Le revêtement par poudre est conçu pour être pratiquement indestructible. Une fois durci, le revêtement forme une couche de polymère dense et réticulée qui adhère fortement à la surface du métal. Dans un contexte de fabrication industrielle, l'élimination de la peinture en poudre est rarement une tâche isolée ; elle est généralement imposée par des retouches de production, des défauts de revêtement, des accumulations de fixations ou des réparations esthétiques.
Le décapage chimique dissout efficacement les liaisons pour les pièces de précision, le sablage abrasif prépare les surfaces par frottement mécanique, le décapage thermique traite les charges industrielles lourdes à forte chaleur, et le décapage au laser offre une solution écologique de haute précision pour les composants sensibles sans endommager le métal de base.
Différents procédés de décapage sont strictement nécessaires en fonction du matériau, de la géométrie de la pièce et du volume de production. Ce guide présente les méthodes de décapage utilisées dans les ateliers de fabrication et les environnements de reprise industriels.

Choisir la bonne méthode de décapage de la peinture en poudre
Toutes les pièces ne peuvent pas survivre au même processus de décapage. L'application d'une mauvaise méthode de décapage entraîne souvent la mise au rebut totale du composant, ce qui vous coûte de la matière première, du temps d'usinage et des retards d'expédition.
Pièces en acier et en fonte
Les composants en acier ont généralement une masse thermique et une dureté de surface plus élevées, ce qui leur permet de résister à un traitement agressif. Pour les pièces soudées lourdes (d'une épaisseur supérieure à 25 mm), les dispositifs de revêtement et les supports structurels, les méthodes les plus rentables sont généralement le grenaillage à l'aide de produits lourds et les fours de calcination.
Cependant, même sur des matériaux robustes, le grenaillage agressif doit être contrôlé. Si les opérateurs utilisent une pression trop élevée ou des médias trop grossiers, ils peuvent encore provoquer une usure importante des arêtes, une rugosité de surface inacceptable et des problèmes d'ajustement sur les faces d'accouplement critiques.
Aluminium et tôles fines
L'aluminium et les panneaux de tôle fine sont très vulnérables pendant les travaux de retouche. Il faut absolument éviter les fours à brûler à haute température (généralement plus de 700°F / 370°C), car ces températures font perdre à l'aluminium traité thermiquement sa trempe et sa résistance mécanique.
Boîtiers et panneaux cosmétiques en aluminium découpés au laser sont extrêmement sensibles au gauchissement, aux bosses et aux arêtes arrondies lorsqu'ils sont soumis à des chocs importants ou à la chaleur. Pour ces composants, les seules approches sûres sont le décapage chimique contrôlé, le sablage aux billes de verre à basse pression ou le sablage humide afin de minimiser l'accumulation de chaleur et la déformation physique.
Pièces usinées CNC de précision
Les méthodes de sablage standard coupent facilement le métal nu, effaçant les dimensions critiques en quelques secondes. Pour les boîtiers usinés, les surfaces d'étanchéité critiques et les assemblages à filetage fin, les tolérances sont souvent trop étroites (par exemple, ±0,02 mm) pour risquer l'abrasion physique.
Pour les pièces de précision de grande valeur, le décapage au laser ou le décapage chimique sélectif constituent une solution beaucoup plus sûre. Ces méthodes éliminent la couche de polymère par vaporisation ou par décomposition chimique, laissant les dimensions du métal de base totalement intactes et garantissant que la pièce passe l'inspection.
Reprise de faible volume ou de production
La taille du lot détermine en fin de compte la stratégie de reprise. Les réparations d'une seule pièce s'appuient généralement sur un traitement localisé, tel que des décapants chimiques pulvérisés, un sablage manuel ciblé ou un ponçage localisé.
À l'inverse, le décapage à grande échelle nécessite des équipements automatisés tels que des cuves d'immersion chimique, des fours à combustion continue ou des lignes de sablage automatisées. Lors de l'augmentation de l'échelle de reprise, la matrice de décision doit évaluer les coûts de main-d'œuvre, les temps de chargement et l'élimination des déchets dangereux en plus de la vitesse de décapage.
Pourquoi la peinture en poudre est difficile à enlever?
Comprendre pourquoi le décapage des peintures en poudre est difficile aide à choisir la bonne méthode de décapage. Le comportement de la peinture en poudre est fondamentalement différent de celui des peintures humides standard à base de solvant.
Pourquoi le revêtement en poudre durci adhère-t-il si fortement ?
Au cours du processus de durcissement, la peinture en poudre subit une réaction chimique thermodurcissable. Une fois réticulée, la structure du polymère est fixée de manière permanente. Contrairement aux thermoplastiques standard, elle ne fond pas simplement pour redevenir liquide sous l'effet de la chaleur.
Étant donné que le chauffage standard ne force pas le revêtement à se détacher, l'enlèvement nécessite des interventions extrêmes. Il faut soit des solvants chimiques pour rompre les liaisons moléculaires, soit une coupe abrasive pour l'arracher physiquement, soit une décomposition thermique pour réduire le plastique en cendres.
Le prétraitement de la surface augmente l'adhérence
Un travail de revêtement de haute qualité rend les retouches exponentiellement plus difficiles. La plupart des pièces revêtues de poudre industrielle subissent un prétraitement de surface rigoureux avant la pulvérisation, tel que la phosphatation au fer, le décapage chimique ou le sablage en profondeur.
Ces étapes maximisent l'adhérence du revêtement en créant un motif d'ancrage mécanique profond et une liaison chimique forte. Bien qu'elle soit excellente pour la durabilité du produit final, cette intégration profonde de la surface augmente considérablement l'énergie et le temps nécessaires pour décaper le revêtement jusqu'au métal nu.
Les revêtements épais et trop durcis sont plus difficiles à décaper.
La chimie des résines et l'épaisseur du film déterminent directement les temps d'enlèvement. Les poudres à base d'époxy, souvent utilisées pour leur résistance aux produits chimiques, sont notoirement difficiles à décaper et résistent aux solvants standard. Par ailleurs, les polyesters architecturaux standard ont tendance à devenir cassants et à se décomposer plus rapidement.
En outre, les accumulations multicouches ou les revêtements trop durcis exigent des tactiques beaucoup plus agressives. Ils nécessitent des temps de trempage beaucoup plus longs dans les bains chimiques, des pressions de sablage plus élevées ou des produits chimiques de décapage plus puissants pour pénétrer complètement et nettoyer le substrat.
Enlèvement chimique de la peinture en poudre
Le décapage chimique est la méthode de choix lorsque l'impact physique est strictement interdit. Son principal avantage réside dans le fait qu'il élimine entièrement le revêtement par décomposition chimique, sans impact mécanique sur le substrat métallique.
Décapage chimique de l'aluminium et des pièces complexes
Pour les métaux plus tendres comme les alliages d'aluminium 5052 ou 6061, le décapage chimique est souvent le choix le plus sûr. Il élimine complètement le risque d'usure des arêtes et de piqûres de surface lié au décapage physique.
Il est particulièrement efficace pour boîtiers en tôle d'aluminium mince (moins de 1,5 mm), les pièces complexes usinées sur 5 axes et les zones profondément encastrées. Toutefois, cette sécurité a un coût : les temps de traitement chimique sont nettement plus longs et nécessitent des cuves de trempage spécifiques.
Systèmes de solvants et vitesse de décapage
Les solvants agressifs comme le chlorure de méthylène décapent rapidement les revêtements, tandis que les alternatives écologiques à base d'alcool benzylique offrent un environnement de travail plus doux et plus sûr. Le temps de décapage varie considérablement en fonction de la chimie utilisée.
Une pièce peut être décapée en 15 minutes ou nécessiter un trempage de 24 heures. Le temps de décapage exact dépend de l'épaisseur du revêtement, du type de résine (les époxydes résistants aux produits chimiques prennent beaucoup plus de temps que les polyesters standard) et de la température du bain.
Taches superficielles et dommages aux métaux mous
L'application d'une mauvaise chimie endommagera de façon permanente les composants en aluminium. Les surfaces cosmétiques présentent le risque le plus élevé de détérioration irréversible pendant les bains chimiques.
Certains produits chimiques très alcalins ou acides provoquent une grave décoloration, détruisent les couches d'oxyde anodique et laissent des traces profondes sur la surface. Pour l'aluminium préanodisé, les finitions brossées ou les pièces cosmétiques CNC très visibles, ce risque doit être soigneusement géré afin d'éviter le rejet complet de la pièce.
Problèmes de nettoyage après le décapage
Les résidus chimiques laissés dans les coins étroits ou les trous taraudés détruiront activement votre prochaine tentative de revêtement. Si le processus de nettoyage et de neutralisation après décapage n'est pas 100% complet, l'ensemble du processus de reprise échouera.
La majorité des défauts des revêtements en poudre se produisent lorsque les solvants piégés sortent du four pendant le cycle de durcissement à 400°F. Cette sortie provoque de graves yeux de poisson et un décollement localisé. Cette éruption provoque de graves yeux de poisson et un décollement localisé, ce qui double instantanément vos coûts de main-d'œuvre et de matériaux pour les retouches.
La règle de l'atelier : Le décapage chimique n'est qu'à moitié terminé lorsque la peinture tombe. Si vous ne neutralisez pas et ne dégraissez pas agressivement le métal nu par la suite, votre nouvelle couche échouera dans 100% des cas.

Sablage abrasif pour l'enlèvement des peintures en poudre
Le sablage est l'une des méthodes de décapage les plus couramment utilisées dans la fabrication industrielle. Il permet un enlèvement rapide tout en établissant un nouveau profil de surface (motif d'ancrage) pour le nouveau revêtement.
Décapage à l'oxyde d'aluminium et au grenat
Les médias tels que l'oxyde d'aluminium et le grenat fournissent une force de coupe massive. Ils sont donc très efficaces pour le décapage de couches de poudre épaisses et tenaces sur des structures lourdes.
Ils conviennent le mieux pour acier au carbone standard (par exemple, Q235 ou les soudures lourdes en acier inoxydable 304. Cependant, ce média agressif peut facilement causer des marques de sablage profondes, effacer les valeurs Ra (rugosité) critiques et créer des problèmes d'ajustement sur les faces d'accouplement de précision.
Décapage à la bille de verre et au plastique
Les billes de verre et les supports en plastique ont un impact beaucoup plus doux sur le substrat. Les billes de verre sont très appréciées pour les alliages plus tendres, les surfaces cosmétiques et les revêtements en poudre plus minces pour lesquels une stabilité dimensionnelle est requise.
Les médias en plastique vont encore plus loin, ne causant pratiquement aucun dommage à la surface, même sur de l'aluminium mou. En contrepartie, la vitesse de décapage diminue considérablement, ce qui augmente le coût de la main-d'œuvre par pièce.
Sablage humide de tôles minces
L'ajout d'eau au processus de sablage réduit considérablement l'accumulation de chaleur causée par le frottement. Le sablage à sec génère souvent suffisamment de chaleur pour rendre la poudre thermodurcissable gommeuse, ce qui la fait s'étaler et obstruer la surface au lieu de l'effriter.
Le sablage humide élimine ce problème tout en maintenant le panneau physiquement froid. Cela réduit considérablement le risque de distorsion thermique et de gauchissement, ce qui en fait un outil précieux pour le décapage de grands panneaux de tôle de 1,2 mm ou de 1,5 mm d'épaisseur.
Usure du fil et bords arrondis
Quelques secondes de sablage direct et agressif peuvent effacer les filets internes M3, transformant un boîtier $50 entièrement usiné en un rebut immédiat. Il permet également d'arrondir presque instantanément les arêtes vives usinées avec précision.
Pour les composants comportant des trous taraudés, des surfaces d'étanchéité critiques et des chanfreins usinés précis, une extrême prudence s'impose. Ces zones nécessitent absolument des bouchons en silicone de masquage haute température, des pressions de sablage réduites ou le passage à un média plus doux pour survivre au processus.
La règle de l'atelier : Ne jamais diriger un produit abrasif dur vers une tolérance usinée. Si une surface nécessite un ajustement de ±0,05 mm, elle doit être masquée avec des bouchons de silicone ou du ruban adhésif résistant avant d'entrer dans la cabine de sablage.

Burn-Off et élimination thermique
Le décapage thermique est largement utilisé pour les reprises de production à grande échelle, les supports en acier lourd et le nettoyage de routine des appareils de peinture. Son principal avantage réside dans son extrême rapidité et dans le peu de travail manuel qu'il requiert. Cependant, il comporte le risque le plus élevé de dommages métallurgiques catastrophiques sur les pièces.
Fours à brûler pour le décapage à grande échelle
Les fours Burn-off exposent les pièces à des températures extrêmes (généralement entre 650°F et 1200°F / 340°C - 650°C), carbonisant efficacement le revêtement polymère réticulé en cendres. Ce procédé est parfaitement adapté aux environnements de production continue et intensive.
C'est la méthode standard et rentable pour nettoyer les crochets de revêtement de la production, les racks à usage intensif et les accessoires en acier au carbone épais. Après le cycle de combustion, les pièces n'ont généralement besoin que d'un léger lavage sous pression ou d'un brossage métallique pour éliminer les cendres restantes.
Dommages causés par la chaleur sur les pièces en aluminium
Le décapage thermique à haute température détruit l'intégrité mécanique de l'aluminium. Pour les alliages traités thermiquement comme le 6061-T6, le four agit comme un processus de recuit incontrôlé, provoquant une chute massive et irréversible de la limite d'élasticité.
Une fois qu'un boîtier en aluminium orsqu'un support structurel passe par un cycle de combustion, son intégrité structurelle est définitivement compromise. Elle devient molle, ce qui la rend totalement inutilisable pour toute application porteuse ou structurelle.
Déformation de la tôle mince
La contrainte thermique est l'ennemi ultime de la tôle plate. La chaleur extrême nécessaire pour brûler la couche de poudre induit facilement de graves écarts de planéité, les grands panneaux non soutenus présentant le risque le plus élevé.
Même sur de l'acier laminé à froid standard, un chauffage inégal à l'intérieur du four entraînera une défaillance. La dilatation thermique rapide entraîne directement des ondulations, des torsions et des déformations irréversibles de la pièce qui ne peuvent être aplanies.
Exigences relatives aux fumées et aux gaz d'échappement
Le décapage thermique brûle physiquement le plastique, libérant d'énormes quantités de fumées et de vapeurs nocives. Les fours industriels à brûler nécessitent des brûleurs secondaires dédiés pour gérer en toute sécurité ces gaz d'échappement.
La décomposition du revêtement génère d'épaisses fumées, des gaz COV et des résidus chimiques toxiques. Un fonctionnement correct exige une filtration stricte des gaz d'échappement et des systèmes de postcombustion à haute température (fonctionnant à plus de 1500°F) afin de craquer les COV restants et de respecter les réglementations locales de l'EPA ou de l'environnement.
La règle de l'atelier : Ne mettez en aucun cas des pièces en aluminium ou des tôles d'une épaisseur inférieure à 2,0 mm dans un four à calcination. La perte de trempe et le gauchissement thermique sont immédiats et permanents.

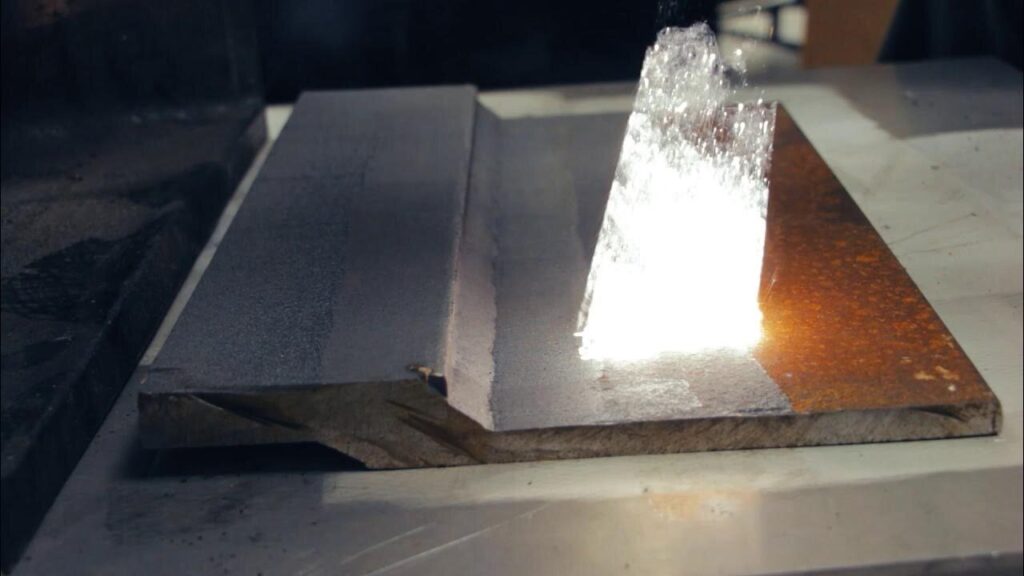
Enlèvement des peintures en poudre au laser
Le décapage au laser représente la plus haute précision en matière de décapage des peintures en poudre. Sa caractéristique principale est qu'il s'agit d'un processus totalement sans contact, utilisant l'énergie lumineuse focalisée plutôt que l'abrasion physique, les fours à chaleur extrême ou les solvants chimiques toxiques.
Dénudage sans contact pour les pièces de précision
Comme le laser ne frappe jamais physiquement la surface du métal, les dommages dus à l'impact mécanique sont entièrement éliminés. Le processus utilise des impulsions à haute énergie pour vaporiser instantanément la couche de polymère.
La zone affectée thermiquement (HAZ) est incroyablement petite, ce qui signifie que le métal sous-jacent ne se déforme pas et ne perd pas son tempérament métallurgique. Elle offre une précision extrême sans endommager le substrat, ce qui élimine totalement la nécessité de nettoyer les produits de sablage salissants.
Décapage localisé pour les filets et les coins
Le décapage au laser est l'outil par excellence pour les retouches localisées sur des pièces de géométrie complexe. Il est très efficace pour nettoyer les filetages internes serrés, les angles intérieurs aigus et les points de mise à la terre critiques où le ruban de masquage a échoué lors du premier passage.
Elle est également parfaite pour nettoyer les zones de soudure précises avant la fabrication secondaire. Ces zones étroites et restreintes sont généralement impossibles à nettoyer avec précision à l'aide d'une buse de sablage standard sans endommager le métal environnant.
Enlèvement au laser pour les composants à tolérances serrées
Les méthodes de décapage standard abîment les tolérances serrées, mais l'enlèvement au laser les laisse intactes. C'est le meilleur choix pour les pièces de précision CNC de grande valeur, les boîtiers aérospatiaux et les surfaces d'étanchéité hydraulique critiques.
En contrôlant précisément la profondeur du laser, vous pouvez vaporiser le revêtement d'une rainure de joint torique critique (avec une tolérance de ±0,001″) sans altérer le métal nu en dessous. Cela permet d'éviter activement l'usure des bords et les problèmes de rugosité de surface qui sont à l'origine des défaillances d'assemblage.
Coût élevé de l'équipement et débit lent
Le principal obstacle au décapage au laser est l'investissement initial massif. Les systèmes laser portables industriels coûtent souvent des dizaines de milliers de dollars, ce qui les rend économiquement non viables pour le décapage de pièces commerciales bon marché et en grande quantité.
Les systèmes laser sont strictement justifiés par la valeur de remplacement des composants sauvés. Ils sont conçus pour sauver de la ferraille un boîtier aérospatial $500 usiné par CNC, et non pour décaper en vrac des supports en acier estampé $2.
La règle de l'atelier : Le décapage laser est un calcul de retour sur investissement. On n'utilise pas une installation laser $20 000 pour décaper du matériel bon marché ; on l'utilise pour sauver des assemblages de précision de grande valeur pour lesquels tout changement dimensionnel signifie la mise au rebut de la pièce.
Risques cachés lors du décapage des peintures en poudre
L'élimination de la couche de polymère ne représente que la moitié de la bataille. Si vous ignorez les effets secondaires mécaniques du décapage, vous vous retrouverez avec un morceau de ferraille parfaitement propre.
Problèmes d'ajustement dus à l'usure par sablage
Le grenaillage abrasif découpe activement le métal de base ainsi que la peinture. Si vous décapez une face d'accouplement de précision, vous pouvez facilement enlever 0,02 mm à 0,05 mm de matériau en quelques secondes.
Ce décalage dimensionnel entraîne immédiatement de graves problèmes d'ajustement. Un roulement ajusté à la presse devient un ajustement lâche et les assemblages complexes ne s'alignent pas correctement. Un ajustement rejeté ne fait pas que gâcher la pièce, il arrête toute la chaîne d'assemblage. La découverte d'un filetage M4 endommagé lors de l'assemblage final se traduit par des temps d'arrêt coûteux pour votre équipe d'assemblage qui attend des pièces de rechange.
Surfaces rugueuses affectant la finition secondaire
Le sablage augmente fortement la rugosité de la surface (Ra) du métal nu. Bien que cela fournisse un excellent modèle d'ancrage pour une nouvelle couche épaisse de peinture en poudre, c'est désastreux si la pièce nécessite une finition secondaire différente.
Si votre plan de retouche consiste à remplacer un composant en aluminium sablé par une anodisation claire ou un placage en couche mince, la surface rugueuse et piquée sera flagrante. La pièce échouera instantanément au contrôle de qualité cosmétique.
Déformation du panneau lors de la reprise
Les chocs thermiques et physiques sont les ennemis des tôles plates. Le sablage d'un grand panneau de 1,5 mm d'épaisseur crée des contraintes de surface qui induisent un "oil-canning" ou une ondulation, tandis que les fours à brûler introduisent une expansion thermique rapide.
Une fois qu'un couvercle de châssis ou un panneau découpé au laser est déformé, il est rare qu'il se remette à plat. Lors de l'assemblage final, ces panneaux déformés créent des écarts inacceptables, des coutures irrégulières et des tensions structurelles.
Revêtement piégé dans les coins et les filets
Un décapage incomplet est tout aussi dangereux qu'un décapage excessif. La peinture en poudre adore se cacher au fond des trous taraudés, dans les coins internes étroits et autour des joints soudés complexes.
Si ce résidu n'est pas éliminé manuellement à l'aide d'un robinet ou d'un pic, il est à l'origine d'énormes maux de tête. Il provoque des boulons à filets croisés, des points de mise à la terre électrique compromis et des défauts de bullage pendant le cycle de revêtement.
La règle de l'atelier : Il ne suffit pas que la peinture ait disparu pour que la retouche soit réussie. Il faut toujours sortir les pieds à coulisse et les jauges de filetage pour inspecter les dimensions critiques _après_ le décapage, avant de gaspiller de l'argent pour recouvrir une pièce compromise.
Exigences en matière d'environnement et de sécurité
L'enlèvement de la couche de poudre n'est pas seulement un processus standard dans l'atelier ; il s'agit d'un obstacle majeur en matière de conformité, de responsabilité et de sécurité. Les sous-produits de la destruction des polymères réticulés sont hautement toxiques.
Contrôle des COV et des gaz d'échappement
Qu'il s'agisse de dissoudre la peinture avec des solvants puissants ou de la carboniser dans un four, le processus libère des quantités massives de composés organiques volatils (COV). Les environnements industriels nécessitent une ventilation de haute qualité, et les fours à combustion doivent absolument utiliser des post-combustibles pour rejeter légalement les gaz d'échappement dans l'atmosphère.
Élimination des déchets dangereux
Les boues générées par le décapage chimique - un mélange épais de plastiques dissous, de pigments de métaux lourds et de solvants industriels - ne peuvent pas être jetées à l'égout. Elles sont classées comme déchets dangereux. Une mauvaise manipulation des boues de décapage dangereuses n'est pas seulement passible d'une amende de l'EPA ; un arrêt de la production pour des raisons environnementales entraînera une rupture instantanée de vos contrats de livraison avec des clients importants.
EPI et ventilation des ateliers
Les opérateurs qui manipulent ces procédés doivent être très bien protégés. Le décapage chimique exige des masques respiratoires complets et des tabliers résistants aux produits chimiques, tandis que le décapage par abrasion nécessite des combinaisons de décapage à air pulsé. Faire l'impasse sur les EPI et la ventilation des cabines expose directement l'entreprise à de lourdes amendes et à la mise en cause de la responsabilité des travailleurs.
La règle de l'atelier : Ne négligez jamais les frais d'élimination dans votre analyse des coûts de reprise. Payer un entrepreneur agréé pour évacuer un fût de 55 gallons de boue de décapage toxique peut facilement réduire à néant les marges bénéficiaires des pièces que vous venez de "sauver".
Conclusion
L'enlèvement d'un revêtement en poudre est fondamentalement un compromis technique. La véritable difficulté ne réside pas dans la décomposition du polymère durci, mais dans la navigation sur le chemin étroit entre l'enlèvement agressif du revêtement et la préservation du substrat.
Votre stratégie de décapage doit être une décision calculée, mettant en balance les limites thermiques du matériau de base avec la complexité géométrique de la pièce et les tolérances dimensionnelles strictes.
Dans la fabrication industrielle, la stratégie d'élimination de la couche de poudre la plus efficace nécessite de prendre du recul pour évaluer le coût total de la qualité. Évaluez les heures de travail, les coûts d'élimination des déchets dans l'environnement et le risque statistique d'endommagement des pièces.
Vous recherchez un partenaire de fabrication qui comprend la criticité des surfaces ? Shengen propose des services de découpe laser, d'usinage CNC et d'emboutissage de tôles de haute qualité, adaptés aux besoins exacts de votre projet. Ne vous contentez plus d'une qualité incohérente de la part de vos fournisseurs. Téléchargez vos dessins dès aujourd'hui et obtenez un devis de fabrication rapide et précis..
Hey, je suis Kevin Lee

Au cours des dix dernières années, j'ai été immergé dans diverses formes de fabrication de tôles, partageant ici des idées intéressantes tirées de mes expériences dans divers ateliers.
Prendre contact
Kevin Lee
J'ai plus de dix ans d'expérience professionnelle dans la fabrication de tôles, avec une spécialisation dans la découpe au laser, le pliage, le soudage et les techniques de traitement de surface. En tant que directeur technique chez Shengen, je m'engage à résoudre des problèmes de fabrication complexes et à favoriser l'innovation et la qualité dans chaque projet.
Ressources connexes

Texturation au laser des métaux : préparation, conception pour la fabrication (DFM) et maîtrise des coûts

Acier électro-galvanisé : guide de fabrication et de sélection

Poinçonnage ou découpe laser : Coût, vitesse et compromis DFM
