板金曲げ設計のヒント
うまく設計された製品は、製造上の問題を軽減し、材料の不良を防ぎ、最終的なフィット感を高めることができます。以下のヒントは、よりきれいで、より強く、よりコスト効果の高い曲げ加工を行うのに役立ちます。
穴とスロットの配置に関するベストプラクティス
穴や溝を曲げ線に近づけすぎないようにしてください。曲げ加工中に、これらの特徴が歪んだり破れたりすることがあります。
一般的なルール: 穴は少なくとも 2×材料の厚さ(T) 曲がったエッジから離れる。
例 厚さ1.5mmの鋼鉄の場合、穴は以下の距離まで近づけてはならない。 3 mm ベンドラインから。
穴をより近づけなければならない場合は、パンチングの前に部品をあらかじめ曲げるか、歪みを防ぐために補強材を加えることを検討する。
最小フランジ長ガイドライン
について フランジ は、曲げ部分から広がる平らな部分です。この部分が短すぎると、ダイやパンチが部品を傷つける恐れがあります。
最小フランジ長公式(空気曲げ):
最小フランジ=V×0.5
どこでだ:
- V = 金型開口部の幅(標準工具の場合、通常~8×T)
例 Vダイ開口部16mmの2mmシートの場合:
最小フランジ = 16 × 0.5 = 8 mm
フランジがこれより短い場合は、特注の工具が必要になるか、別の曲げ順序が必要になるかもしれない。
面取りされた側面
折り曲げ部分の角が鋭いと、破れやしわの原因になります。エッジを面取りすることで、余分な材料を取り除き、ストレスを軽減します。
ヒント 特に厚い部品や強度の高い材料では、エンドゾーンに近い角を面取りしたり、丸めたりする。
でさえも 45°面取り ひび割れを防ぎ、外観を改善することができる。
ベンドからのホール距離
ホールの距離に関する第2のルール:
穴が 内面 曲がり角の、少なくともその場所に:
距離=半径+1.5×T
もしそれが アウトサイド・フェイス使用する:
距離=半径+3×T
これにより、金属の伸縮による変形を避けることができる。
ベンド・リリーフ
ベンドリリーフとは、破れや歪みを防ぐために曲げ線に設ける切り欠きや溝のこと。曲げ時に材料が自由に動くようにする。
デザインの提案:
- レリーフ幅 ≥ 素材の厚さ
- リリーフ深さ ≥ 曲げ半径 + 1.5 × T
2つのベンドが近接している場合や、フランジが他の面に回り込んでいる場合は、ベンドリリーフを使用する。
フラットパターンのチェック
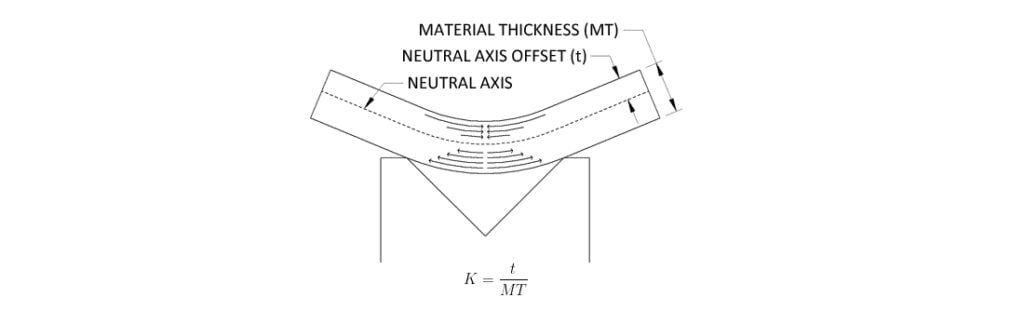
曲げ加工を行う前に、必ずCADで平面パターンを確認してください。平面レイアウトに正確な曲げ代、正しいKファクター、適切なフィーチャー配置が含まれていることを確認してください。
CADでベンドテーブルを使用してこのステップを自動化し、エラーを減らします。レーザー切断またはパンチング用に、正しい展開でフラットレイアウトをエクスポートします。
曲げ線は辺に平行
少なくとも1本の折り曲げ線がシートの片側に平行であることを確認してください。こうすることで、セットアップ時のアライメントが改善され、治具の使用も簡単になります。
必要な場合を除き、複雑な角度は避ける。直線的で平行なベンドは、より速く、より正確である。
結論
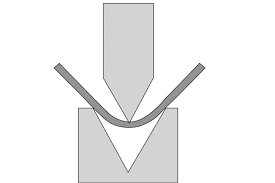
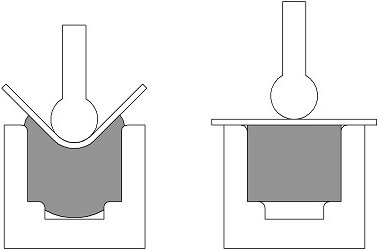
板金曲げ加工は、平らな板を機能的な3D部品に加工します。このプロセスには、エア曲げ、底付け、コイニングなどさまざまな方法があり、それぞれに利点と欠点があります。曲げ代、半径、Kファクター、スプリングバックなどの重要な要素は、精度に直接影響します。正しい方法と設計を併用することで、部品の品質が向上し、生産時間が短縮されます。
板金曲げプロジェクトでお困りですか? あなたが取り組んでいることを教えてください当社のエンジニアリングチームは、24時間以内に迅速なフィードバック、DFMの提案、正確な見積もりを提供します。