レーザー切断のためのDFM調整
部品の形状を微調整することで、機械的機能を損なうことなくレーザー切断工程に最適化することができます。このような製造上の制約を念頭に置いて設計することで、サイクルタイムと材料の無駄の両方が削減されます。
コーナーラディとシャープコーナー
レーザー切断ヘッドが90度の鋭い内角に達すると、機械軸は急速に減速し、瞬間的に停止し、新しい方向に加速しなければならない。この躊躇が、頂点でのわずかなオーバーメルトにつながる可能性がある。
非重要な内コーナーに小さなコーナーR(例えば0.030″)を追加することで、カッティングヘッドがターンを通してよりスムーズで一貫した送り速度を維持できるようになり、エッジの品質と加工速度の両方が向上します。
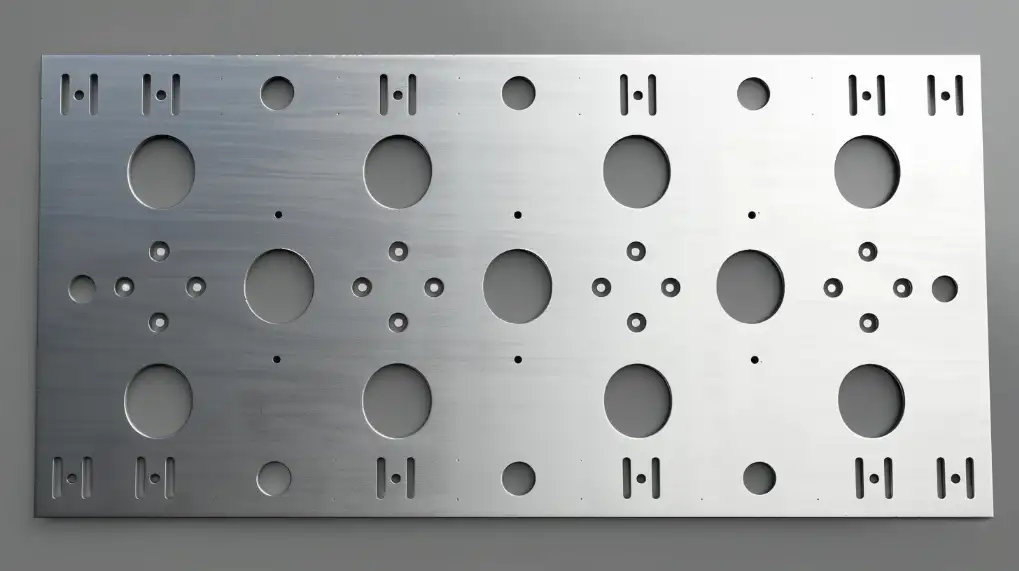
穴と厚さの比率
標準的な製造ガイドラインとして、レーザーカットの穴の直径は材料の厚さと同じかそれ以上であるべきです(1:1の比率)。この比率より小さい穴を設計すると、カーフから溶融金属を取り除くことが困難になる。
この基本ルールに従うことで、きれいなカットが保証され、より遅く、より慎重な処理パラメータを必要としなくなる。
フィーチャー・スペーシングとウェブ幅
熱放散を管理するためには、切り抜き(ウェブ)の間に十分なスペースを残すことが必要です。耐荷重ブラケットで切り欠きを近づけすぎると、薄く残ったウェブが反ったり、溶けたり、切断中に構造的な完全性を失う可能性があります。
最小ウェブ幅を材料厚と同等に保つことで、プロセスの安定性を確保し、熱歪みによるスクラップ率を低減する。
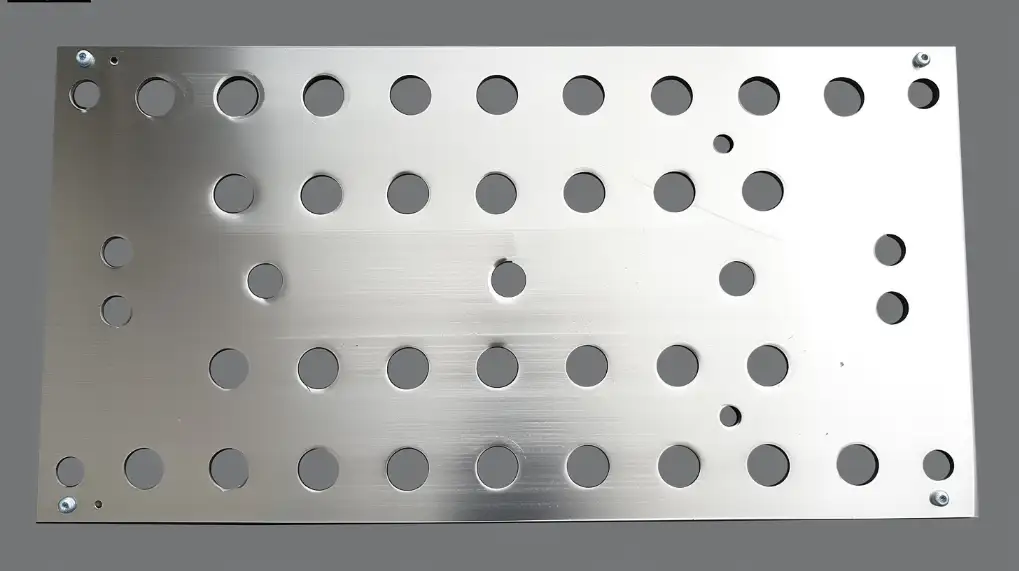
コモン・ライン・カッティングの設計
部品設計が直線的で平行なエッジを可能にする場合、CAMプログラマーは、部品が1本のカットラインを共有するように入れ子にすることができる。この手法により、直線的な切断距離の合計が短縮され、パーツ間のウェビングの無駄がなくなります。
特定の部品ファミリーとバッチサイズに依存するが、非重要境界でストレートエッジを利用することで、サプライヤーは生産中にこの効率を利用することができる。
二次的操業と生産リスクの考慮
基本的なレーザー切断の見積もりは、通常、プロファイルを切断し、巣から部品を取り外すためのコストをカバーしています。しかし、バイヤーは、最終的な部品価格に織り込まれなければならない二次加工やリスク要因を見落としていることが多い。
エッジの品質とバリ取り
材料、厚さ、使用するアシストガスによっては、レーザー切断によって、切断面の下端に筋目、鋭いエッジ、微細なバリ(ドロス)が残ることがあります。
部品に安全なエッジ処理、化粧仕上げ、粉体塗装の準備が必要な場合、タンブル・バリ取り、エッジ丸め、手作業による研磨などの二次加工が必要になる。これらの労働集約的な工程は、機械加工時間以外の直接的なコストを増加させる。
材料の歩留まりとスクラップ・リスク
すべての金属が同じ信頼性で加工できるわけではありません。銅や真鍮のような反射率の高い材料は、ビーム・エネルギーを逆反射させ、切断の妨げになることがあります。内部応力の高い材料は、輪郭が解放された後、カットの途中で反ってしまうことがあります。
サプライヤーは通常、このような難易度の高い素材の見積もりには、シートがダメになったり機械がダウンしたりするリスクを考慮し、より高いスクラップ率を想定している。
迅速生産のコスト
急ぎの注文には、管理費以上のプレミアがつく。標準的な生産では、CAMプログラマーは、同じ素材と厚みの複数の顧客注文を1枚のシートにまとめ、ネスティング効率を最大化します。
急ぎの注文は、サプライヤーにそのパーツを自社のシートで即座に切断することを強いる。その結果、材料利用率が低下し、部品当たりのコストが直接的に増加する。
レーザー切断の代替案の評価
レーザー切断は汎用性が高い反面、最も経済的で技術的に適切な製造方法とは限りません。このプロセスの限界を理解することで、エンジニアは代替の製造戦略に軸足を移すタイミングを知ることができます。
板金プレス加工への移行
レーザー切断は、カスタム工具を必要としないため、プロトタイピングや少量から中量の製造に最適です。しかし、生産量が数千になると、単価はレーザーのサイクルタイムによって制約を受けるようになる。
より大量に生産するためには、ハード・ツーリングに投資する必要がある。 板金プレス が経済的に実行可能になる。初期の金型コストが償却されれば、部品当たりのコストは連続レーザー加工に比べて大幅に低下する。
ウォータージェットとCNC加工
非常に厚い板や、冶金学的変化を防ぐために熱影響部 (HAZ) を厳密に避けなければならない用途では、研磨剤を使用します。 ウォータージェット切断 がより適切なプロセスであることが多い。
また、厳しい公差のザグリ穴、タップ穴、精密な3次元表面フライス加工が必要な部品にも対応します、 CNC加工 は、2D熱切断プロセスでは達成できない寸法制御を提供します。
ハイブリッド・ファブリケーション・アセンブリー
1枚の厚板から複雑なモノリシック部品をレーザー切断しようとすると、コスト高になることが多い。多くの構造用途では、より薄くて単純な部品をいくつかレーザー切断し、それらを接合する方が経済的です。
重い部品を溶接アセンブリとして評価したり、薄いシートに(プレスナットやスタンドオフのような)ハードウェアを挿入して利用したりすると、厚い一塊の材料を加工するよりも競争力のある総製造コストが得られることが多い。
結論
レーザー切断のコストは部品サイズだけで決まるわけではありません。ほとんどの場合、最終的な価格は機械時間、材料の使用量、厚さ、部品のデザインによって決まります。
形状や厚み、CADの品質が少し変わるだけで、見積もりが大きく変わることがあります。これが、同じ図面でもサプライヤーによって価格が大きく異なる理由であり、簡単そうに見えても予想以上のコストがかかる部品がある理由です。
レーザー切断の見積もりを比較する場合、価格だけですべてがわかることはほとんどありません。低い見積もりは、異なる材料の仮定、緩い工程管理、または二次的作業の欠落から来るかもしれません。高い見積もりは、生産開始前にまだ改善可能な設計の実際のコストドライバーを反映している可能性があります。
すでに図面を持っている場合、 レビューのために私たちに送る.私たちは、製造とコストの両方の観点から部品を見て、何が見積もりに影響を及ぼしているのか、どこを変更すれば不必要なコストを削減できるのかを示すことができます。