A laser cutting quote reflects several manufacturing variables beyond the raw material cost. Buyers often evaluate a part based solely on its footprint, which can lead to miscalculating the final price or misunderstanding why quotes vary between suppliers.
This guide breaks down the core elements of a laser-cutting quote and explains how specific design decisions affect production costs. Understanding these factors can help you optimize part designs for manufacturing and accurately project budgets.
What Actually Goes Into a Laser Cutting Quote?
When a quote is generated for a prototype or a production run, it accounts for a specific set of operational variables. Looking only at material prices obscures the production requirements that drive the final number.
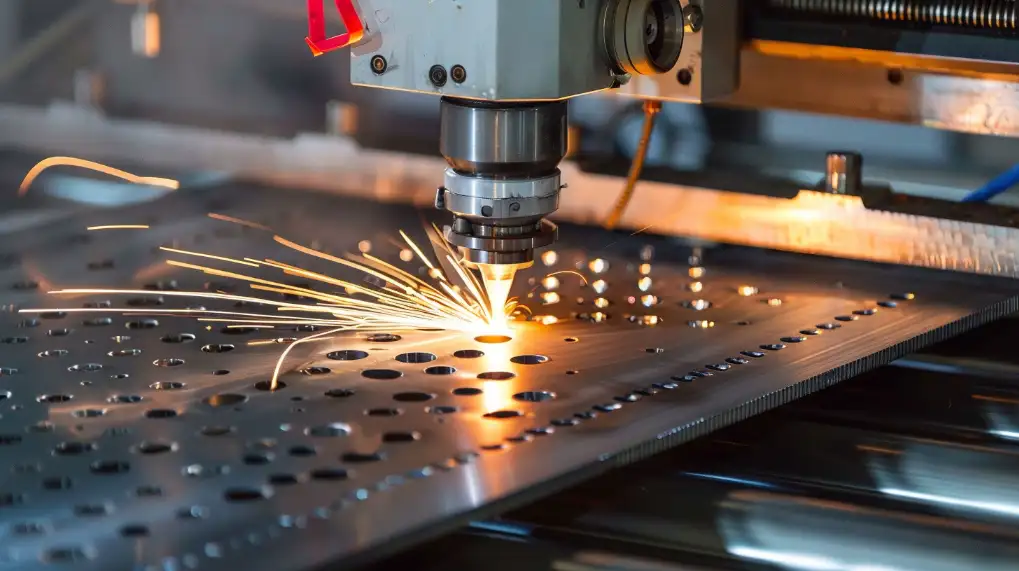
Machine Time
Machine operation is the primary driver of cutting costs. Pricing is closely tied to the time the laser is actively running. The cost depends on the total linear cut distance and the number of pierces required, rather than the overall part dimensions.
For example, a small part with a dense honeycomb pattern takes longer to cut than a large, simple square, resulting in a higher cost.
Utilizzo del materiale
Material quotes account for the specific sheet grade, standard stock sizes, and overall yield. During production, the space between parts and any internal cutouts becomes unrecoverable scrap, often referred to as the skeleton. The cost of this wasted material is factored into the unit price.
Parts designed for efficient nesting maximize material usage and reduce the cost per part.
Setup and Programming
Pre-production steps include CAD file review, generating cut paths, optimizing the nest, and configuring machine parameters. These tasks require a fixed amount of engineering and operator time.
In a small prototype run, this setup time accounts for a noticeable portion of the cost. In large production runs, the setup cost is distributed across many units, reducing its impact on the individual part price.
Secondary Operations
Laser cutting is often just the first step in fabrication. Additional requirements, such as sbavatura, piegatura, hardware insertion, or finitura superficiale, require separate setups and labor. These secondary processes can sometimes exceed the cost of the initial cutting operation.
How Material Thickness Affects Laser Cutting Cost?
Cutting costs do not scale linearly with material thickness. Once a design exceeds a certain thickness range, the operational requirements change, altering the economics of the cut.
Cutting Speed Reductions
As material thickness increases, the laser’s feed rate must decrease to maintain a clean cut edge.
For instance, depending on the laser wattage, a machine might cut 2mm mild steel at roughly 800 inches per minute, but slow down to 50 inches per minute for a 10mm plate. Consequently, doubling the plate thickness generally results in more than double the machine time.
Assist Gas Consumption
Assist gas is used to clear molten material from the kerf. Thicker materials require higher gas pressures and higher flow rates.
The choice of gas also affects price: oxygen is generally less expensive but leaves an oxidized edge on steel that may require grinding. In contrast, nitrogen leaves a clean, weld-ready edge but consumes more volume and incurs higher operating costs.
Thermal Effects and Process Stability
Thicker plates absorb and retain more heat during cutting. This increases the risk of thermal distortion or part warping.
To maintain tolerances and prevent the material from shifting and interfering with the cutting head, operators may need to reduce cutting speeds or add cooling pauses, which increases the overall cycle time.
Formed Features vs. Thicker Material
Engineers sometimes specify thicker sheet metal solely to meet rigidity requirements. However, thicker plates require longer cut times and higher gas consumption.
Depending on the application and clearance constraints, adding formed features like bent flanges or ribs to a thinner sheet can often achieve the necessary structural stiffness while reducing both raw material weight and cutting time.
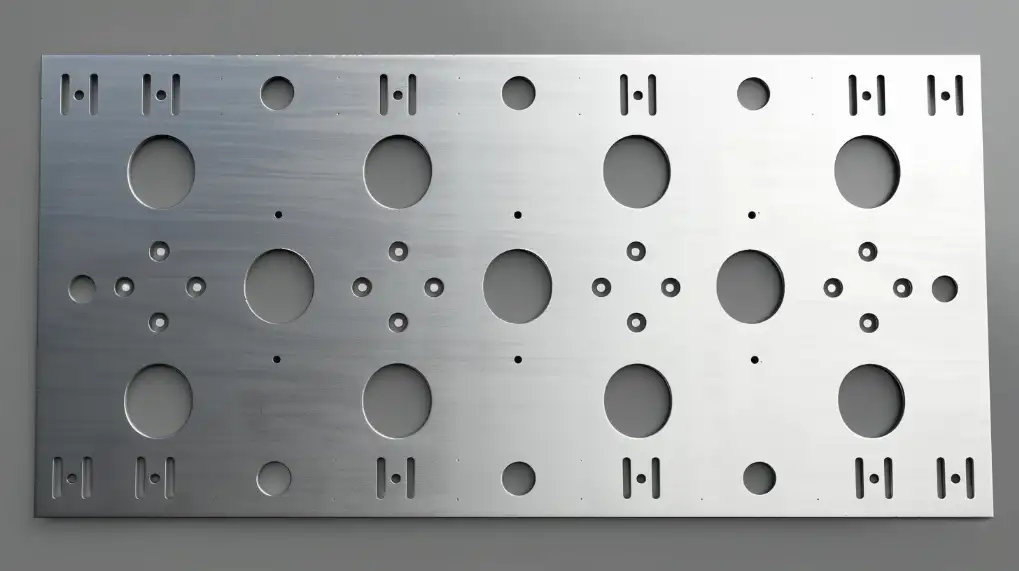
How Specific CAD Details Influence Laser Cutting Cost?
Two parts with identical overall dimensions can have vastly different manufacturing costs depending on their internal geometry. The specific details within a CAD file directly dictate the machine’s behavior, affecting both cycle time and the risk of producing scrap.
Pierce Count
Before the laser can cut a shape, it must pierce the material. Every separate internal feature requires the machine to stop, execute a pierce routine, and begin a new cut path.
For example, an electronic enclosure designed with a ventilation grid of 200 small circular holes requires 200 individual pierces. Redesigning that grid to use 20 longer slots dramatically reduces the total pierce count, effectively lowering the machine time.
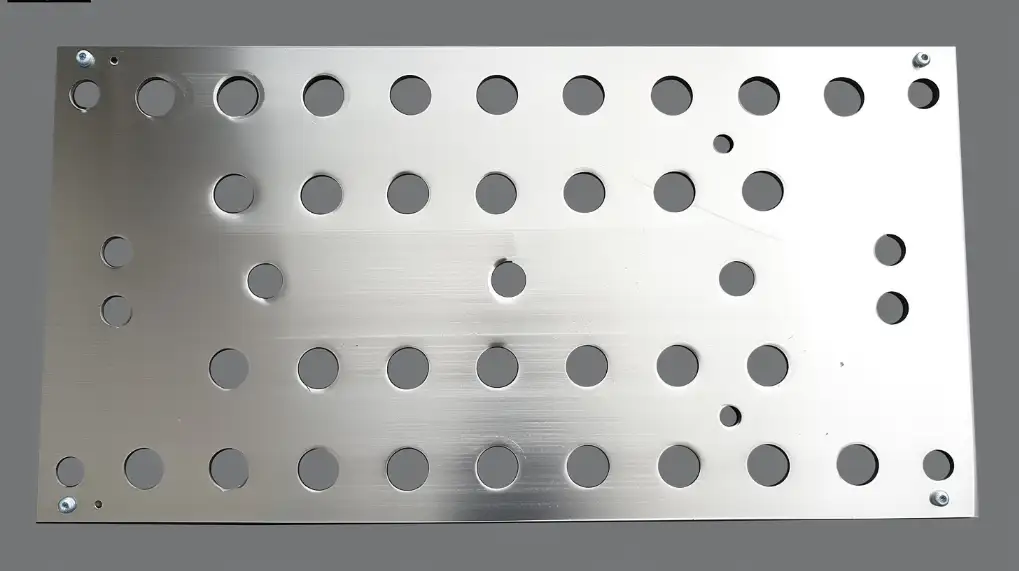
Hole Size Constraints
Attempting to laser-cut extremely small holes—particularly when the hole diameter is smaller than the material thickness—causes localized heat buildup. This often results in slag formation, blowout, or a loss of dimensional accuracy.
For thick plates, it is often more reliable and cost-effective to laser-cut a small pilot hole and finish to the exact diameter with secondary drilling or machining.
Tolerance Specifications
Applying globally tight tolerances (e.g., ±0.002″) across an entire drawing forces the operator to reduce the cutting speed to minimize thermal distortion and mechanical vibration.
Specifying tight tolerances only on critical mating surfaces, while allowing standard commercial tolerances on non-functional exterior profiles, enables the machine to run at optimal feed rates where precision is less critical.
File Cleanliness and Duplicate Lines
CAD files exported with overlapping vector lines or unjoined segments dictate poor machine paths. If a contour contains duplicate lines, the laser will physically trace the same path twice.
This not only doubles the machine time for that specific feature but also adds excess heat to the part, degrading edge quality and increasing the likelihood of rejection.
DFM Adjustments for Laser Cutting
Minor adjustments to a part’s geometry can optimize it for the laser cutting process without compromising its mechanical function. Engineering with these manufacturing constraints in mind reduces both cycle time and material waste.
Corner Radii vs. Sharp Corners
When a laser cutting head reaches a sharp 90-degree internal corner, the machine axes must rapidly decelerate, stop momentarily, and accelerate in a new direction. This hesitation can lead to slight overmelting at the vertex.
Adding a small corner radius (e.g., 0.030″) to non-critical internal corners allows the cutting head to maintain a smoother, more consistent feed rate through the turn, improving both edge quality and processing speed.
The Hole-to-Thickness Ratio
As a standard manufacturing guideline, the diameter of a laser-cut hole should be equal to or greater than the material thickness (a 1:1 ratio). Designing holes smaller than this ratio makes it difficult to clear molten metal from the kerf.
Adhering to this baseline rule ensures a clean cut and prevents the need for slower, more cautious processing parameters.
Feature Spacing and Web Width
Leaving adequate space between cutouts (the web) is necessary to manage heat dissipation. If cutouts are placed too close together on a load-bearing bracket, the thin remaining web can warp, melt, or lose structural integrity during the cut.
Maintaining a minimum web width equal to the material thickness ensures process stability and reduces the scrap rate caused by thermal distortion.
Designing for Common-Line Cutting
If a part design allows for straight, parallel edges, CAM programmers can sometimes nest the parts so they share a single cut line. This technique reduces the total linear cut distance and eliminates the webbing waste between parts.
While it depends on the specific part family and batch size, utilizing straight edges on non-critical boundaries enables the supplier to utilize this efficiency during production.
Factoring In Secondary Operations and Production Risks
A baseline laser cutting quote typically covers the cost to cut the profile and remove the part from the nest. However, buyers often overlook the secondary processing and risk factors that must be factored into the final component price.
Edge Quality and Deburring
Depending on the material, thickness, and assist gas used, laser cutting can leave striations, sharp edges, or micro-burrs (dross) along the bottom edge of the cut.
If a part requires safe-handling edges, cosmetic finishing, or preparation for powder coating, secondary operations such as tumble deburring, edge rounding, or manual grinding are necessary. These labor-intensive steps add direct cost beyond the machine time.
Material Yield and Scrap Risk
Not all metals are processed with the same reliability. Highly reflective materials, such as copper or brass, can back-reflect beam energy, hindering the cutting process. Materials with high internal stresses can warp mid-cut after a contour is released.
Suppliers typically build a higher anticipated scrap rate into quotes for these challenging materials to account for the risk of ruined sheets or machine downtime.
The Cost of Expedited Production
Rush orders carry a premium that extends beyond administrative fees. In standard production, CAM programmers group multiple customer orders of the same material and thickness onto a single sheet to maximize nesting efficiency.
A rush order forces the supplier to cut the part immediately on its own sheet. The resulting drop in material utilization directly increases the per-part cost.
Evaluating Alternatives to Laser Cutting
While laser cutting is highly versatile, it is not always the most economical or technically appropriate manufacturing method. Understanding the limitations of the process helps engineers know when to pivot to alternative fabrication strategies.
Transitioning to Sheet Metal Stamping
Laser cutting is optimal for prototyping and low- to medium-volume manufacturing because it requires no custom tooling. However, as production volumes scale into the thousands, the unit cost becomes constrained by the laser’s cycle time.
At higher volumes, investing in hard tooling for stampaggio della lamiera becomes economically viable. Once the initial die cost is amortized, the per-part cost drops significantly compared to continuous laser processing.
Waterjet and CNC Machining
For exceptionally thick plates, or for applications where the Heat-Affected Zone (HAZ) must be strictly avoided to prevent metallurgical changes, abrasive taglio a getto d'acqua is often a more appropriate process.
Alternatively, if a component requires tight-tolerance counterbores, tapped holes, or precise 3D surface milling, Lavorazione CNC provides dimensional control that a 2D thermal cutting process cannot achieve.
Hybrid Fabrication Assemblies
Attempting to laser-cut a complex, monolithic part out of a single thick plate is often cost-prohibitive. In many structural applications, it is more economical to laser-cut several thinner, simpler components and join them.
Evaluating a heavy part as a welded assembly, or utilizing hardware insertion (such as press nuts or standoffs) on a thin sheet, frequently yields a more competitive total manufacturing cost than processing a single thick block of material.
Conclusione
Laser cutting costs are not driven solely by part size. In most cases, the final price is determined by machine time, material usage, thickness, and the part’s design.
Small changes in geometry, thickness, or CAD quality can significantly shift the quote. That is why two suppliers can price the same drawing very differently, and why some parts cost more than expected even when they look simple.
If you are comparing laser cutting quotes, price alone rarely tells the full story. A lower quote may come from different material assumptions, looser process control, or missing secondary work. A higher quote may reflect real cost drivers in the design that can still be improved before production starts.
If you already have a drawing, inviatecelo per la revisione. We can look at the part from both a manufacturing and cost perspective, then show you what is affecting the quote and where changes may help reduce unnecessary cost.
Ciao, sono Kevin Lee

Negli ultimi 10 anni mi sono immerso in varie forme di lavorazione della lamiera, condividendo qui le mie esperienze in diverse officine.
Contattate
Kevin Lee
Ho oltre dieci anni di esperienza professionale nella fabbricazione di lamiere, con specializzazione nel taglio laser, nella piegatura, nella saldatura e nelle tecniche di trattamento delle superfici. In qualità di direttore tecnico di Shengen, mi impegno a risolvere sfide produttive complesse e a promuovere innovazione e qualità in ogni progetto.
Risorsa correlata

Acciaio inossidabile resistente alle impronte digitali: come funziona e come sceglierlo

OEM e produzione a contratto: Come scegliere il modello giusto per il vostro progetto

Costo di allestimento e costo unitario nella produzione di lamiere
