複雑な金属部品の製造には、厳しい公差を達成することから、生産工程全体で一貫した品質を確保することまで、数多くの課題があります。多くのエンジニアやメーカーは、精度と耐久性を実現できる材料の選択と加工方法に苦慮しています。ステンレス鋼のCNC加工は、これらの課題に対する実証済みのソリューションを提供します。
この加工があなたの業界にどのようなメリットをもたらすか、興味はありませんか?ステンレス鋼CNC加工の技術、利点、用途を探るためにお読みください。
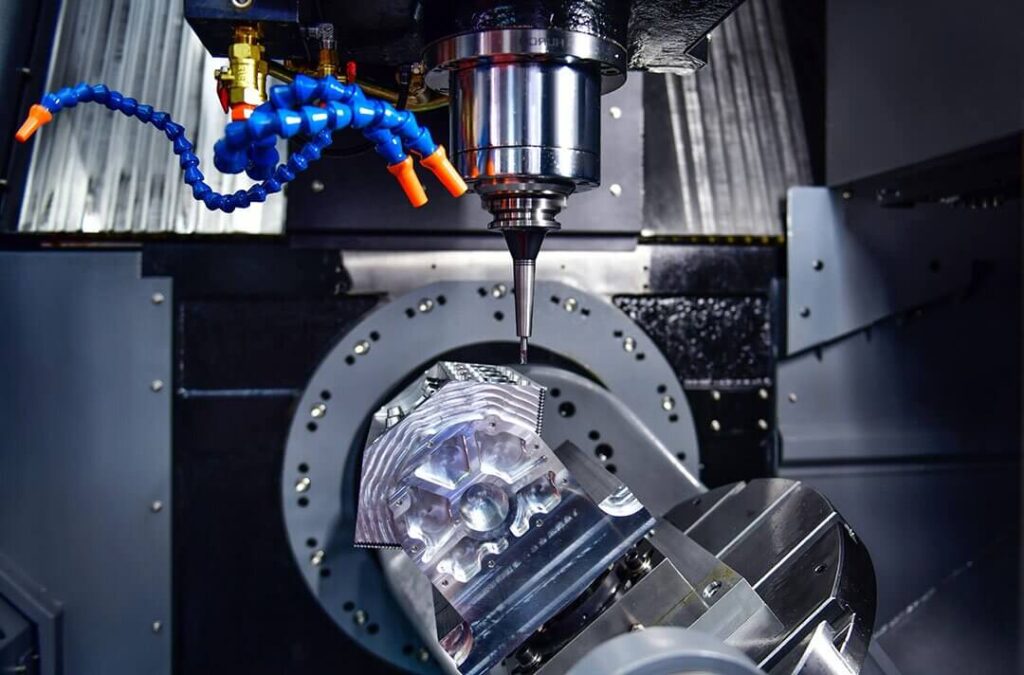
ステンレス鋼のCNC加工では、コンピューター制御の機械を使ってステンレス鋼を切断し、形を整え、精密な部品に仕上げます。フライス加工、旋盤加工、穴あけ加工などの技術により、複雑な設計と厳しい公差を実現します。このプロセスは、加工硬化や熱蓄積などの課題を克服しながら、ステンレス鋼の強度と汎用性を活用します。
CNC加工に適したステンレス鋼種を選択す ることは、最適な性能、耐久性、加工性を実現す る上で極めて重要である。各鋼種は、特定の用途に適した独自の特性を 備えており、これらの違いを理解することが、情報に基 づいた決定を下すための鍵となる。
ステンレス鋼は、その組成と特性に基づいて異なるグレードに分類されます:
適切なグレードの選択は、用途の要件によって異なる:
合金元素はステンレス鋼の被削性に大きく影響する:
CNC機械加工は、ステンレス鋼部品の需要に合わせた様々な工程を提供します。それぞれの技術は、精度と効率を提供しながら、材料の靭性を扱うように設計されています。
フライス加工 CNCフライス盤は、回転する切削工具を使用して静止しているワークピースから材料を除去するため、複雑な形状、溝、溝を作成するのに理想的です。CNCフライス盤は、公差が厳しく、複雑なデザインの部品を製造するのに優れています。
旋回 は、固定された切削工具が加工物を成形している間、加工物を回転させる。この加工は、シャフト、ブッシュ、ファスナーなどの円筒形部品に最適です。
掘削 は、組み立てや機能的な目的でステンレス鋼に精密な穴を開けます。CNCボール盤は、深い穴や角度のある穴でも、精度と再現性を提供します。
研削 は、滑らかな表面仕上げを実現するため、または微調整のために少量の材料を除去するために使用されます。特にステンレス部品の研磨やバリ取りに有効です。
放電加工(EDM)は、電気火花を使用して材料を侵食する非接触プロセスです。複雑なカットや繊細な形状を作成したり、硬化したステンレス鋼部品を加工するのに理想的です。
CNC加工には、ステンレス鋼を加工する際にいくつかの利点があります:
ステンレス鋼のCNC加工は、効率、精度、 工具の寿命に影響する様々な要因に左右され る。加工プロセスを最適化し、高品質の結果を得るには、これらの要素を理解することが不可欠です。
高強度、耐食性、加工硬化傾向など、ステンレス鋼のユニークな特性は、その価値を高めると同時に、機械加工の難易度を高めています。
ステンレス鋼の加工では、工具選択が重要な役割を果たす:
ステンレス鋼の加工では、工具摩耗が重要な課題である:
適切な機械校正は、寸法精度と一貫した結果を保証します:
ステンレス鋼のCNC加工は、堅牢で精密な部品を必要とする分野で不可欠です:
主な構成要素
主な用途
製造業が中心:
代表的な用途
利用シーン
ステンレス鋼の加工性能の向上には、発熱、 工具摩耗、材料特性などの課題に対処するた めの主要パラメータと戦略の最適化が必要であ る。以下は、効率、精度、工具寿命を改善する効果的なテクニックである。
切削速度と送り速度は、生産性と工具寿命のバランスを取るために非常に重要です:
効率的な冷却は、加工中の熱蓄積を管理するために不可欠です:
過度の熱は、加工硬化、工具の摩耗、寸法の不正確さの原因となる:
工具摩耗は、加工性能に影響を与える重要な要因である:
ステンレス鋼のCNC加工は、様々な産業において精度、耐久性、汎用性を提供し、現代の製造業に不可欠なプロセスです。ステンレス鋼のユニークな特性を理解し、効果的な技術を採用することで、メーカーは高品質の結果を達成することができます。
ステンレス鋼部品を含む次のプロジェクトを検討する際には、最適な効率と精度を確保するために、適切な技術と工具を選択することの重要性を忘れないでください。専門家のガイダンスをお探しの場合、または特定の加工ニーズがある場合は、ご遠慮なく以下までお問い合わせください。 伸ばす!
過去10年間、私はさまざまな形態の板金加工に没頭し、さまざまなワークショップでの経験から得たクールな洞察をここで共有してきた。
レーザー切断、曲げ加工、溶接、表面処理技術を専門とし、板金加工において10年以上の実務経験があります。シェンゲンのテクニカルディレクターとして、複雑な製造上の課題を解決し、各プロジェクトにおける革新と品質の向上に尽力しています。
1営業日以内にご連絡いたします。接尾辞が"@goodsheetmetal.com "のメールにご注意ください。