producción incluyen la revisión del archivo CAD, la generación de trayectorias de corte, la optimización del nido y la configuración de los parámetros de la máquina. Estas tareas requieren una cantidad fija de tiempo de ingeniería y de los operarios.
En una pequeña tirada de prototipos, este tiempo de preparación representa una parte considerable del coste. En grandes series de producción, el coste de preparación se distribuye entre muchas unidades, lo que reduce su impacto en el precio de la pieza individual.
Operaciones secundarias
El corte por láser suele ser sólo el primer paso en la fabricación. Otros requisitos, como desbarbado, flexióninserción de hardware, o acabado de superficiesrequieren configuraciones y mano de obra independientes. En ocasiones, estos procesos secundarios pueden superar el coste de la operación de corte inicial.
Cómo afecta el grosor del material al coste del corte por láser?
Los costes de corte no varían linealmente con el grosor del material. Una vez que un diseño supera un determinado rango de espesores, los requisitos operativos cambian, lo que altera la economía del corte.
Reducciones de la velocidad de corte
A medida que aumenta el grosor del material, la velocidad de avance del láser debe disminuir para mantener un borde de corte limpio.
Por ejemplo, en función de la potencia del láser, una máquina puede cortar acero dulce de 2 mm a una velocidad aproximada de 800 pulgadas por minuto, pero reducir su velocidad a 50 pulgadas por minuto para una placa de 10 mm. En consecuencia, duplicar el grosor de la chapa suele suponer más del doble de tiempo de máquina.
Consumo de gas de asistencia
El gas de asistencia se utiliza para eliminar el material fundido de la ranura. Los materiales más gruesos requieren mayores presiones de gas y mayores caudales.
La elección del gas también influye en el precio: el oxígeno suele ser menos caro, pero deja un borde oxidado en el acero que puede requerir esmerilado. Por el contrario, el nitrógeno deja un borde limpio y listo para soldar, pero consume más volumen e incurre en mayores costes operativos.
Efectos térmicos y estabilidad del proceso
Las placas más gruesas absorben y retienen más calor durante el corte. Esto aumenta el riesgo de distorsión térmica o alabeo de la pieza.
Para mantener las tolerancias y evitar que el material se desplace e interfiera con el cabezal de corte, es posible que los operarios tengan que reducir la velocidad de corte o añadir pausas de refrigeración, lo que aumenta la duración total del ciclo.
Características moldeadas frente a material más grueso
A veces, los ingenieros especifican chapas más gruesas únicamente para cumplir los requisitos de rigidez. Sin embargo, las chapas más gruesas requieren tiempos de corte más largos y un mayor consumo de gas.
Dependiendo de la aplicación y de las restricciones de espacio, la adición de elementos conformados, como pestañas curvadas o nervaduras, a una chapa más fina puede conseguir a menudo la rigidez estructural necesaria, reduciendo al mismo tiempo el peso de la materia prima y el tiempo de corte.
Cómo influyen los detalles CAD específicos en el coste del corte por láser?
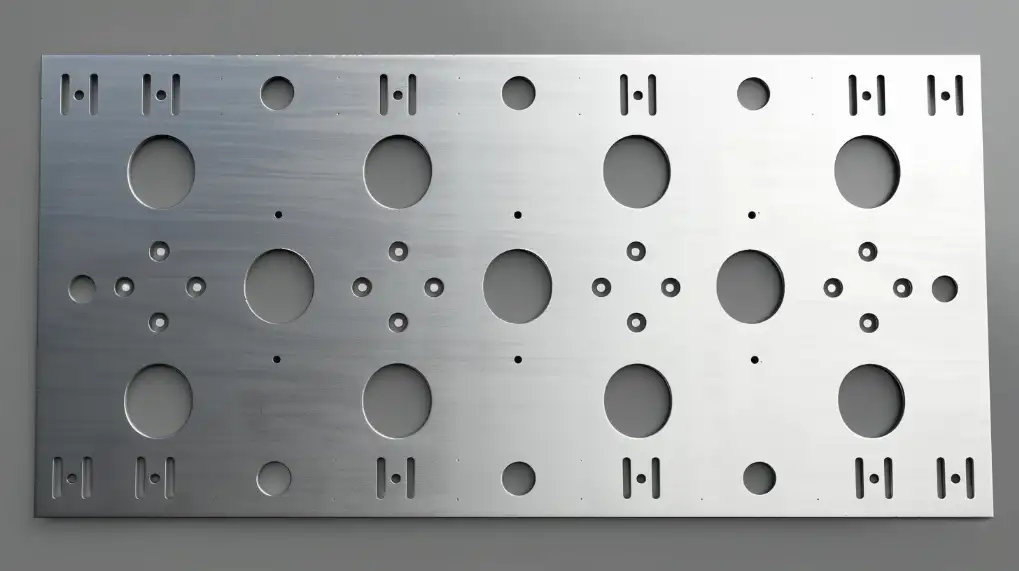
Dos piezas con dimensiones totales idénticas pueden tener costes de fabricación muy diferentes en función de su geometría interna. Los detalles específicos de un archivo CAD determinan directamente el comportamiento de la máquina, lo que afecta tanto al tiempo de ciclo como al riesgo de producir piezas desechadas.
Recuento de Pierce
Antes de que el láser pueda cortar una forma, debe perforar el material. Cada característica interna independiente requiere que la máquina se detenga, ejecute una rutina de perforación y comience una nueva ruta de corte.
Por ejemplo, una caja electrónica diseñada con una rejilla de ventilación de 200 pequeños orificios circulares requiere 200 perforaciones individuales. Rediseñar esa rejilla para utilizar 20 ranuras más largas reduce drásticamente el número total de perforaciones, lo que disminuye el tiempo de mecanizado.
Limitaciones del tamaño de los orificios
El corte por láser de orificios extremadamente pequeños, especialmente cuando el diámetro del orificio es menor que el grosor del material, provoca una acumulación de calor localizado. Esto suele provocar la formación de escoria, reventones o pérdida de precisión dimensional.
Para chapas gruesas, a menudo es más fiable y rentable cortar con láser un pequeño orificio piloto y acabar con el diámetro exacto mediante taladrado o mecanizado secundario.
Especificaciones de tolerancia
La aplicación de tolerancias globalmente ajustadas (por ejemplo, ±0,002″) en todo un dibujo obliga al operario a reducir la velocidad de corte para minimizar la distorsión térmica y la vibración mecánica.
La especificación de tolerancias estrictas sólo en las superficies de contacto críticas, al tiempo que se permiten tolerancias comerciales estándar en los perfiles exteriores no funcionales, permite que la máquina funcione a velocidades de avance óptimas cuando la precisión es menos crítica.
Limpieza de archivos y líneas duplicadas
Los archivos CAD exportados con líneas vectoriales superpuestas o segmentos no unidos dictan trayectorias de máquina deficientes. Si un contorno contiene líneas duplicadas, el láser trazará físicamente la misma trayectoria dos veces.
Esto no sólo duplica el tiempo de mecanizado para esa característica específica, sino que también añade un exceso de calor a la pieza, degradando la calidad del borde y aumentando la probabilidad de rechazo.
Ajustes DFM para corte por láser
Pequeños ajustes en la geometría de una pieza pueden optimizarla para el proceso de corte por láser sin comprometer su función mecánica. Diseñar teniendo en cuenta estas limitaciones de fabricación reduce tanto el tiempo de ciclo como el desperdicio de material.
Radios de esquina frente a esquinas agudas
Cuando un cabezal de corte láser alcanza un vértice interno agudo de 90 grados, los ejes de la máquina deben desacelerar rápidamente, detenerse momentáneamente y acelerar en una nueva dirección. Esta vacilación puede provocar una ligera sobrefusión en el vértice.
La adición de un pequeño radio de esquina (por ejemplo, 0,030″) a las esquinas internas no críticas permite al cabezal de corte mantener una velocidad de avance más suave y constante a lo largo del giro, lo que mejora tanto la calidad del filo como la velocidad de procesamiento.
La relación agujero/espesor
Como norma de fabricación, el diámetro de un orificio cortado con láser debe ser igual o mayor que el grosor del material (relación 1:1). Si los orificios se diseñan con un diámetro inferior a esta proporción, será difícil eliminar el metal fundido del corte.
El cumplimiento de esta regla básica garantiza un corte limpio y evita la necesidad de utilizar parámetros de procesamiento más lentos y cautelosos.
Espaciado y anchura de la banda
Es necesario dejar un espacio adecuado entre los recortes (el alma) para gestionar la disipación del calor. Si los recortes se colocan demasiado juntos en un soporte de carga, la delgada banda restante puede deformarse, fundirse o perder integridad estructural durante el corte.
Mantener una anchura mínima de banda igual al grosor del material garantiza la estabilidad del proceso y reduce la tasa de desechos causada por la distorsión térmica.
Diseño para el corte de líneas comunes
Si el diseño de una pieza permite bordes rectos y paralelos, los programadores de CAM pueden a veces anidar las piezas para que compartan una única línea de corte. Esta técnica reduce la distancia de corte lineal total y elimina los residuos de banda entre piezas.
Aunque depende de la familia de piezas específica y del tamaño del lote, la utilización de bordes rectos en los límites no críticos permite al proveedor aprovechar esta eficacia durante la producción.
Consideración de las operaciones secundarias y los riesgos de producción
Un presupuesto básico de corte por láser suele cubrir el coste de cortar el perfil y retirar la pieza del nido. Sin embargo, los compradores suelen pasar por alto los factores secundarios de procesamiento y riesgo que deben tenerse en cuenta en el precio final del componente.
Calidad de cantos y desbarbado
Dependiendo del material, el grosor y el gas de asistencia utilizado, el corte por láser puede dejar estrías, bordes afilados o micro rebabas (escoria) a lo largo del borde inferior del corte.
Si una pieza requiere bordes de manipulación segura, acabado cosmético o preparación para el recubrimiento en polvo, son necesarias operaciones secundarias como el desbarbado por volteo, el redondeo de bordes o el rectificado manual. Estos pasos, que requieren mucha mano de obra, añaden un coste directo además del tiempo de máquina.
Rendimiento del material y riesgo de rechazo
No todos los metales se procesan con la misma fiabilidad. Los materiales muy reflectantes, como el cobre o el latón, pueden reflejar la energía del haz, obstaculizando el proceso de corte. Los materiales con grandes tensiones internas pueden alabearse a mitad de corte tras liberar un contorno.
Los proveedores suelen incluir en los presupuestos de estos materiales un porcentaje de desechos más elevado para tener en cuenta el riesgo de que se estropeen las chapas o de que se produzcan paradas de máquina.
El coste de la producción acelerada
Los pedidos urgentes conllevan una prima que va más allá de los gastos administrativos. En la producción estándar, los programadores de CAM agrupan varios pedidos de clientes del mismo material y grosor en una sola hoja para maximizar la eficiencia del anidado.
Un pedido urgente obliga al proveedor a cortar la pieza inmediatamente en su propia chapa. El consiguiente descenso en la utilización del material aumenta directamente el coste por pieza.
Evaluación de alternativas al corte por láser
Aunque el corte por láser es muy versátil, no siempre es el método de fabricación más económico o adecuado desde el punto de vista técnico. Comprender las limitaciones del proceso ayuda a los ingenieros a saber cuándo deben recurrir a estrategias de fabricación alternativas.
Transición a la estampación de chapa metálica
El corte por láser es óptimo para la creación de prototipos y la fabricación de volúmenes bajos y medios porque no requiere herramientas personalizadas. Sin embargo, a medida que los volúmenes de producción se elevan a miles, el coste unitario se ve limitado por el tiempo de ciclo del láser.
A mayores volúmenes, invertir en utillaje duro para estampación de chapa resulta económicamente viable. Una vez amortizado el coste inicial de la matriz, el coste por pieza desciende significativamente en comparación con el procesado láser continuo.
Mecanizado por chorro de agua y CNC
Para chapas excepcionalmente gruesas, o para aplicaciones en las que la zona afectada por el calor (HAZ) debe evitarse estrictamente para prevenir cambios metalúrgicos, el abrasivo corte por chorro de agua suele ser un proceso más adecuado.
Alternativamente, si un componente requiere avellanados de tolerancia ajustada, orificios roscados o fresado preciso de superficies en 3D, Mecanizado CNC proporciona un control dimensional que un proceso de corte térmico 2D no puede lograr.
Ensamblajes de fabricación híbrida
Intentar cortar por láser una pieza compleja y monolítica a partir de una única placa gruesa suele ser prohibitivo desde el punto de vista de los costes. En muchas aplicaciones estructurales, resulta más económico cortar por láser varios componentes más finos y sencillos y unirlos.
Evaluar una pieza pesada como un ensamblaje soldado, o utilizar la inserción de herrajes (como tuercas a presión o separadores) en una chapa fina, suele arrojar un coste total de fabricación más competitivo que procesar un único bloque grueso de material.
Conclusión
Los costes del corte por láser no dependen únicamente del tamaño de la pieza. En la mayoría de los casos, el precio final viene determinado por el tiempo de mecanizado, el uso de material, el grosor y el diseño de la pieza.
Pequeños cambios en la geometría, el grosor o la calidad CAD pueden modificar significativamente el presupuesto. Por eso dos proveedores pueden fijar precios muy distintos para el mismo plano y algunas piezas cuestan más de lo previsto aunque parezcan sencillas.
Si está comparando presupuestos de corte por láser, el precio por sí solo rara vez cuenta toda la historia. Un presupuesto más bajo puede deberse a la utilización de distintos materiales, a un control de procesos más laxo o a la falta de trabajo secundario. Un presupuesto más alto puede reflejar factores de coste reales en el diseño que aún pueden mejorarse antes de que comience la producción.
Si ya tiene un dibujo, envíenoslo para que lo revisemos. Podemos analizar la pieza tanto desde el punto de vista de la fabricación como de los costes, y mostrarle qué está afectando al presupuesto y dónde los cambios pueden ayudar a reducir costes innecesarios.
Hola, soy Kevin Lee

Durante los últimos 10 años, he estado inmerso en diversas formas de fabricación de chapa metálica, compartiendo aquí ideas interesantes de mis experiencias en diversos talleres.
Póngase en contacto
Kevin Lee
Tengo más de diez años de experiencia profesional en la fabricación de chapas metálicas, especializada en corte por láser, plegado, soldadura y técnicas de tratamiento de superficies. Como Director Técnico de Shengen, me comprometo a resolver complejos retos de fabricación y a impulsar la innovación y la calidad en cada proyecto.
Recursos relacionados

Texturización láser de metales: preparación, diseño para la fabricación (DFM) y control de costes

Acero electrogalvanizado: guía de fabricación y selección

