アルミニウムのクロメート処理は、部品に腐食防止と塗装のためのより良い表面が必要な場合によく使用され、サイズの変化はほとんどありません。また、電気的接触の維持にも役立ちます。そのため、板金部品、機械加工部品、筐体、その他の機能的なアルミニウム組立部品によく使用されます。
アルミニウムのクロメート処理は、クロメート化成皮膜または化学皮膜とも呼ばれます。アルミニウム表面に薄い保護層を形成する化学不動態化処理です。この層は、耐食性および塗料やプライマーの密着性の向上に役立ちます。また、電気接触抵抗を低く保つことができるため、目立つ皮膜を形成せずに部品を保護する必要がある場合に有用です。
このプロセスは、部品に保護と導電性の両方が必要な場合に実用的な選択肢となる。MIL-DTL-5541の要件を満たす必要がある部品によく使用されます。この記事では、クロメート処理が最も効果的な箇所、合金が結果に与える影響、生産前の確認事項について説明します。

アルミニウムのクロメート処理は表面性能にどのように影響するか?
クロメート化成は、アルミニウムの微細な表面層を受動的な酸化皮膜に変換します。このメカニズムにより、耐食性、塗料密着性、導電性が同じ印刷物で競合する場合に、特定の機能特性が得られます。
腐食保護
このパッシブ・フィルムは、湿気や大気の酸化に対する緻密なバリアを形成する。正しく塗布すれば、日常的に168時間から336時間の耐久性がある。 塩水噴霧試験(ASTM B117).
また、特定のクロメート変成層は、わずかな化学的自己修復機能を備えています。組み立て中に表面に軽い傷がつくと、周囲のクロメート皮膜が移動して露出したアルミニウムを覆い、局部的な腐食を遅らせて部品の寿命を延ばします。
塗料密着性
剥き出しのアルミニウムに直接塗料を塗ると、自然酸化層が不安定なため、しばしば剥離が生じます。クロメート処理は表面エネルギーを変化させ、コーティングを固定する微細多孔質構造を作り出します。
この安定した下地により、粉体塗料、エポキシ塗料、液体塗料がしっかりと付着します。この変換層がないと、塗装されたアルミニウム部品は、屋外暴露後数ヶ月で皮膜下ふくれなどの深刻な現場不良に見舞われることがよくあります。
伝導率
タイプIIやタイプIIIのアルマイトのような重い保護仕上げは、金属を電気的に絶縁します。クロメート化は、電気抵抗を非常に低く保ちながら表面を保護するため、根本的に異なります。
これはアルミニウムの自然な導電性を保持し、MIL-DTL-5541 Class 3で要求される厳しい制限を日常的に満たしています。このため、電子筐体のEMI/RFIシールドおよび電気接地ポイントの必須要件となっています。
寸法安定性
コンバージョンフィルムは非常に薄く、通常0.3~1.0ミクロンです。金属表面の上に大きく積み重なるのではなく、金属表面に直接溶け込むため、部品の元の寸法を変えることはありません。
これは、精密なCNC加工を施した部品に微細なネジ山がある場合や、アッセンブリーフィットがタイトな場合に非常に有利です。加工段階で公差を再計算したり、ねじ穴のサイズを変更したりする必要がないため、先行エンジニアリングの時間を節約できます。
アルミクロメーティングが最も効果的な場所とは?
適切な仕上げの選択は、部品の機能、組立環境、生産予算によって異なります。以下のシナリオでは、アルマイト処理や直接塗装よりもクロメート化成処理を選択することで、二次加工コストを大幅に削減できます。
機械加工部品
公差の厳しいCNCフライス加工部品や、小さな内ねじ加工部品用、 標準アルマイト は、ピッチ径を変化させる材料の蓄積を引き起こす。オペレーターは、プレプレートの寸法を調整したり、手動で穴を塞いだりして、これを考慮しなければならない。
クロメート処理は、このような蓄積を伴わずに、必要な表面保護を提供します。このため、タップ穴を塞ぐ手間が省け、手作業によるマスキングコストと複雑なロットのリードタイムを大幅に削減できます。
板金部品
アルミニウム製エンクロージャー, シャーシそして 括弧 電子機器に使用される場合、湿度や産業環境に対する保護が必要となることがよくあります。クロメート処理は、重量を増加させたり、重い液体プライマーで発生するエッジプーリングの問題を引き起こすことなく、これを提供します。
さらに、ケミカル・ディッピング・プロセスは非常に優れた拡張性を持っている。これにより、シートメタル部品を大量に効率よくラック処理し、単位当たりの総コストを削減することができる。
導電性アセンブリ
電気通信ボックス、サーバーラック、機器筐体など、複数の部品にわたって電気接地を必要とするアセンブリは、金属と金属の導通に依存しています。アルマイト処理されたシャーシの特定の接地ポイントをマスキングしようとすると、エラーが発生しやすく、手間がかかることで知られています。
クロメート処理は、あらゆる場所で導電性を維持しながら部品全体をコーティングすることで、この問題を解決します。クロメート処理は、構造全体が電気的に結合した状態を維持しながら、相手側表面を急速な酸化から保護します。
塗装部品
屋外の過酷な環境にさらされるアルミニウム部品には、前処理としてクロメート処理が標準装備されています。クロメート処理された表面の上に粉体塗装を施すことで、二重の防御システムが構築され、耐塩水噴霧性が飛躍的に向上します。
このステップを省略することは大きなリスクです。剥き出しの脱脂アルミニウムの上に塗料だけを塗ることは、保証請求が早まったり、現場で塗膜が急速に劣化したりする一般的な原因です。
アルミニウム合金のコーティング性能
よくある誤解は、同じクロメート浴を使えばどの部品もまったく同じ仕上がりになるというものです。クロメート処理は母材金属との化学反応であるため、合金固有の組成が最終的な皮膜の厚さ、色、耐食性を大きく左右します。
鍛造アルミニウム
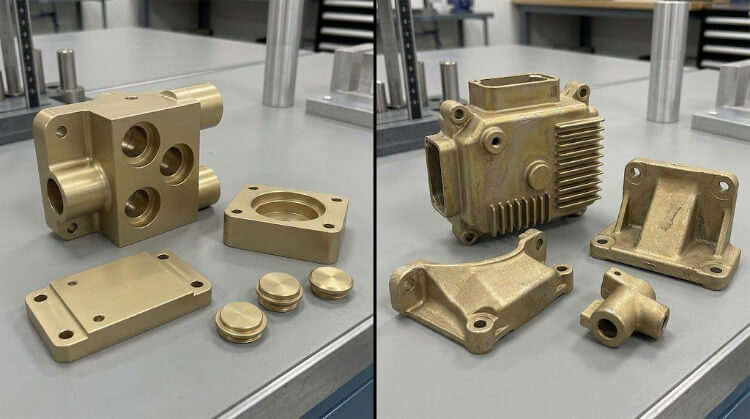
錬合金、特に6000シリーズや7000シリーズ(6061や7075など)は純度が高く、クロメート薬品との反応も予測しやすい。緻密で均一な化成層を形成し、このプロセスの機能的利点を最大限に引き出します。
正しく処理された場合、これらの機械加工または押出成形部品は、日常的に200時間を超える耐塩水噴霧性を発揮する。得られる皮膜は通常均一な色合いであるため、無塗装の機能部品にも高級化粧品の下地にも理想的です。
アルミダイキャスト
A380やA360のようなダイカスト合金は本質的に多孔質で、鋳造プロセスから生じる明確な材料フローラインを含んでいます。クロメート溶液はこのような微細な孔に浸透し、酸を捕捉して、後にブリードアウトして局部的な腐食を引き起こす可能性があります。
この多孔質表面のため、ダイカスト部品の化成皮膜はしばしば斑点状や不均一に見える。技術者は、鋳造部品の基本耐食性は、まったく同じタンクで処理された鍛造部品の耐食性よりも明らかに低いと予想する必要があります。
高シリコン合金
鋳物や特定の溶接ワイヤーには、材料の流動性を向上させるため、高濃度のシリコンが含まれていることが多い。しかし、シリコンは標準的なクロメート化合物とは反応しない。通常のラインを通すと、シリコン粒子がむき出しのまま残り、表面に黒くにごった斑点が残る。
高ケイ素アルミニウムに適切なクロメート処理を施すには、フッ化物を含む特殊な酸洗液を使用しなければならない。
コストに関する警告: 特殊なフッ化物浴を使用するには、通常、別個のタンク設 置と余分な労力が必要となる。バイヤーは、RFQの段階で特に高シリコン合金を強調し、生産後半での予期せぬ価格上昇を避けるべきである。
表面状態
浴に入る前の金属の機械的状態は、化学反応に直接影響します。未加工の、CNC加工されたばかりの表面は、保管中にビーズブラストされたり、タンブリングされたり、激しく酸化された表面とは異なる速度で変質する。
つまり、機械加工された面と鋳造された面の両方を持つ単一の部品は、はっきりとした色の不一致を示す可能性があります。均一な外観が未塗装部品の厳しい要件である場合、エンジニアは化学処理を開始する前に、軽いサンドブラストなどの普遍的な表面処理を定義する必要があります。
六価および三価クロメート処理
何十年もの間、業界はひとつの標準的な化学式に頼ってきた。今日、環境規制と安全基準により、エンジニアは2つの主要なシステムのどちらかを選択することを余儀なくされている。
腐食性能
六価クロム(Cr6+)は、その独特の虹色の黄色または金色によって認識される伝統的なヘビーデューティ標準です。最も厚い化成皮膜を提供し、金属に傷がついたときに最も高い活性度を持つ化学的自己修復性を持つ。
その極めて高い耐久性から、機器の故障が許されない特定の軍事、航空宇宙、防衛用途では、現在でも多用され、しばしば明確に要求される。
コンプライアンス要件
その性能にもかかわらず、六価クロムは既知の発がん性物質です。RoHS、REACH、WEEEなどの指令により、ヨーロッパと北米では、家電製品、自動車部品、一般的な商業製品からの六価クロムの使用が事実上禁止されています。
商業輸出向けの製品を設計している場合、六価仕上げを指定することは、税関で出荷が拒否される可能性のある大きな責任となります。このような商業分野では、最大限の腐食性能よりもグローバルなコンプライアンスが優先されます。
3価システム
三価クロム(Cr3+)は、環境に適合した最新の代替クロムであり、通常クリアまたは淡いブルーの仕上がりになります。MIL-DTL-5541タイプII仕様に適合し、塗膜の密着性と導電性に高い効果を発揮します。
化学的自己修復特性は六価系より弱いが、標準的な製造には最も安全な選択である。
経験則: MILスペックの極端な塩水噴霧性能を明示的に要求し、RoHS免除の下で動作する印刷物でない限り、エンジニアリング図面では3価クロムがデフォルトのコールアウトであるべきです。
クロムフリー・オプション
完全に無害なサプライチェーンを求める企業には、ジルコニウムやチタンをベースとした化成皮膜があります。これらの真のクロムフリーオプションは、塗料の接着を促進するために優れており、完全に環境に優しいです。
しかし、現場での現実的な課題は、コーティングがまったく見えないことである。このため、オペレーターにとって目視による品質保証は非常に難しく、塗装ブースに向かう前に、部品が実際に処理されているかどうかを確認するために、しばしば化学的な落下テストが必要となる。
生産現場でのアルミニウム・クロメート処理とは?
図面上のクロメート仕様は、それを実行する工場現場と同じ信頼性しかありません。基本的なワークフローを理解することで、バイヤーやエンジニアはサプライヤーの監査時に赤旗を発見し、コーティング不良の根本原因を追跡することができます。
洗浄と脱酸
アルミニウムは、クロメート処理前に化学的に純粋でなければなりません。このラインでは、まずアルカリ脱脂剤でCNC切削液やスタンピングオイルを除去し、次に酸脱酸剤でアルミニウムの自然で不均一な酸化皮膜を取り除きます。
工場がこの工程を急いだり、洗浄槽の寿命を延ばしたりすると、残留油分がクロメートと金属との反応を阻害する。このような目に見えない不具合は、数週間後、最終的な塗装層が現場でふくれたり剥がれたりしたときに初めて明らかになります。
コーティング時間と浴のコントロール
クロメート処理は、単純な浸漬と浸漬のプロセスではなく、時間をかけた化学反応である。現場でありがちなミスは、保護効果が増すと思い込んで、部品をタンク内に長時間放置することです。実際には、過剰な露出は、構造的な完全性を欠く厚く粉状のコーティングを作成します。
検査ハック: サンプルバッチを受け取ったら、清潔な白い綿の手袋をはめ、クロメート処理された表面をしっかりとこすってください。手袋が黄色または青色の粉で覆われている場合は、サプライヤーが部品を浴中に長く放置しすぎたことを示しています。この粉のような層は塗料の密着性を損ないますので、そのバッチは不合格にすべきです。
すすぎと乾燥
反応後、部品は十分にすすぎ、最後に脱イオン(DI)水ですすがなければならない。サプライヤーが標準的な水道水を使用した場合、表面にミネラルの沈殿物が残る。
検査ハック: かすかな白い水滴を探す。EMIシールド用に設計された部品では、このような鉱物の付着が局所的な絶縁体として機能し、アセンブリ全体の電気接地テストが不合格になる可能性があります。
最も重要なルールだ: 乾燥温度は70℃以下に保たれなければならない。作業者がバッチを早く乾燥させるためにオーブンの熱を上げると、高温によってクロメートの分子構造が永久的に脱水され、保護膜が粉塵に変わり、耐食性が完全に破壊されます。
よくある問題とプロセスの限界
信頼できるサプライヤーは、工程がどのように機能するかだけでなく、それがどのように、なぜ失敗するのかを正確に知っています。このコーティングのハードリミットを理解することで、現場での大惨事を防ぎ、バッチが受け入れドックに到着した瞬間に品質問題を診断することができます。

弱い映画
浴相のバランスが悪かったり、乾燥温度が70℃を超えたりすると、化成皮膜は構造的に弱くなります。肉眼では全く問題なく見えても、金属を保護したり塗料を保持したりすることはできません。
検査ハック: 標準的なクロスハッチテープ試験(ASTM D3359)を使用する。高粘着テープを未塗装のクロメート処理面に直接貼り付け、素早く剥がす。テープが白濁した残渣を引き剥がした場合は、皮膜が損なわれているため、そのバッチは不合格とする。
色ムラ
クロメート処理は母材と反応するため、アルミニウムのばらつきが最終仕上げに現れます。機械加工された表面、溶接の熱影響部、もともと多孔質のダイカストなどは、すべて反応速度が異なるため、斑点やしみのような外観になります。
部品が塗装される場合、この色むらは純粋に外観上の問題です。しかし、部品が未塗装のままで美観が重要な場合は、塗装前に表面を統一するために、ビーズブラストなどの機械的前処理を指定する必要があります。
塗装の接着不良
クロメート処理は塗装を定着させるものだが、塗装が悪いとその正反対になる。サプライヤーが部品を酸浴中に長く放置すると、皮膜が過度に厚くなり、粉っぽくなる。
この粉状の層の上にパウダーコートやウェットエポキシを塗ると、塗料は金属ではなく粉塵に付着します。数カ月もすると、塗料は粉状のクロメート層と一緒に剥がれ落ちます。
ガルバニック腐食
クロメート処理は一般的な耐食性には優れていますが、物理的な性質には逆らえません。湿度の高い環境で、むき出しのステンレス鋼や銅のファスナーをクロメート処理されたアルミニウムの穴に通すと、異種金属が電池効果を生み出します。
「そのクライアントは、三価クロメート処理に未認証のサプライヤーを使用することで、5%を節約していました。3ヶ月以内に、ガルバニック腐食が接地点を破壊しました。最初に正しく行うことは、コンプライアンスだけではありません。
摩耗限界
これは化成皮膜であり、硬化した摩耗層ではない。厚さは1.0ミクロン以下。静的な環境脅威から保護する一方で、摩耗や摺動摩擦に対する耐性はゼロです。
設計に可動部品、スライドトラック、または繰り返し物理的な擦り傷が発生する部品が含まれる場合、クロメート処理はすぐに擦れてしまいます。このような特定の表面には、タイプIIIハードコートアルマイトに切り替える必要があります。
生産開始前に確認すべきことは?
クロメートの不具合の多くは、金属が薬液槽に触れる前に発生します。価格を固定し、生産の遅れを防ぐには、エンジニアとバイヤーは図面または発注書に特定の変数を明確に定義する必要があります。
アルミニウム・グレード
図面に「アルミニウム」とだけ書いてはいけません。6061押し出しブラケットとA380ダイキャストでは、化学的性質がまったく異なります。
必ず正確な合金と焼きなましを明記すること。高シリコン鋳物や特殊な溶接ワイヤーを使用している場合は、サプライヤーが適切なフッ化物ベースの前処理を割り当てられるよう、その旨を明記すること。
コーティングタイプ
アロジン "や "ケムフィルム "のような時代遅れの商品名や一般的な商品名を、裏付けとなる規格なしに使用することは避けてください。
規格とクラスを明示する。例えば、「MIL-DTL-5541F、タイプII、クラス3」と書きます。これは、低電気抵抗(クラス3)用に調合された環境に適合した三価クロム(タイプII)が必要であることをサプライヤーに正確に伝えるものです。
腐食ターゲット
「錆びないようにする」というのは技術仕様ではない。工場がバッチをテストする方法を知っているように、許容可能な故障のしきい値を定義する必要があります。
正確な試験基準と試験時間を指定すること。鍛造アルミニウムの高品質な3価仕上げの標準的な基準値は、ASTM B117による中性塩水噴霧で168時間、孔食が発生しないことです。
マスキングと外観の要件
部品の特定の部分だけが導電性を必要とし、他の部分は陽極酸化処理される場合、または特定の外観上の均一性が必要な場合は、印刷に詳細を記述する必要があります。
コストに関する警告: マスキングは非常に手作業で手間のかかる作業です。サプライヤーに複雑な接地点のマスキングを依頼すると、単価が大幅に上がります。可能であれば、マスキングなしで部品全体を均一にクロメート処理できるように設計してください。
結論
アルミニウムのクロメート処理は、優れた耐食性を提供し、後続の塗装層を固定し、重要な導電性を維持するという3つの問題を一度に解決するため、製造の要であり続けています。
しかし、魔法のディップではない。最終的な性能は、特定のアルミニウム合金、工場での厳密な浴槽管理、過度の乾燥熱の厳密な回避に大きく依存する。
次の製造に信頼できる表面仕上げが必要ですか?Shengenでは、10年以上の精密CNC機械加工と板金加工の経験と、厳密に管理された表面処理パートナーシップを組み合わせています。適切なアルミニウム合金と適切な三価クロメート処理を組み合わせることで、お客様の部品が検査に合格し、現場で性能を発揮することを保証します。
仕上げの仕様を推測するのはやめよう。 [CADファイルのアップロードはこちら] 24時間以内に無料のエンジニアリング・レビューとお見積もりをお送りします。

ケビン・リー
レーザー切断、曲げ加工、溶接、表面処理技術を専門とし、板金加工において10年以上の実務経験があります。シェンゲンのテクニカルディレクターとして、複雑な製造上の課題を解決し、各プロジェクトにおける革新と品質の向上に尽力しています。



