La cromatura dell'alluminio viene spesso utilizzata quando un pezzo necessita di protezione dalla corrosione, di una superficie migliore per la verniciatura e di una variazione minima delle dimensioni. Inoltre, aiuta a mantenere il contatto elettrico. Per questo motivo è una scelta comune per le parti in lamiera, le parti lavorate, gli involucri e altri assemblaggi funzionali in alluminio.
La cromatura dell'alluminio è chiamata anche rivestimento a conversione cromatica o film chimico. È un processo di passivazione chimica che crea un sottile strato protettivo sulla superficie dell'alluminio. Questo strato contribuisce a migliorare la resistenza alla corrosione e l'adesione della vernice o del primer. Può anche mantenere una bassa resistenza al contatto elettrico, utile quando un pezzo ha bisogno di protezione senza un evidente accumulo di rivestimento.
Questo processo è un'opzione pratica quando un pezzo ha bisogno sia di protezione che di conducibilità elettrica. Viene spesso utilizzato per i pezzi che devono soddisfare i requisiti MIL-DTL-5541. Questo articolo spiega dove la cromatura funziona meglio, come le leghe influiscono sui risultati e cosa controllare prima della produzione.

Come la cromatura dell'alluminio influisce sulle prestazioni superficiali?
La conversione del cromato converte il microscopico strato superficiale dell'alluminio in un film di ossido passivo. Questo meccanismo fornisce proprietà funzionali specifiche quando la resistenza alla corrosione, l'adesione della vernice e la conduttività sono tutti requisiti in competizione sulla stessa stampa.
Protezione dalla corrosione
Il film passivo crea una barriera densa contro l'umidità e l'ossidazione atmosferica. Se applicato correttamente, supera abitualmente da 168 a 336 ore di test in nebbia salina (ASTM B117).
Alcuni strati di conversione del cromato offrono anche una leggera auto-riparazione chimica. Se la superficie viene leggermente graffiata durante l'assemblaggio, il cromato circostante migra per coprire l'alluminio esposto, ritardando la corrosione localizzata e prolungando la durata del pezzo.
Adesione della vernice
L'applicazione di una vernice direttamente sull'alluminio nudo spesso porta al distacco perché lo strato di ossido naturale è instabile. La cromatura altera l'energia superficiale, creando una struttura microporosa che blocca i rivestimenti.
Questa base stabile consente a vernici in polvere, epossidiche e liquide di aderire saldamente. Senza questo strato di conversione, le parti in alluminio verniciato spesso soffrono di gravi guasti sul campo, come la formazione di bolle sotto la pellicola dopo pochi mesi di esposizione all'esterno.
Conduttività
Le finiture protettive pesanti, come l'anodizzazione di tipo II o III, isolano elettricamente il metallo. La conversione cromatica è fondamentalmente diversa perché protegge la superficie mantenendo la resistenza elettrica eccezionalmente bassa.
In questo modo si mantiene la naturale conduttività dell'alluminio, soddisfacendo di routine i severi limiti richiesti da MIL-DTL-5541 Class 3. Per questo motivo, è un requisito obbligatorio per la schermatura EMI/RFI e per i punti di messa a terra elettrica nelle custodie elettroniche.
Stabilità dimensionale
Il film di conversione è estremamente sottile, di solito tra 0,3 e 1,0 micron. Si integra direttamente nella superficie metallica invece di accumularsi pesantemente su di essa, il che significa che non altera le dimensioni originali del pezzo.
Ciò è molto vantaggioso per i pezzi di precisione lavorati a CNC con filettature sottili o con accoppiamenti di montaggio stretti. Elimina la necessità di ricalcolare le tolleranze o di ridimensionare i fori filettati durante la fase di lavorazione, risparmiando tempo di progettazione iniziale.
Dove la cromatura dell'alluminio funziona meglio?
La scelta della finitura giusta dipende dalla funzione del pezzo, dall'ambiente di assemblaggio e dal budget di produzione. Negli scenari seguenti, la scelta della conversione cromatica rispetto all'anodizzazione o alla verniciatura diretta riduce drasticamente i costi di lavorazione secondaria.
Parti lavorate
Per componenti fresati CNC con tolleranze strette o filettature interne piccole, anodizzazione standard provoca un accumulo di materiale che altera i diametri del passo. Gli operatori devono tenerne conto regolando le dimensioni della piastra o tappando manualmente i fori.
La cromatura fornisce la necessaria protezione della superficie senza questo accumulo. Ciò elimina la necessità di tappare i fori filettati, riducendo in modo significativo i costi di mascheratura manuale e i tempi di consegna dei lotti complessi.
Parti in lamiera
Custodie in alluminio, telaio, E parentesi utilizzati nell'elettronica hanno spesso bisogno di essere protetti dall'umidità o dagli ambienti industriali. La cromatura offre questa protezione senza appesantire i bordi e senza causare i problemi di ristagno dei bordi che si verificano con i primer liquidi pesanti.
Inoltre, il processo di immersione chimica è eccezionalmente scalabile. Consente di scaffalare e lavorare in modo efficiente i pezzi di lamiera in volumi elevati, riducendo il costo complessivo per unità.
Gruppi conduttivi
I gruppi che richiedono la messa a terra elettrica di più parti, come le scatole per telecomunicazioni, i rack di server o gli alloggiamenti degli strumenti, si basano sulla continuità metallo-metallo. Il tentativo di mascherare punti specifici di messa a terra su uno chassis anodizzato è notoriamente soggetto a errori e richiede molto lavoro.
La cromatura risolve questo problema rivestendo l'intero pezzo e mantenendo la conduttività ovunque. Protegge le superfici di accoppiamento da una rapida ossidazione, garantendo al contempo che l'intera struttura rimanga elettricamente legata.
Parti verniciate
Per i componenti in alluminio esposti ad ambienti esterni difficili, la cromatura è standard come fase di pretrattamento. L'applicazione di una vernice in polvere su una superficie cromata crea un sistema di difesa a doppio strato che migliora drasticamente la resistenza agli spruzzi di sale.
Saltare questa fase è un rischio notevole. Affidarsi alla sola vernice sull'alluminio nudo e sgrassato è una causa comune di richieste di garanzia premature e di rapido degrado del rivestimento sul campo.
Prestazioni del rivestimento nelle leghe di alluminio
Un'idea sbagliata comune è che lo stesso bagno di cromato produca la stessa finitura su ogni pezzo. Poiché la cromatura è una reazione chimica con il metallo di base, la composizione specifica della lega determina fortemente lo spessore, il colore e la resistenza alla corrosione del rivestimento finale.
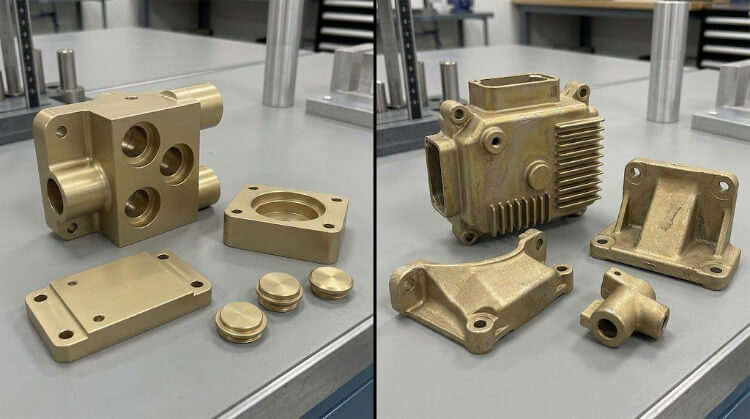
Alluminio battuto
Le leghe battute, in particolare le serie 6000 e 7000 (come 6061 o 7075), sono altamente pure e reagiscono in modo prevedibile con la chimica del cromato. Formano strati di conversione densi e uniformi che massimizzano i vantaggi funzionali del processo.
Se trattati correttamente, questi componenti lavorati o estrusi superano abitualmente le 200 ore di resistenza alla nebbia salina. Il film risultante è solitamente di colore uniforme, il che lo rende ideale sia per le parti funzionali non verniciate che per gli strati di base cosmetici di alta gamma.
Alluminio pressofuso
Le leghe pressofuse, come l'A380 o l'A360, sono intrinsecamente porose e contengono linee di flusso del materiale distinte dal processo di fusione. La soluzione di cromato può infiltrarsi in questi pori microscopici, intrappolando gli acidi che possono fuoriuscire in seguito e causare una corrosione localizzata.
A causa di questa superficie porosa, il rivestimento di conversione su un pezzo pressofuso appare spesso screziato o irregolare. Gli ingegneri devono aspettarsi che la resistenza alla corrosione di un pezzo fuso sia notevolmente inferiore a quella di un pezzo battuto trattato nella stessa vasca.
Leghe ad alto contenuto di silicio
Le fusioni e i fili di saldatura specifici contengono spesso alti livelli di silicio per migliorare il flusso del materiale. Tuttavia, il silicio non reagisce con la chimica dei cromati standard. Se passate attraverso una linea normale, le particelle di silicio rimangono scoperte, lasciando macchie nere e sporche sulla superficie.
Per cromare correttamente l'alluminio ad alto tenore di silicio, la fabbrica deve utilizzare un acido specializzato contenente fluoruri.
Attenzione ai costi: L'utilizzo di bagni al fluoro specializzati richiede di solito una configurazione separata dei serbatoi e una manodopera supplementare. Gli acquirenti dovrebbero evidenziare in modo specifico le leghe ad alto contenuto di silicio durante la fase di RFQ per evitare aumenti di prezzo imprevisti in fase di produzione.
Condizioni della superficie
Lo stato meccanico del metallo prima di entrare nel bagno influisce direttamente sulla reazione chimica. Una superficie grezza, appena lavorata a CNC, si convertirà a una velocità diversa rispetto a una superficie che è stata sabbiata, burattata o fortemente ossidata in magazzino.
Ciò significa che un singolo pezzo con facce lavorate e facce fuse può presentare una netta discrepanza di colore. Se l'aspetto uniforme è un requisito rigoroso per un pezzo non verniciato, gli ingegneri devono definire una preparazione universale della superficie, come una leggera sabbiatura, prima di iniziare il trattamento chimico.
Cromatura esavalente e trivalente
Per decenni l'industria si è affidata a una formula chimica standard. Oggi, le normative ambientali e gli standard di sicurezza costringono gli ingegneri a scegliere tra due sistemi primari.
Prestazioni di corrosione
Il cromo esavalente (Cr6+) è lo standard tradizionale per impieghi gravosi, riconoscibile per il suo colore giallo o oro iridescente. È la pellicola di conversione più spessa e offre il più alto grado di auto-riparazione chimica attiva quando il metallo viene graffiato.
Grazie alla sua estrema durata, è ancora molto utilizzato - e spesso esplicitamente richiesto - in specifiche applicazioni militari, aerospaziali e della difesa, dove il guasto dell'apparecchiatura non è un'opzione.
Requisiti di conformità
Nonostante le sue prestazioni, il cromo esavalente è un noto cancerogeno. Direttive come RoHS, REACH e WEEE hanno di fatto bandito il Cr6+ dall'elettronica di consumo, dai componenti automobilistici e dai prodotti commerciali in generale in Europa e Nord America.
Se si progetta un prodotto destinato all'esportazione commerciale, specificare una finitura esavalente è una grave responsabilità che può comportare il rifiuto delle spedizioni alla dogana. In questi settori commerciali, la conformità globale prevale sulle massime prestazioni di corrosione.
Sistemi trivalenti
Il cromo trivalente (Cr3+) è l'alternativa moderna ed ecologica, che di solito produce una finitura chiara o blu pallido. Soddisfa le specifiche MIL-DTL-5541 di tipo II ed è altamente efficace per l'adesione della vernice e la conducibilità elettrica.
Sebbene le sue proprietà chimiche di autorigenerazione siano più deboli rispetto ai sistemi esavalenti, è la scelta più sicura per la produzione standard.
Regola empirica: A meno che la stampa non richieda esplicitamente prestazioni in nebbia salina estrema secondo le specifiche MIL e non operi in regime di esenzione RoHS, il cromo trivalente dovrebbe essere l'indicazione predefinita nei disegni tecnici.
Opzioni senza cromo
Per le aziende che desiderano catene di approvvigionamento completamente atossiche, sono disponibili rivestimenti di conversione a base di zirconio o titanio. Queste opzioni, realmente prive di cromo, sono eccellenti per promuovere l'adesione della vernice e sono completamente ecologiche.
Tuttavia, rappresentano una sfida pratica in officina: il rivestimento è completamente invisibile. Ciò rende incredibilmente difficile per gli operatori il controllo visivo della qualità, che spesso richiede test di caduta chimica solo per verificare che il pezzo sia stato effettivamente trattato prima di passare alla cabina di verniciatura.
Come funziona la cromatura dell'alluminio in produzione?
Una specifica di cromatura su un disegno è affidabile solo quanto lo è l'esecuzione in fabbrica. La comprensione del flusso di lavoro di base aiuta gli acquirenti e gli ingegneri a individuare le bandiere rosse durante gli audit dei fornitori e a rintracciare le cause alla radice degli errori di rivestimento.
Pulizia e disossidazione
L'alluminio deve essere chimicamente puro prima di essere sottoposto al cromato. La linea inizia con uno sgrassatore alcalino per rimuovere i fluidi di taglio CNC e gli oli di stampaggio, seguito da un disossidante acido per rimuovere lo strato di ossido naturale e irregolare dell'alluminio.
Se una fabbrica affretta questa fase o allunga la durata dei bagni di pulizia, gli oli residui impediscono al cromato di reagire con il metallo. Questo guasto invisibile si rivela solo settimane dopo, quando lo strato finale di vernice si sfalda e si stacca sul campo.
Controllo del tempo di rivestimento e del bagno
La cromatura non è un semplice processo di immersione e immersione, ma una reazione chimica temporizzata. Un errore comune in officina è quello di lasciare i pezzi nella vasca troppo a lungo, pensando di aumentare la protezione. In realtà, un'esposizione eccessiva crea un rivestimento spesso e polveroso che manca di integrità strutturale.
Ispezione Hack: Quando si riceve un lotto campione, indossare un guanto di cotone bianco pulito e strofinare con decisione la superficie cromata. Se il guanto si ricopre di polvere gialla o blu, il fornitore ha lasciato il pezzo nel bagno troppo a lungo. Questo strato polveroso rovina l'adesione della vernice e il lotto deve essere scartato.
Risciacquo e asciugatura
Dopo la reazione, i pezzi devono essere risciacquati accuratamente, terminando con un ultimo risciacquo con acqua deionizzata (DI). Se il fornitore utilizza la normale acqua di rubinetto, questa lascia depositi minerali sulla superficie.
Ispezione Hack: Cercate delle deboli macchie d'acqua bianca. Sui componenti progettati per la schermatura EMI, questi depositi minerali agiscono come isolanti localizzati e possono far sì che l'intero gruppo non superi i test di messa a terra elettrica.
La regola più importante: Le temperature di essiccazione devono rimanere rigorosamente al di sotto dei 70°C (160°F). Se l'operatore aumenta il calore del forno per asciugare più velocemente un lotto, l'alta temperatura disidrata permanentemente la struttura molecolare del cromato, trasformando la pellicola protettiva in polvere e distruggendo completamente la sua resistenza alla corrosione.
Problemi comuni e limiti del processo
Un fornitore credibile sa non solo come funziona un processo, ma anche come e perché si guasta. La comprensione dei limiti di questo rivestimento previene guasti catastrofici sul campo e aiuta a diagnosticare i problemi di qualità nel momento in cui un lotto arriva sul banco di ricevimento.

Film debole
Se la chimica del bagno è squilibrata o la temperatura di essiccazione ha superato il limite di 70°C, lo strato di conversione sarà strutturalmente debole. Può sembrare perfettamente a posto ad occhio nudo, ma non riuscirà a proteggere il metallo o a trattenere la vernice.
Ispezione Hack: Utilizzare il test standard del nastro a tratteggio incrociato (ASTM D3359). Applicare il nastro ad alta adesione direttamente sulla superficie cromata non verniciata e strapparlo rapidamente. Se il nastro tira via un residuo torbido, il film è compromesso e il lotto deve essere scartato.
Colore non uniforme
Dato che la cromatura reagisce con il metallo di base, qualsiasi variazione nell'alluminio si evidenzierà nella finitura finale. Le superfici lavorate, le zone termicamente alterate dalla saldatura e le pressofusioni naturalmente porose reagiscono tutte a velocità diverse, dando luogo a un aspetto screziato o a chiazze.
Se il pezzo verrà verniciato, questo colore non uniforme è puramente estetico. Tuttavia, se il pezzo non viene verniciato e l'estetica è importante, è necessario specificare un pretrattamento meccanico, come la sabbiatura, per unificare la superficie prima del rivestimento.
Mancanza di adesione della vernice
La cromatura dovrebbe ancorare la vernice, ma un rivestimento applicato male fa l'esatto contrario. Se il fornitore lascia i pezzi nel bagno acido troppo a lungo, il film diventa eccessivamente spesso e polveroso.
Quando si applica la vernice in polvere o l'epossidica bagnata su questo strato polveroso, la vernice aderisce alla polvere e non al metallo. Nel giro di pochi mesi, la vernice inizierà a staccarsi in grandi fogli, portando con sé lo strato polveroso di cromato.
Corrosione galvanica
La conversione cromatica offre un'eccellente resistenza generale alla corrosione, ma non può sfidare la fisica. Se si infila un elemento di fissaggio in acciaio inox o rame nudo in un foro di alluminio cromato in un ambiente umido, i metalli dissimili creeranno un effetto batteria.
"Di recente abbiamo verificato un lotto di armadi per telecomunicazioni in cui il cliente ha risparmiato 5% utilizzando un fornitore non certificato per la cromatura trivalente. Nel giro di tre mesi, la corrosione galvanica ha distrutto i punti di messa a terra. Fare le cose per bene la prima volta non è solo una questione di conformità, ma anche di protezione del marchio".
Limiti di usura
Si tratta di un rivestimento di conversione, non di uno strato di usura indurito. Lo spessore è inferiore a 1,0 micron. Pur proteggendo dalle minacce ambientali statiche, non offre alcuna resistenza all'usura abrasiva o all'attrito radente.
Se il progetto comprende parti in movimento, binari di scorrimento o componenti sottoposti a ripetuti sfregamenti fisici, la cromatura si sfrega rapidamente. Per queste superfici specifiche, è necessario passare a un'anodizzazione a strato duro di tipo III.
Cosa confermare prima di iniziare la produzione?
Molti difetti di cromatura si verificano prima che il metallo tocchi il bagno chimico. Per fissare i prezzi ed evitare ritardi di produzione, ingegneri e acquirenti devono definire esplicitamente le variabili specifiche sul disegno o sull'ordine di acquisto.
Grado di alluminio
Non scrivere mai semplicemente "alluminio" su un disegno. Come è noto, una staffa estrusa 6061 richiede una linea chimica completamente diversa rispetto a una pressofusione di A380.
Indicare sempre l'esatta lega e la tempra. Se si utilizza una fusione ad alto tenore di silicio o un filo di saldatura speciale, segnalarlo al fornitore in modo che possa assegnare il pretrattamento corretto a base di fluoruro.
Tipo di rivestimento
Evitare di utilizzare nomi commerciali obsoleti o generici come "Alodine" o "Chem Film" senza uno standard di supporto.
Indicare esplicitamente lo standard e la classe. Ad esempio, scrivere "MIL-DTL-5541F, Tipo II, Classe 3". Questo indica esattamente al fornitore che avete bisogno di cromo trivalente (Tipo II) conforme alle norme ambientali e formulato per una bassa resistenza elettrica (Classe 3).
Obiettivo di corrosione
La frase "che sia a prova di ruggine" non è una specifica ingegneristica. È necessario definire la soglia di guasto accettabile in modo che la fabbrica sappia come testare il lotto.
Specificare l'esatto standard di prova e la durata. Uno standard di riferimento per una finitura trivalente di qualità sull'alluminio battuto è di 168 ore di nebbia salina neutra secondo la norma ASTM B117 senza che si formino vaiolature.
Requisiti di mascheratura e aspetto
Se solo alcune aree del pezzo richiedono la conduttività mentre il resto viene anodizzato, o se è necessaria un'uniformità estetica specifica, è necessario specificarlo sulla stampa.
Attenzione ai costi: La mascheratura è un processo altamente manuale e ad alta intensità di lavoro. Chiedere al fornitore di mascherare i punti di messa a terra più complessi aumenterà drasticamente il prezzo unitario. Se possibile, progettate il pezzo in modo che possa essere cromato uniformemente senza mascheratura.
Conclusione
La cromatura dell'alluminio rimane una pietra miliare della produzione perché risolve tre problemi contemporaneamente: fornisce un'eccellente protezione dalla corrosione, fissa gli strati di vernice successivi e mantiene una conduttività elettrica critica, il tutto senza alterare le dimensioni dei macchinari di precisione.
Tuttavia, non si tratta di un bagno magico. Le prestazioni finali dipendono in larga misura dalla lega di alluminio specifica, dagli stretti controlli del bagno in fabbrica e dalla necessità di evitare l'eccessivo calore di essiccazione.
Avete bisogno di finiture superficiali affidabili per la vostra prossima produzione? In Shengen, combiniamo oltre 10 anni di esperienza nella lavorazione CNC di precisione e nella fabbricazione di lamiere con partnership di trattamento superficiale rigorosamente controllate. Sappiamo come abbinare la giusta lega di alluminio con il giusto processo di cromatura trivalente per garantire che i vostri pezzi superino le ispezioni e funzionino sul campo.
Smettete di tirare a indovinare sulle specifiche di finitura. [Carica qui i tuoi file CAD] per una revisione tecnica e un preventivo gratuiti entro 24 ore.
Ciao, sono Kevin Lee

Negli ultimi 10 anni mi sono immerso in varie forme di lavorazione della lamiera, condividendo qui le mie esperienze in diverse officine.
Contattate
Kevin Lee
Ho oltre dieci anni di esperienza professionale nella fabbricazione di lamiere, con specializzazione nel taglio laser, nella piegatura, nella saldatura e nelle tecniche di trattamento delle superfici. In qualità di direttore tecnico di Shengen, mi impegno a risolvere sfide produttive complesse e a promuovere innovazione e qualità in ogni progetto.
Risorsa correlata

Texturizzazione laser dei metalli: preparazione, progettazione orientata alla produzione (DFM) e controllo dei costi

Acciaio elettrozincato: guida alla lavorazione e alla scelta

Punzonatura e taglio laser: Costi, velocità e compromessi DFM
