판금 공차란 무엇인가요?
판금 공차는 부품의 크기, 모양 또는 피처 위치에서 허용되는 변화의 한계를 나타냅니다. 공차는 측정값이 의도한 설계와 얼마나 달라질 수 있는지를 정의합니다. 공차는 부품 길이, 너비, 구멍 크기 및 굽힘 각도와 같은 치수에 적용됩니다. 공차는 제조업체가 부품이 사양을 충족하는지 또는 다시 제작해야 하는 시기를 결정하는 데 도움이 됩니다. 공차가 정확하지 않으면 부품이 제대로 맞지 않거나 제대로 작동하지 않을 수 있습니다.
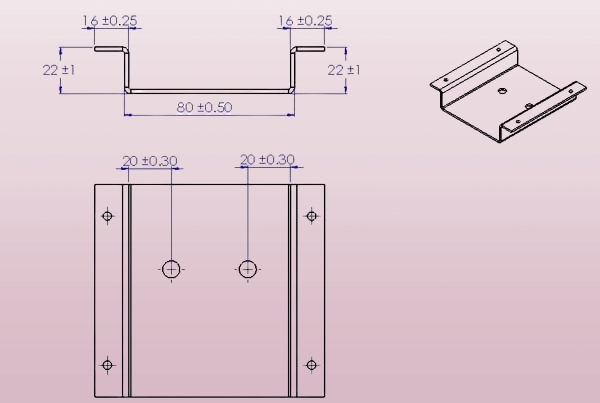
공차는 일반적으로 기술 도면에서 "±" 값으로 표시됩니다. 예를 들어, 부품이 50mm ± 0.2mm로 표시될 수 있는데, 이는 49.8mm에서 50.2mm 사이일 수 있음을 의미합니다. 이러한 값은 제조업체가 부품의 일관성을 유지하는 데 도움이 됩니다. 이 값은 생산 전에 설정되며 제조 공정을 안내합니다.
판금 제조에서 공차가 중요한 이유
공차는 부품이 만들어지고, 서로 맞물리고, 시간이 지남에 따라 성능을 발휘하는 방식에 영향을 미칩니다. 부품이 공차 사양을 충족하지 않으면 부품이 올바르게 조립되지 않을 수 있습니다. 또는 더 빨리 마모될 수도 있습니다. 더 나쁜 경우에는 현장에서 고장이 날 수도 있습니다.
허용 오차가 엄격할수록 더 정밀한 장비와 세심한 처리가 필요합니다. 일반적으로 더 많은 시간과 비용이 소요됩니다. 반면에 공차가 느슨하면 비용은 절감할 수 있지만 최종 제품의 기능에 영향을 미칠 수 있습니다.
적절한 허용 오차를 설정하는 것은 균형입니다. 목표는 생산의 비용 효율성을 보장하면서 허용 가능한 한계 내에서 부품을 유지하는 것입니다. 이는 사소한 실수에도 큰 손실이 발생할 수 있는 대량 생산에서 특히 중요합니다.
허용 오차의 기준은 누가 정하나요?
일반적으로 산업 표준은 허용 오차를 안내합니다. 미국에서는 많은 제조업체가 ANSI 또는 ASME 표준을 따릅니다. 예를 들어, ASME Y14.5는 기하학적 치수 및 공차(GD&T)에 대한 일반적인 표준입니다.
판금 작업에서는 ISO 표준이나 사내 지침을 참조하는 경우도 많습니다. 때로는 고객이 최종 제품의 기능에 따라 허용 오차를 지정하기도 합니다.
톨러런싱의 핵심 개념
공차를 적용하기 전에 공차가 실제로 무엇을 나타내는지 이해하는 것이 중요합니다. 이러한 기본 아이디어는 생산 공정에서 부품을 측정하고 승인하는 방식을 결정합니다.
공칭 치수 대 실제 측정치
공칭 치수는 도면에 표시된 이상적인 목표 크기입니다. 설계자가 원하는 부품의 크기입니다.
실제 측정은 부품이 만들어진 후 최종적으로 어떤 모습이 되는지입니다. 항상 약간의 차이가 있습니다. 어떤 기계도 매번 정확한 수치를 맞출 수는 없습니다. 이것이 바로 공차가 필요한 이유입니다.
예를 들어, 공칭 구멍 크기는 5.00mm일 수 있습니다. 가공 후 5.02mm로 측정될 수 있습니다. 공차가 ±0.05mm인 경우 구멍이 4.95mm ~ 5.05mm 범위에 속하므로 허용 가능한 구멍입니다.
허용 오차를 표시하는 방법에는 여러 가지가 있습니다:
- 일방적 관용 는 한 방향으로만 변화를 허용합니다. 예를 들어 10.00mm +0.10/-0.00은 부품이 조금 더 커질 수는 있지만 작아질 수는 없음을 의미합니다.
- 양방향 허용 오차 는 양방향으로 변형을 허용합니다. 예를 들어 10.00㎜ ±0.05는 9.95㎜에서 10.05㎜ 사이가 될 수 있음을 의미합니다.
- 허용 오차 제한 는 9.95mm - 10.05mm와 같이 상한과 하한을 직접 표시합니다. 이렇게 하면 검사 중에 확인하기가 더 쉽습니다.
올바른 유형을 선택하는 것은 부품의 기능에 따라 다릅니다. 일부 기능은 꼭 맞아야 하는 반면, 다른 기능은 더 많은 여유를 허용할 수 있습니다.
기하학적 치수 및 허용 오차(GD&T) 이해
GD&T는 크기뿐만 아니라 모양, 방향, 위치를 제어하는 시스템입니다.
특수 기호를 사용하여 성능에 영향을 주지 않으면서 부품이 얼마나 달라질 수 있는지 표시합니다. 예를 들어 구멍이 둥글고 직선이며 특정 영역의 중앙에 있어야 할 수 있습니다.
"이 구멍을 10mm ±0.1로 만드세요"라고 말하는 대신 "이 구멍은 크기가 달라지더라도 이 라운드 허용 오차 범위 내에 있어야 합니다"라고 말할 수 있습니다.
GD&T는 인클로저나 움직이는 어셈블리처럼 부품이 정확하게 맞아야 할 때 유용합니다. 검사를 더 쉽게 하고 부품이 적색으로 작동하는지 확인할 수 있습니다.