板金部品が計画通りに曲がらないと、穴の位置や寸法、最終的な組み立てなど、すべてが狂ってしまいます。それは通常、Kファクターがずれているために起こります。Kファクターは、フラット・パターンの計算方法や完成品の仕上がりに影響します。正しいKファクターを使用していないと、モデルや図面と一致しない曲がった部品ができあがります。
Kファクターは、曲げの際に伸びる場所を示す数値です。中立軸がシートのどこまで移動するかを示しています。シートを曲げると、外側は伸び、内側は圧縮されます。Kファクターはその中間に位置します。Kファクターは、正確なフラット・パターンに必要な材料の量を計算するのに役立ちます。Kファクターが間違っていると、部品は計画したようには曲がりません。
より良いフィット感、より厳しい公差、より少ないサプライズを望むなら、この数字に注意を払う必要がある。
板金における K 係数とは何ですか?
Kファクターとは、曲げ加工中に中立軸が金属の厚みのどの位置にあるかを示す比率である。金属が曲がるとき、上側は圧縮され、下側は伸びる。この2つの力の間のどこかに、長さが変わらない線がある。これが中立軸である。
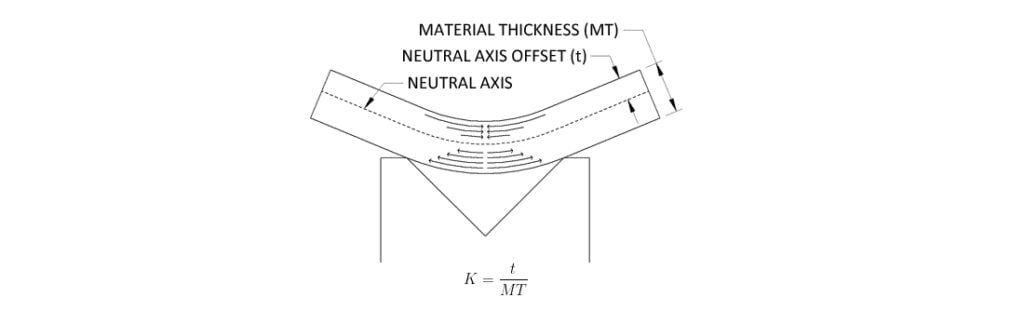
K 係数は、中立軸のオフセット (t) と材料の厚さ (MT) の比率を表します。この計算は、正確な仕様を満たすためにシート メタルを取り扱い、曲げ、切断する方法に影響を与えるため、非常に重要です。下の画像は、曲げが上部で圧縮され、下部で伸びる様子を示しています。
板金 K 係数の科学
金属を曲げると、内側の表面は圧縮される。外側の表面は伸びる。その中間に、長さを変えない線がある。その線が中立軸である。
Kファクターは、その線が全体の厚みの何分の一に位置するかを示す。Kファクターが0.5であれば中央に位置することを意味する。Kファクターが0.3であれば、内側に寄っていることを意味する。
正確な位置は素材によって異なる、 曲げ半径および曲げ方式。
Kファクターは板金曲げにどう影響するか?
Kファクターが間違っていると、平面パターンも間違ってしまいます。その結果、間違った場所に穴が開いたり、エッジが一直線にならなかったり、パーツが合わなくなったりする。
Kファクターが低いとフラットパターンは長くなる。Kファクターが高いと短くなります。この数値を正しくすることで、手直しなしで正確な部品を得ることができる。
Kファクターとニュートラル軸の関係
中立軸は金属の曲がり方によって動く。曲げがきつく硬い金属ほど、中立軸は内側に移動する。
Kファクターは、その軸が内面からどれだけ離れているかを示している。中立軸の位置がわかれば、次のように計算できる。 曲げ代 と曲げ控除。そのため、部品から外れるものと一致する部品を設計することができます。 プレスブレーキ.
K係数計算機
正しいKファクターを知ることで、正確な平面パターンを得ることができ、加工における試行錯誤を減らすことができます。ここでは、Kファクターの計算方法と、Kファクターからわかる材料について説明します。
Kファクターの計算方法?
Kファクターは、曲げ代、曲げ角度、材料の厚さ、内半径を含む式を使って計算することができます。式は以下の通りです:
K = (180° × BA) / (π × θ × T) - (Ri / T)
どこでだ:
- K はK係数
- 文学士 は曲げ代
- θ は曲げ角度(度
- T は材料の厚さ
- リ は曲げ半径
これらの値を計算式に差し込みます。これでKファクターが求まり、中立軸が内側の曲げ面からどのくらい離れているかを、シートの厚さの割合で知ることができます。
中立軸の実際の位置を求めるには、Kファクターに材料の厚さを掛ける:
t = K × T
Kファクター計算機
Kファクターの公式とジオメトリーの説明
Kファクターは、金属を円弧状に曲げたときの挙動に由来する。曲げ加工は、特定の半径を持つ円形の形状を形成する。外側は伸び、内側は縮むが、中立軸は同じ長さを保つ。
中立軸の弧の長さは、曲げ代を計算するために使用される。この軸の材料内部での位置は、平らな部分の長さや短さに影響します。そのため、曲げ代と曲げ減点の計算式にはKファクターが組み込まれています。
ニュートラル・アクシス・シフト:マテリアルの挙動について教えてくれること
曲げがきつい場合、中立軸は内面寄りに移動する。曲げが大きかったり、素材が軟らかかったりすると、軸はより中央寄りに位置する。このシフトは、素材が張力と圧縮をどのように扱うかを反映します。
硬い素材やきつい曲げでは、より多くのシフトが生じる。柔らかい材料や曲げ半径が大きいと、シフトは減少します。この挙動を観察することで、曲げ加工中に材料がどのように反応するかを予測することができます。
板金 K 係数チャート
K 係数チャートは、鋼、アルミニウム、ステンレス鋼などの一般的な材料の基準値 (通常は 0 ~ 0.5) を示します。これは一般的な製造の開始点であり、さまざまな厚さや材料の一般的な変形度合いを示します。
| 半径 | ソフト / アルミニウム | ミディアム / スチール | ハード/ステンレス |
|---|---|---|---|
| エアベンディング | |||
| 0 - 山 | 0.33 | 0.38 | 0.4 |
| 山 - 3*山 | 0.4 | 0.43 | 0.45 |
| 3*山- >3*山 | 0.5 | 0.5 | 0.5 |
| ボトムベンディング | |||
| 0 - 山 | 0.42 | 0.44 | 0.46 |
| 山 - 3*山 | 0.46 | 0.47 | 0.48 |
| 3*山- >3*山 | 0.5 | 0.5 | 0.5 |
| コイニング | |||
| 0 - 山 | 0.38 | 0.41 | 0.44 |
| 山 - 3*山 | 0.44 | 0.46 | 0.47 |
| 3*山- >3*山 | 0.5 | 0.5 | 0.5 |
設計とエンジニアリングに関する考察
精密な部品を得るためには、エンジニアは設計段階で適切なKファクターを適用する必要がある。これにより、製造上のエラーや材料の無駄を避けることができます。
CADモデルの正しいKファクターを選ぶには?
まず、曲げ方法を確認することから始めましょう。エア曲げ、ボトム曲げ、コイニングはすべて異なるK値を必要とします。次に、材料の種類と厚さを検討します。過去のプロジェクトでテストされたKファクターを使用するか、セットアップで曲げテストを行ってください。
不安な場合は、まず0.4を空気曲げの基準としてください。その後、曲げ結果と材料からのフィードバックに基づいて値を微調整します。
板金設計ソフトウェアにおけるKファクターの使用
ほとんどのCADプログラムには、次のようなツールが組み込まれている。 板金デザイン.SolidWorksでは、シートメタルフィーチャーで直接Kファクターを設定できます。Fusion 360では、曲げルールを定義する際にKファクターを入力することもできます。
Kファクターを使用して、曲げ代を自動的に計算します。これにより、最終的な寸法を正確に保ちながら、モデル内の部品を平らにすることができます。値が実際の曲げ設定に合っていることを確認してください。
誤ったKファクター値を使用する際に避けるべき間違い
Kファクターを間違えると、フラット・パターンに誤差が生じる。これは、目標寸法を逸脱する曲げにつながる。穴の位置がずれてしまう。タブが合わない。
無関係なプロジェクトからのKファクターのコピーは避ける。既定値は、お客様のプロセスに適合しない限り、当てにしないこと。試験曲げをスキップしたり、実際の材料挙動を無視したりすると、後で時間と費用がかかります。

Kファクターを決定する実用的な方法
最も信頼できるKファクターは現場から生まれる。これらの実践的な方法は、設計と実際の結果を一致させるのに役立ちます。
実証的テスト:ワークショップにおけるKファクターの測定
シートメタルのサンプル・ストリップをカットする。その上に、既知の距離をマークする。次に、使用する予定の角度と半径に曲げます。曲げた後、外側の円弧を測定し、元の長さと比較する。
実際の曲げ結果を使って、中立軸がどこに落ちたかを計算する。そこから、実際のKファクターを決定することができます。これにより、大まかな見積もりを使うよりも精度が上がります。
ベンドテストクーポンを使ったKファクターの微調整
ベンドクーポンとは、テスト用に使用されるシートメタルの小片です。これにより、部品全体を危険にさらすことなく、曲げ品質と精度をチェックすることができます。
製造に使用する予定のものと同じ設定で、いくつかのクーポンを曲げます。それらを測定し、実際の曲げ結果に合うようにCADモデルでKファクターを調整します。これが、フラットパターンをダイヤルインする最も速い方法です。
参照表と業界標準
テストができない場合は、標準的なKファクターチャートを出発点として使用してください。多くの金型ベンダー、プレスブレーキのマニュアル、または業界団体が、材料、曲げ半径、金型タイプに基づいたチャートを公表しています。
これらの値は近いものですが、必ずしも正確ではありません。ガイドとして使用し、その後、テストによって改良してください。DINやANSIのような規格には、特定のセットアップに対する推奨Kファクターも含まれている場合があります。
結論
Kファクターは、板金曲げ加工において大きな違いを生む小さな数値です。これは、中立軸の位置を示し、正確な平面パターンを計算するのに役立ちます。適切なKファクターを使用することで、パーツの適合性が向上し、無駄が減り、コストのかかる手戻りを避けることができます。Kファクターは、材料、板厚、曲げ方法、金型によって変わります。実際の加工で最良の結果が得られるよう、常にテストと調整を行ってください。
カスタム・シートメタル・パーツや正確な平面パターン設計でお困りですか? 今すぐエンジニアリングチームにご連絡ください。-私たちは、あなたの曲がりが最初から正しいことを確認します。

ケビン・リー
レーザー切断、曲げ加工、溶接、表面処理技術を専門とし、板金加工において10年以上の実務経験があります。シェンゲンのテクニカルディレクターとして、複雑な製造上の課題を解決し、各プロジェクトにおける革新と品質の向上に尽力しています。



