Un preventivo di taglio laser riflette diverse variabili di produzione oltre al costo delle materie prime. Gli acquirenti spesso valutano un pezzo solo in base al suo ingombro, il che può portare a calcolare male il prezzo finale o a fraintendere il motivo per cui le quotazioni variano da un fornitore all'altro.
Questa guida analizza gli elementi fondamentali di un preventivo di taglio laser e spiega come le decisioni specifiche di progettazione influiscono sui costi di produzione. La comprensione di questi fattori può aiutare a ottimizzare i progetti dei pezzi per la produzione e a prevedere con precisione i budget.
Che cosa c'è effettivamente in un preventivo di taglio laser?
Quando si genera un preventivo per un prototipo o per una produzione, si tiene conto di una serie specifica di variabili operative. Se si considerano solo i prezzi dei materiali, non si tiene conto dei requisiti di produzione che determinano il numero finale.
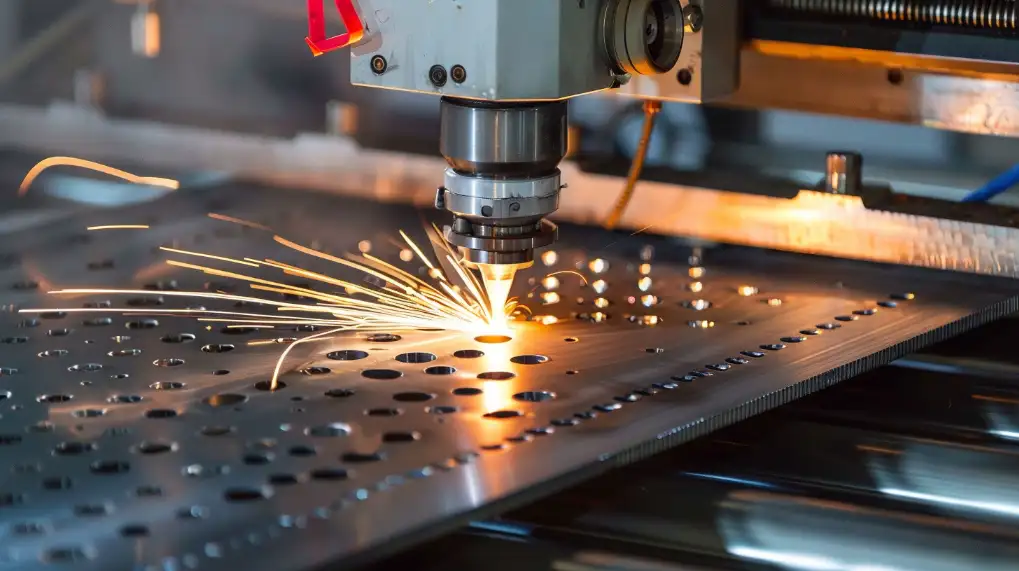
Tempo di macchina
Il funzionamento della macchina è il principale fattore di riduzione dei costi. I prezzi sono strettamente legati al tempo di funzionamento attivo del laser. Il costo dipende dalla distanza di taglio lineare totale e dal numero di fori richiesti, piuttosto che dalle dimensioni complessive del pezzo.
Ad esempio, un pezzo piccolo con un fitto motivo a nido d'ape richiede più tempo per essere tagliato rispetto a un quadrato grande e semplice, con conseguente aumento dei costi.
Utilizzo del materiale
Le quotazioni dei materiali tengono conto della qualità specifica della lamiera, delle dimensioni standard dello stock e della resa complessiva. Durante la produzione, lo spazio tra i pezzi e gli eventuali ritagli interni diventano scarti non recuperabili, spesso chiamati "scheletro". Il costo di questo materiale sprecato viene conteggiato nel prezzo unitario.
I pezzi progettati per un nesting efficiente massimizzano l'utilizzo del materiale e riducono il costo per pezzo.
Impostazione e programmazione
Le fasi di pre-produzione comprendono la revisione dei file CAD, la generazione dei percorsi di taglio, l'ottimizzazione del nest e la configurazione dei parametri della macchina. Queste attività richiedono una quantità fissa di tempo per l'ingegnerizzazione e l'operatore.
In una piccola serie di prototipi, il tempo di allestimento rappresenta una parte considerevole del costo. Nelle grandi produzioni, il costo di allestimento viene distribuito su molte unità, riducendo l'impatto sul prezzo del singolo pezzo.
Operazioni secondarie
Il taglio laser è spesso solo il primo passo della fabbricazione. Ulteriori requisiti, come sbavatura, piegatura, inserimento di hardware o finitura superficialerichiedono impostazioni e manodopera separate. Questi processi secondari possono talvolta superare il costo dell'operazione di taglio iniziale.
In che modo lo spessore del materiale influisce sul costo del taglio laser?
I costi di taglio non variano linearmente con lo spessore del materiale. Una volta che il progetto supera una certa gamma di spessori, i requisiti operativi cambiano, alterando l'economia del taglio.
Riduzioni della velocità di taglio
Quando lo spessore del materiale aumenta, la velocità di avanzamento del laser deve diminuire per mantenere un bordo di taglio pulito.
Ad esempio, a seconda del wattaggio del laser, una macchina può tagliare acciaio dolce da 2 mm a circa 800 pollici al minuto, ma rallentare a 50 pollici al minuto per una lastra da 10 mm. Di conseguenza, raddoppiando lo spessore della lastra si ottiene generalmente un tempo macchina più che doppio.
Consumo di gas di assistenza
Il gas di assistenza viene utilizzato per eliminare il materiale fuso dal taglio. I materiali più spessi richiedono pressioni di gas e portate più elevate.
Anche la scelta del gas influisce sul prezzo: l'ossigeno è generalmente meno costoso, ma lascia un bordo ossidato sull'acciaio che può richiedere una rettifica. L'azoto, invece, lascia un bordo pulito e pronto per la saldatura, ma consuma più volume e comporta costi operativi più elevati.
Effetti termici e stabilità del processo
Le piastre più spesse assorbono e trattengono più calore durante il taglio. Ciò aumenta il rischio di distorsione termica o di deformazione del pezzo.
Per mantenere le tolleranze ed evitare che il materiale si sposti e interferisca con la testa di taglio, gli operatori possono dover ridurre la velocità di taglio o aggiungere pause di raffreddamento, con conseguente aumento del tempo di ciclo complessivo.
Caratteristiche formate vs. materiale più spesso
Gli ingegneri talvolta specificano lamiere più spesse solo per soddisfare i requisiti di rigidità. Tuttavia, le lamiere più spesse richiedono tempi di taglio più lunghi e un maggiore consumo di gas.
A seconda dell'applicazione e dei vincoli di spazio, l'aggiunta di elementi formati, come flange piegate o nervature, a una lamiera più sottile può spesso garantire la necessaria rigidità strutturale, riducendo al contempo il peso della materia prima e il tempo di taglio.
Come i dettagli specifici del CAD influenzano il costo del taglio laser?
Due pezzi con dimensioni complessive identiche possono avere costi di produzione molto diversi a seconda della loro geometria interna. I dettagli specifici di un file CAD determinano direttamente il comportamento della macchina, influenzando sia il tempo di ciclo che il rischio di produrre scarti.
Conteggio di Pierce
Prima di tagliare una forma, il laser deve perforare il materiale. Ogni caratteristica interna separata richiede che la macchina si fermi, esegua una routine di perforazione e inizi un nuovo percorso di taglio.
Ad esempio, un involucro elettronico progettato con una griglia di ventilazione di 200 piccoli fori circolari richiede 200 perforazioni individuali. Riprogettando la griglia con 20 fessure più lunghe, si riduce drasticamente il numero totale di fori, riducendo di fatto il tempo macchina.
Vincoli di dimensione del foro
Il tentativo di tagliare al laser fori estremamente piccoli, in particolare quando il diametro del foro è inferiore allo spessore del materiale, provoca un accumulo di calore localizzato. Spesso si verifica la formazione di scorie, il blowout o la perdita di precisione dimensionale.
Per le lamiere spesse, è spesso più affidabile ed economico eseguire un piccolo foro pilota al laser e rifinirlo al diametro esatto con una seconda foratura o lavorazione.
Specifiche di tolleranza
L'applicazione di tolleranze globalmente ristrette (ad esempio, ±0,002″) su un intero disegno costringe l'operatore a ridurre la velocità di taglio per minimizzare la distorsione termica e le vibrazioni meccaniche.
Specificando tolleranze strette solo sulle superfici di accoppiamento critiche e consentendo tolleranze commerciali standard sui profili esterni non funzionali, la macchina può funzionare a velocità di avanzamento ottimali dove la precisione è meno critica.
Pulizia dei file e linee duplicate
I file CAD esportati con linee vettoriali sovrapposte o segmenti non congiunti sono causa di percorsi macchina scadenti. Se un contorno contiene linee duplicate, il laser traccia fisicamente lo stesso percorso due volte.
Questo non solo raddoppia il tempo macchina per quella specifica caratteristica, ma aggiunge anche calore in eccesso al pezzo, degradando la qualità dei bordi e aumentando la probabilità di scarto.
Regolazioni DFM per il taglio laser
Piccole modifiche alla geometria di un pezzo possono ottimizzarlo per il processo di taglio laser senza comprometterne la funzione meccanica. Progettare tenendo conto di questi vincoli di produzione riduce sia il tempo di ciclo che lo spreco di materiale.
Raggi d'angolo vs. angoli acuti
Quando una testa di taglio laser raggiunge un angolo interno a 90 gradi, gli assi della macchina devono decelerare rapidamente, fermarsi momentaneamente e accelerare in una nuova direzione. Questa esitazione può portare a un leggero overmelting al vertice.
L'aggiunta di un piccolo raggio d'angolo (ad esempio, 0,030″) agli angoli interni non critici consente alla testa di taglio di mantenere una velocità di avanzamento più uniforme e costante durante la tornitura, migliorando sia la qualità del bordo che la velocità di lavorazione.
Il rapporto foro/spessore
Come linea guida standard di produzione, il diametro di un foro tagliato al laser dovrebbe essere uguale o superiore allo spessore del materiale (rapporto 1:1). La progettazione di fori più piccoli di questo rapporto rende difficile l'eliminazione del metallo fuso dal taglio.
Il rispetto di questa regola di base garantisce un taglio netto ed evita la necessità di parametri di lavorazione più lenti e cauti.
Spaziatura delle caratteristiche e larghezza del nastro
Lasciare uno spazio adeguato tra i ritagli (il nastro) è necessario per gestire la dissipazione del calore. Se i ritagli sono posizionati troppo vicini tra loro su una staffa portante, il sottile nastro rimanente può deformarsi, fondersi o perdere l'integrità strutturale durante il taglio.
Il mantenimento di una larghezza minima del nastro pari allo spessore del materiale garantisce la stabilità del processo e riduce il tasso di scarto causato dalla distorsione termica.
Progettazione per il taglio a linea comune
Se il progetto di un pezzo prevede bordi dritti e paralleli, i programmatori CAM possono talvolta annidare i pezzi in modo che condividano un'unica linea di taglio. Questa tecnica riduce la distanza di taglio lineare totale ed elimina gli scarti di nastro tra i pezzi.
Sebbene dipenda dalla famiglia di pezzi specifica e dalle dimensioni del lotto, l'utilizzo di bordi diritti sui confini non critici consente al fornitore di sfruttare questa efficienza durante la produzione.
Considerare i rischi delle operazioni secondarie e della produzione
Un preventivo di base per il taglio laser copre in genere il costo del taglio del profilo e della rimozione del pezzo dal nest. Tuttavia, gli acquirenti spesso trascurano i fattori di rischio e di lavorazione secondaria che devono essere considerati nel prezzo finale del componente.
Qualità dei bordi e sbavatura
A seconda del materiale, dello spessore e del gas di assistenza utilizzato, il taglio laser può lasciare striature, spigoli vivi o microbave (scorie) lungo il bordo inferiore del taglio.
Se un pezzo necessita di bordi per la manipolazione sicura, di una finitura estetica o di una preparazione per la verniciatura a polvere, sono necessarie operazioni secondarie come la sbavatura a tappeto, l'arrotondamento dei bordi o la rettifica manuale. Queste fasi ad alta intensità di lavoro aggiungono costi diretti oltre al tempo macchina.
Rendimento del materiale e rischio di scarto
Non tutti i metalli vengono lavorati con la stessa affidabilità. I materiali altamente riflettenti, come il rame o l'ottone, possono riflettere l'energia del fascio, ostacolando il processo di taglio. I materiali con elevate tensioni interne possono deformarsi a metà taglio dopo il rilascio del contorno.
I fornitori di solito inseriscono un tasso di scarto più elevato nei preventivi per questi materiali difficili, per tenere conto del rischio di lastre rovinate o di fermi macchina.
Il costo della produzione accelerata
Gli ordini urgenti comportano un sovrapprezzo che va oltre le spese amministrative. Nella produzione standard, i programmatori CAM raggruppano più ordini di clienti dello stesso materiale e spessore su un unico foglio per massimizzare l'efficienza del nesting.
Un ordine urgente costringe il fornitore a tagliare immediatamente il pezzo sulla propria lamiera. Il conseguente calo di utilizzo del materiale aumenta direttamente il costo per pezzo.
Valutazione delle alternative al taglio laser
Pur essendo molto versatile, il taglio laser non è sempre il metodo di produzione più economico o tecnicamente appropriato. La comprensione dei limiti del processo aiuta gli ingegneri a capire quando passare a strategie di fabbricazione alternative.
Passaggio allo stampaggio della lamiera
Il taglio laser è ottimale per la prototipazione e la produzione di volumi medio-bassi perché non richiede utensili personalizzati. Tuttavia, quando i volumi di produzione diventano migliaia, il costo unitario è limitato dal tempo di ciclo del laser.
A volumi più elevati, l'investimento in utensili duri per stampaggio della lamiera diventa economicamente conveniente. Una volta ammortizzato il costo iniziale dello stampo, il costo per pezzo si riduce notevolmente rispetto alla lavorazione laser continua.
Lavorazione a getto d'acqua e CNC
Per lamiere di spessore eccezionale o per applicazioni in cui la zona termicamente alterata (ZTA) deve essere rigorosamente evitata per prevenire alterazioni metallurgiche, l'abrasivo taglio a getto d'acqua è spesso un processo più appropriato.
In alternativa, se un componente richiede svasature a tolleranza stretta, fori filettati o una precisa fresatura superficiale 3D, Lavorazione CNC fornisce un controllo dimensionale che un processo di taglio termico 2D non può ottenere.
Assemblaggi di fabbricazione ibrida
Il tentativo di tagliare al laser un pezzo complesso e monolitico da un'unica lastra spessa è spesso proibitivo dal punto di vista dei costi. In molte applicazioni strutturali, è più economico tagliare al laser diversi componenti più sottili e semplici e unirli.
La valutazione di un pezzo pesante come assemblaggio saldato, o l'utilizzo dell'inserimento di hardware (come dadi a pressione o distanziatori) su una lastra sottile, spesso produce un costo totale di produzione più competitivo rispetto alla lavorazione di un singolo blocco di materiale spesso.
Conclusione
I costi del taglio laser non sono determinati esclusivamente dalle dimensioni del pezzo. Nella maggior parte dei casi, il prezzo finale è determinato dal tempo macchina, dall'utilizzo del materiale, dallo spessore e dal design del pezzo.
Piccoli cambiamenti nella geometria, nello spessore o nella qualità del CAD possono modificare significativamente il preventivo. È per questo che due fornitori possono fare prezzi molto diversi per lo stesso disegno e che alcuni pezzi costano più del previsto anche quando sembrano semplici.
Se si confrontano i preventivi di taglio laser, il prezzo da solo raramente racconta l'intera storia. Un preventivo più basso può derivare da ipotesi di materiali diversi, da un controllo di processo meno rigoroso o da un lavoro secondario mancante. Un preventivo più alto può riflettere fattori di costo reali nel progetto che possono ancora essere migliorati prima dell'inizio della produzione.
Se avete già un disegno, inviatecelo per la revisione. Possiamo esaminare il pezzo sia dal punto di vista della produzione che dei costi, mostrandovi cosa influisce sul preventivo e dove le modifiche possono contribuire a ridurre i costi inutili.
Ciao, sono Kevin Lee

Negli ultimi 10 anni mi sono immerso in varie forme di lavorazione della lamiera, condividendo qui le mie esperienze in diverse officine.
Contattate
Kevin Lee
Ho oltre dieci anni di esperienza professionale nella fabbricazione di lamiere, con specializzazione nel taglio laser, nella piegatura, nella saldatura e nelle tecniche di trattamento delle superfici. In qualità di direttore tecnico di Shengen, mi impegno a risolvere sfide produttive complesse e a promuovere innovazione e qualità in ogni progetto.
Risorsa correlata

Texturizzazione laser dei metalli: preparazione, progettazione orientata alla produzione (DFM) e controllo dei costi

Acciaio elettrozincato: guida alla lavorazione e alla scelta

Punzonatura e taglio laser: Costi, velocità e compromessi DFM
