La fabrication de pièces métalliques complexes présente de nombreux défis, qu'il s'agisse de respecter des tolérances serrées ou d'assurer une qualité constante sur l'ensemble des cycles de production. De nombreux ingénieurs et fabricants ont du mal à choisir des matériaux et des méthodes de traitement capables de garantir la précision et la durabilité. L'usinage CNC de l'acier inoxydable offre une solution éprouvée à ces défis.
Êtes-vous curieux de savoir comment ce processus peut profiter à votre industrie ? Lisez la suite pour découvrir les techniques, les avantages et les applications de l'usinage CNC de l'acier inoxydable.
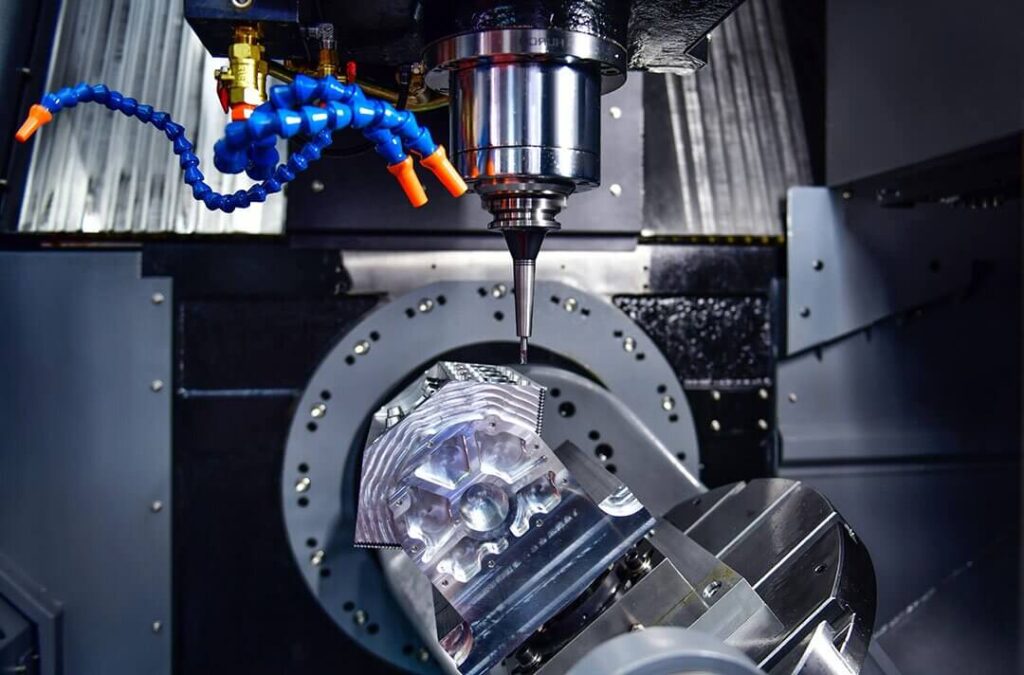
Qu'est-ce que l'usinage CNC de l'acier inoxydable ?
L'usinage CNC de l'acier inoxydable consiste à utiliser des machines commandées par ordinateur pour couper, façonner et finir l'acier inoxydable en composants précis. Des techniques telles que le fraisage, le tournage et le perçage permettent d'obtenir des conceptions complexes et des tolérances serrées. Le processus tire parti de la résistance et de la polyvalence de l'acier inoxydable tout en surmontant des difficultés telles que l'écrouissage et l'accumulation de chaleur.
Choisir le bon acier inoxydable pour l'usinage CNC
Le choix de la bonne nuance d'acier inoxydable pour l'usinage CNC est crucial pour obtenir des performances, une durabilité et une usinabilité optimales. Chaque nuance offre des propriétés uniques adaptées à des applications spécifiques, et il est essentiel de comprendre ces différences pour prendre une décision éclairée.
Différences entre les différentes qualités d'acier inoxydable
Les aciers inoxydables sont classés en différentes catégories en fonction de leur composition et de leurs propriétés :
- Aciers inoxydables austénitiques (série 300) : Connu pour son excellente résistance à la corrosion et son aptitude à la déformation. Les qualités les plus courantes sont les suivantes
- 304: Très polyvalent, avec une bonne usinabilité et une bonne résistance à la corrosion, il est idéal pour les applications générales telles que les équipements de transformation alimentaire et les pièces automobiles.
- 316: Contient du molybdène pour une meilleure résistance à la corrosion, ce qui le rend adapté aux environnements marins et chimiques, mais légèrement plus difficile à usiner que le 304.
- 303: Amélioration de l'usinabilité grâce à l'ajout de soufre, souvent utilisé pour des composants de précision tels que fixations et des engrenages.
- Aciers inoxydables martensitiques (série 400) : Résistance élevée et résistance à l'usure, mais résistance moindre à la corrosion. Les nuances comme le 416 sont plus faciles à usiner en raison du soufre ajouté.
- Aciers inoxydables ferritiques (série 400) : Ils offrent une bonne résistance à la corrosion et une bonne conductivité thermique, tout en étant plus faciles à usiner que les nuances austénitiques. Elles sont couramment utilisées dans les pièces automobiles.
- Aciers inoxydables duplex : Combinent les propriétés austénitiques et ferritiques, offrant une grande solidité et une excellente résistance à la corrosion, mais une usinabilité difficile.
Choix de l'acier inoxydable pour des applications spécifiques
Le choix de la bonne qualité dépend des exigences de l'application :
- Résistance à la corrosion: Pour les environnements exposés aux chlorures ou aux produits chimiques agressifs, les qualités telles que l'acier inoxydable 316 ou duplex sont idéales en raison de leur teneur en molybdène.
- Usinabilité : Pour les projets nécessitant un usinage important, l'acier inoxydable 303 ou 416 est préféré en raison de sa meilleure usinabilité.
- Solidité et résistance à l'usure : Les nuances martensitiques comme le 440C conviennent aux applications à haute résistance telles que les outils ou les roulements.
- Rapport coût-efficacité: Pour les applications moins exigeantes, la 304 offre un équilibre entre performance et prix.
Le rôle des éléments d'alliage dans l'usinabilité
Les éléments d'alliage influencent considérablement l'usinabilité de l'acier inoxydable :
- Le soufre : Améliore l'usinabilité en réduisant la friction pendant la coupe, mais diminue légèrement la résistance à la corrosion (par exemple, en 303 et 416).
- Molybdène : Améliore la résistance à la corrosion mais augmente l'écrouissage, ce qui rend l'usinage plus difficile (par exemple, dans le 316).
- Nickel: Favorise la ductilité et la ténacité, ce qui est essentiel pour les nuances austénitiques telles que 304 et 316.
- Chrome : Assure la résistance à la corrosion en formant une couche d'oxyde passive ; présente dans tous les aciers inoxydables à un minimum de 10.5%.
- Carbone : Augmente la résistance mais peut affecter la soudabilité ; les variantes à faible teneur en carbone comme 304L sont utilisées lorsque la soudure est nécessaire.
Types de procédés d'usinage CNC pour l'acier inoxydable
L'usinage CNC offre une gamme de procédés adaptés aux exigences des composants en acier inoxydable. Chaque technique est conçue pour gérer la dureté du matériau tout en offrant précision et efficacité.
Fraisage : Précision et polyvalence
Fraisage utilise des outils de coupe rotatifs pour enlever de la matière d'une pièce stationnaire, ce qui la rend idéale pour créer des formes complexes, des fentes et des rainures. Les fraiseuses CNC excellent dans la production de pièces aux tolérances serrées et aux conceptions complexes.
Tournage : Façonner avec rapidité et précision
Tournant consiste à faire tourner la pièce pendant qu'un outil de coupe stationnaire la façonne. Ce procédé est parfait pour les composants cylindriques tels que les arbres, les douilles et les fixations.
Forage : La clé de la création de trous
Forage crée des trous précis dans l'acier inoxydable à des fins d'assemblage ou de fonctionnement. Les perceuses à commande numérique offrent précision et répétabilité, même pour les trous profonds ou angulaires.
La rectification : Obtenir un état de surface parfait
Affûtage est utilisé pour obtenir des finitions de surface lisses ou pour enlever de petites quantités de matériau afin de procéder à des ajustements fins. Il est particulièrement utile pour polir ou ébavurer des pièces en acier inoxydable.
EDM : usinage par décharge électrique pour des coupes complexes
L'usinage par décharge électrique (EDM) est un processus sans contact qui utilise des étincelles électriques pour éroder la matière. Il est idéal pour créer des coupes complexes et des caractéristiques délicates, ou pour travailler sur des composants en acier inoxydable trempé.

Avantages de l'usinage CNC de l'acier inoxydable
L'usinage CNC offre plusieurs avantages pour le travail de l'acier inoxydable :
- Précision et exactitude : Permet d'obtenir des tolérances serrées (de l'ordre de 0,0002 pouce), ce qui garantit une qualité constante sur l'ensemble des pièces.
- Durabilité : La solidité et la résistance à la corrosion de l'acier inoxydable en font un matériau idéal pour les composants durables.
- Polyvalence : Convient aux géométries complexes et aux conceptions personnalisées dans divers secteurs d'activité.
- Qualité de la surface : Permet d'obtenir des finitions lisses qui améliorent à la fois l'esthétique et la fonctionnalité.
- Efficacité : L'automatisation des processus permet de réduire les déchets et les délais de production tout en maintenant un niveau de qualité élevé.
Facteurs affectant l'usinage CNC de l'acier inoxydable
L'usinage CNC de l'acier inoxydable est influencé par divers facteurs qui ont une incidence sur l'efficacité, la précision et la longévité des outils. Il est essentiel de comprendre ces éléments pour optimiser le processus d'usinage et obtenir des résultats de haute qualité.
Propriétés des matériaux et leur influence
Les propriétés uniques de l'acier inoxydable, telles que sa grande solidité, sa résistance à la corrosion et ses tendances à l'écrouissage, en font un matériau à la fois précieux et difficile à usiner.
- L'endurcissement au travail : L'acier inoxydable se durcit rapidement pendant la coupe, ce qui augmente l'usure de l'outil et les difficultés d'usinage.
- Conductivité thermique : Sa mauvaise conductivité thermique entraîne une concentration de la chaleur dans la zone de coupe, ce qui risque de déformer la pièce et de réduire la durée de vie de l'outil.
- La robustesse : Une ténacité élevée peut conduire à des copeaux filandreux difficiles à gérer, affectant l'état de surface et les performances de l'outil.
Choisir les bons outils pour l'acier inoxydable
Le choix des outils joue un rôle essentiel dans l'usinage de l'acier inoxydable :
- Matériau : Les outils en carbure avec des revêtements tels que TiAlN ou AlTiN sont préférés pour leur résistance à la chaleur et leur durabilité.
- Géométrie: Les angles de coupe positifs et les arêtes vives réduisent les efforts de coupe et la production de chaleur.
- Inserts spécialisés : Les outils conçus pour l'acier inoxydable, tels que ceux équipés de brise-copeaux, permettent de gérer l'évacuation des copeaux et d'éviter d'endommager l'outil.
Usure des outils et considérations relatives à l'entretien
L'usure des outils est un problème important dans l'usinage de l'acier inoxydable :
- Mécanismes d'usure : Les problèmes les plus courants sont l'usure des flancs, l'accumulation des bords et l'usure par entaille due à l'écrouissage et à l'accumulation de chaleur.
- Pratiques d'entretien : L'inspection régulière, l'affûtage et l'utilisation de liquides de refroidissement peuvent prolonger la durée de vie des outils. Les systèmes de refroidissement à haute pression sont particulièrement efficaces pour gérer la chaleur et améliorer les performances.
L'impact de l'étalonnage des machines sur la qualité
Un étalonnage correct de la machine garantit la précision des dimensions et des résultats constants :
- Alignement de précision : Un étalonnage régulier minimise les écarts causés par l'usure ou le désalignement des composants de la machine.
- Contrôle de qualité: Les machines précises réduisent les défauts, les taux de rebut et les coûts de reprise tout en maintenant les tolérances serrées requises pour les pièces en acier inoxydable.
- Performance à long terme : L'étalonnage prolonge la durée de vie de la machine en évitant que les composants ne soient soumis à des contraintes excessives en raison d'un mauvais alignement ou de réglages incorrects.
Applications de l'usinage CNC de l'acier inoxydable
L'usinage CNC de l'acier inoxydable est indispensable dans les secteurs nécessitant des composants robustes et précis :
Applications de l'industrie aérospatiale et de la défense
Composants clés :
- Pièces pour moteurs à turbine
- Éléments structuraux des aéronefs
- Systèmes de guidage de précision
- Composants du satellite
- Matériel du système de missiles
Fabrication de dispositifs médicaux
Applications primaires :
- Instruments chirurgicaux
- Composants de dispositifs implantables
- Pièces d'équipement de diagnostic
- Matériel résistant à la stérilisation
- Mécanismes prothétiques
Production d'automobiles et d'équipements lourds
L'accent est mis sur l'industrie manufacturière :
- Composants du moteur
- Pièces de transmission
- Éléments du système d'échappement
- Mécanismes de suspension
- Interfaces mécaniques soumises à de fortes contraintes
Électronique et biens de consommation
Applications typiques :
- Cadres pour smartphones
- Matériel informatique
- Connecteurs de précision
- Mécanismes de la caméra
- Composants de la technologie portable
Architecture et composants structurels
Scénarios d'utilisation :
- Façades architecturales
- Renforcements structurels
- Éléments décoratifs
- Systèmes de bardage extérieur
- Infrastructures portantes

Techniques d'amélioration des performances d'usinage
L'amélioration des performances d'usinage de l'acier inoxydable passe par l'optimisation des paramètres clés et des stratégies pour relever des défis tels que la production de chaleur, l'usure de l'outil et les propriétés du matériau. Vous trouverez ci-dessous des techniques efficaces pour améliorer l'efficacité, la précision et la durée de vie des outils.
Optimisation de la vitesse de coupe et de l'avance
La vitesse de coupe et l'avance sont essentielles pour équilibrer la productivité et la longévité de l'outil :
- Vitesse de coupe : Les vitesses inférieures réduisent la production de chaleur et l'usure de l'outil, mais peuvent diminuer la productivité. Pour l'acier inoxydable, les vitesses recommandées sont comprises entre 40 et 80 SFM, en fonction de la nuance et du matériau de l'outil.
- Vitesse d'alimentation : Des vitesses d'avance plus élevées peuvent améliorer les taux d'enlèvement de matière et réduire la chaleur en l'évacuant sous forme de copeaux plus gros. Toutefois, des vitesses d'avance excessives peuvent compromettre l'état de surface ou surcharger l'outil.
Méthodes de refroidissement pour l'usinage CNC de l'acier inoxydable
Un refroidissement efficace est essentiel pour gérer l'accumulation de chaleur pendant l'usinage :
- Liquide de refroidissement : Assure un refroidissement et une lubrification efficaces, en particulier pour les opérations à grande vitesse. Les liquides de refroidissement à base d'eau ayant un pouvoir lubrifiant élevé sont préférables pour l'acier inoxydable.
- Brouillard Liquide de refroidissement : Convient aux applications où le liquide de refroidissement par inondation n'est pas pratique, offrant un refroidissement modéré et une évacuation des copeaux.
- Systèmes de refroidissement à haute pression : Le liquide de refroidissement est envoyé directement dans la zone de coupe pour améliorer la dissipation de la chaleur et l'enlèvement des copeaux.
- Usinage à sec par soufflage d'air : Dans certains cas, des jets d'air peuvent être utilisés pour dégager les copeaux tout en maintenant des températures stables, en particulier lorsque les risques de chocs thermiques sont élevés.
Gestion de la production de chaleur pendant l'usinage
Une chaleur excessive peut entraîner un écrouissage, une usure de l'outil et des imprécisions dimensionnelles :
- Géométrie de l'outil : Utiliser des outils à angle de coupe positif pour réduire les efforts de coupe et la production de chaleur.
- Profondeurs de coupe : Utiliser des profondeurs de coupe radiales plus faibles pour minimiser l'échauffement localisé tout en maintenant la productivité avec des profondeurs de coupe axiales plus élevées (par exemple, fraisage à haut rendement).
- Parcours d'outils adaptatifs : Les techniques telles que le fraisage trochoïdal ou en avalanche répartissent la chaleur plus uniformément sur l'arête de coupe, réduisant ainsi les contraintes localisées.
- Application du liquide de refroidissement : Veillez à ce que le liquide de refroidissement soit acheminé de manière régulière vers la zone de coupe afin d'éviter toute surchauffe.
Minimiser l'usure des outils et prolonger leur durée de vie
L'usure des outils est un facteur important qui affecte les performances de l'usinage :
- Matériaux et revêtements des outils : Utilisez des outils en carbure avec des revêtements tels que TiAlN ou TiCN pour une meilleure résistance à l'usure et une meilleure dissipation de la chaleur.
- Entretien régulier : Inspecter fréquemment les outils pour détecter les signes d'usure tels que l'usure des flancs ou des encoches.
- Gestion des puces : L'évacuation efficace des copeaux permet d'éviter la recoupe des copeaux, qui risque d'émousser prématurément les outils.
- Forces de coupe inférieures : Éviter les paramètres de coupe agressifs qui imposent des contraintes excessives aux outils.
Conclusion
L'usinage CNC de l'acier inoxydable est un processus vital dans la fabrication moderne, offrant précision, durabilité et polyvalence dans diverses industries. En comprenant les propriétés uniques de l'acier inoxydable et en employant des techniques efficaces, les fabricants peuvent obtenir des résultats de haute qualité.
Lorsque vous envisagez votre prochain projet impliquant des composants en acier inoxydable, n'oubliez pas qu'il est important de sélectionner les techniques et les outils adéquats pour garantir une efficacité et une précision optimales. Si vous avez besoin de conseils d'experts ou si vous avez des besoins spécifiques en matière d'usinage, n'hésitez pas à nous contacter. tendre la main!
Hey, je suis Kevin Lee

Au cours des dix dernières années, j'ai été immergé dans diverses formes de fabrication de tôles, partageant ici des idées intéressantes tirées de mes expériences dans divers ateliers.
Prendre contact
Kevin Lee
J'ai plus de dix ans d'expérience professionnelle dans la fabrication de tôles, avec une spécialisation dans la découpe au laser, le pliage, le soudage et les techniques de traitement de surface. En tant que directeur technique chez Shengen, je m'engage à résoudre des problèmes de fabrication complexes et à favoriser l'innovation et la qualité dans chaque projet.
Ressources connexes

Texturation au laser des métaux : préparation, conception pour la fabrication (DFM) et maîtrise des coûts

Acier électro-galvanisé : guide de fabrication et de sélection

Poinçonnage ou découpe laser : Coût, vitesse et compromis DFM
