Poedercoating is ontworpen om bijna onverwoestbaar te zijn. Eenmaal uitgehard vormt de coating een dichte, vernette polymeerlaag die zich agressief hecht aan het metaaloppervlak. In een industriële productieomgeving is het verwijderen van poedercoating zelden een op zichzelf staande taak; het wordt meestal afgedwongen door productiewerkzaamheden, coatingdefecten, opeenhoping van bevestigingen of cosmetische reparaties.
Voor het verwijderen van poedercoating moet een methode worden gekozen op basis van het substraat en het volume: chemisch strippen lost effectief bindingen op voor precisieonderdelen, abrasief stralen prepareert oppervlakken door mechanische wrijving, thermisch afbranden verwerkt zware industriële belastingen met grote hitte en laserverwijdering biedt een uiterst nauwkeurige, milieuvriendelijke oplossing voor gevoelige onderdelen zonder het basismetaal te beschadigen.
Afhankelijk van het materiaal, de onderdeelgeometrie en het productievolume zijn er verschillende stripprocessen nodig. Deze gids beschrijft de praktische verwijderingsmethoden die worden gebruikt in echte productiewerkplaatsen en industriële nabewerkingsomgevingen.

De juiste methode kiezen om poedercoating te verwijderen
Niet alle onderdelen kunnen hetzelfde stripproces overleven. Als je de verkeerde verwijderingsmethode toepast, wordt het onderdeel vaak helemaal afgedankt, wat je grondstoffen, bewerkingstijd en vertraagde zendingen kost.
Stalen en gietijzeren onderdelen
Stalen onderdelen hebben over het algemeen een hogere thermische massa en oppervlaktehardheid, waardoor ze bestand zijn tegen agressieve bewerkingen. Voor zware lasnaden (dikker dan 1/4 inch), bekledingsarmaturen en structurele beugels zijn stralen met zwaar straalmiddel en afbrandovens meestal de meest kosteneffectieve methoden.
Maar zelfs bij robuuste materialen moet agressief stralen gecontroleerd worden. Als operators te hoge druk of te grof straalmiddel gebruiken, kan dit nog steeds leiden tot ernstige slijtage van de randen, onaanvaardbare oppervlakteruwheid en aanpassingsproblemen op kritieke koppelingsvlakken.
Aluminium en dun plaatstaal
Aluminium en dunne metalen platen zijn zeer kwetsbaar tijdens herbewerking. Je moet brandovens met een hoge temperatuur (meestal hoger dan 370°C) actief vermijden, omdat deze temperaturen ervoor zorgen dat warmtebehandeld aluminium zijn hardheid en mechanische sterkte verliest.
Lasergesneden behuizingen en cosmetische aluminium panelen zijn ongelooflijk gevoelig voor kromtrekken, deuken en afgeronde randen wanneer ze worden blootgesteld aan zware schokken of hitte. De enige veilige aanpak voor deze onderdelen is gecontroleerd chemisch strippen, glasparelstralen onder lage druk of natstralen om warmteontwikkeling en fysieke vervorming te minimaliseren.
Precisie CNC-bewerkte onderdelen
Standaard straalmethoden snijden gemakkelijk in blank metaal, waardoor kritieke afmetingen in enkele seconden worden weggevaagd. Voor machinaal bewerkte behuizingen, kritische afdichtingsoppervlakken en assemblages met fijne schroefdraad zijn de toleranties vaak te krap (bijv. ±0,02 mm) om het risico van fysiek schuren te lopen.
Voor hoogwaardige precisieonderdelen biedt laserstripping of selectief chemisch strippen een veel veiligere route. Deze methoden verwijderen de polymeerlaag door verdamping of chemische afbraak, waardoor de afmetingen van het basismetaal volledig onaangetast blijven en het onderdeel nog steeds door de inspectie komt.
Nabewerking in kleine aantallen vs. productie
De batchgrootte bepaalt uiteindelijk de strategie voor herbewerking. Voor reparaties aan een enkel stuk wordt meestal gebruik gemaakt van plaatselijke bewerkingen, zoals chemische strippers die worden opgespoten, gericht handmatig stralen of plaatselijk schuren.
Omgekeerd vereist grootschalig strippen geautomatiseerde apparatuur zoals chemische dompeltanks, continue afbrandovens of geautomatiseerde straalstraten. Bij het opschalen van herbewerkingen moet de beslissingsmatrix naast de ruwe stripsnelheid ook de arbeidskosten, laadtijden en verwijdering van gevaarlijk afval evalueren.
Waarom poedercoating moeilijk te verwijderen is
Begrijpen waarom poedercoating verwijderen moeilijk is, helpt bij het kiezen van de juiste afbraakmethode. Het gedraagt zich fundamenteel anders dan standaard natte verven op basis van oplosmiddelen.
Waarom uitgeharde poedercoating zo sterk hecht
Tijdens het uithardingsproces ondergaat poedercoating een thermohardende chemische reactie. Eenmaal vernet, is de polymeerstructuur permanent vast. In tegenstelling tot standaard thermoplasten smelt poedercoating niet gewoon terug in een vloeistof wanneer er warmte wordt toegepast.
Omdat standaardverwarming de coating niet zal dwingen om af te vallen, zijn er extreme ingrepen nodig om de coating te verwijderen. Je hebt ofwel chemische oplosmiddelen nodig om de moleculaire bindingen te verbreken, of schuurmiddelen om het fysiek weg te scheuren, of thermische ontbinding om het plastic tot as te reduceren.
Oppervlaktevoorbehandeling verhoogt de hechting
Een hoogwaardige coating maakt nabewerking exponentieel moeilijker. De meeste industriële onderdelen met poedercoating ondergaan een rigoureuze oppervlaktevoorbehandeling voordat ze worden gespoten, zoals ijzerfosfateren, chemisch etsen of diep zandstralen.
Deze stappen maximaliseren de hechting van de coating door een diep mechanisch ankerpatroon en een sterke chemische binding te creëren. Hoewel dit uitstekend is voor de duurzaamheid van het eindproduct, verhoogt deze diepe integratie van het oppervlak aanzienlijk de energie en de tijd die nodig zijn om de coating te strippen tot op het blanke metaal.
Dikke en overharde coatings zijn moeilijker te strippen
De chemische samenstelling van de hars en de laagdikte bepalen rechtstreeks de verwijderingstijd. Poeders op basis van epoxy, die vaak worden gebruikt voor chemische weerstand, zijn notoir moeilijk te strippen en zijn bestand tegen standaard oplosmiddelen. Standaard architecturale polyesters hebben de neiging om broos te worden en sneller af te breken.
Bovendien vereisen meerlaagse opbouw of overharde coatings een veel agressievere tactiek. Ze vereisen een aanzienlijk langere inwerktijd in chemische baden, een hogere straaldruk of een sterkere chemische stripmethode om volledig in het substraat door te dringen en het te verwijderen.
Chemische poedercoating verwijderen
Chemisch strippen is de methode bij uitstek wanneer fysieke impact strikt verboden is. Het grootste voordeel is dat de coating volledig wordt verwijderd door chemische afbraak, waardoor er geen mechanische impact is op het metalen substraat.
Chemisch strippen voor aluminium en complexe onderdelen
Voor zachtere metalen zoals 5052 of 6061 aluminiumlegeringen is chemisch strippen vaak de veiligste keuze. Het risico op slijtage van de randen en putjes in het oppervlak, zoals bij fysiek stralen, wordt volledig geëlimineerd.
Het is vooral effectief voor behuizingen van dun aluminium plaatstaal (minder dan 1,5 mm), ingewikkelde 5-assig bewerkte onderdelen en diep verzonken gebieden. Deze veiligheid heeft echter een prijs, omdat de chemische verwerkingstijden aanzienlijk langer zijn en er speciale dompeltanks nodig zijn.
Oplosmiddelsystemen en stripsnelheid
Agressieve oplosmiddelen zoals methyleenchloride strippen coatings snel, terwijl milieuvriendelijke benzylalcohol alternatieven een mildere, veiligere werkomgeving bieden. De duur van het strippen varieert sterk, afhankelijk van de gebruikte chemie.
Een onderdeel kan strippen in 15 minuten, maar het kan ook 24 uur moeten weken. De exacte afbraaktijd wordt bepaald door de coatingdikte, het specifieke harstype (chemisch bestendige epoxies doen er veel langer over dan standaard polyesters) en de badtemperatuur.
Vlekken op het oppervlak en schade aan zacht metaal
Het toepassen van de verkeerde chemische chemie zal aluminium onderdelen permanent beschadigen. Cosmetische oppervlakken lopen het grootste risico op onherstelbare schade tijdens chemische baden.
Bepaalde sterk alkalische of zure chemicaliën zullen ernstige verkleuring veroorzaken, anodische oxidelagen vernietigen en diepe oppervlakte-etsen achterlaten. Voor voorgeanodiseerd aluminium, geborstelde afwerkingen of zeer zichtbare cosmetische CNC onderdelen moet dit risico zorgvuldig beheerd worden om afkeur te voorkomen.
Schoonmaakproblemen na het strippen
Chemische resten die achterblijven in krappe hoeken of tapgaten zullen uw volgende coatingpoging actief vernietigen. Als het reinigings- en neutralisatieproces na het strippen niet 100% grondig gebeurt, zal het hele herbewerkingsproces mislukken.
De meeste defecten bij poedercoating ontstaan wanneer ingesloten oplosmiddelen opborrelen tijdens de 400°F uithardingsovencyclus. Deze uitbarsting veroorzaakt ernstige vissenogen en plaatselijke afschilfering, waardoor uw arbeids- en materiaalkosten voor herbewerking direct verdubbelen.
De winkelregel: Chemisch strippen is pas halverwege als de verf eraf valt. Als je het kale metaal daarna niet agressief neutraliseert en ontvet, zal je nieuwe laklaag 100% mislukken.

Stralen voor poedercoating verwijderen
Stralen is een van de meest gebruikte afbijtmethoden in de industriële productie. Het biedt snelle verwijderingssnelheden en zorgt tegelijkertijd voor een nieuw oppervlakteprofiel (ankerpatroon) voor de nieuwe coating.
Stralen met aluminiumoxide en granaat
Media zoals aluminiumoxide en granaat leveren een enorme snijkracht. Hierdoor zijn ze zeer effectief voor het stralen door dikke, hardnekkige poederlagen op zware constructies.
Ze zijn het meest geschikt voor standaard koolstofstaal (bijv. Q235 of zware 304 roestvrijstalen lassen. Dit agressieve straalmiddel veroorzaakt echter gemakkelijk diepe straalsporen, veegt kritieke Ra-waarden (ruwheid) uit en veroorzaakt aanpassingsproblemen op precisie-naadvlakken.
Glasparel- en kunststofstralen
Glasparel en kunststof media hebben een veel zachtere impact op het substraat. Glasparels genieten de voorkeur voor zachtere legeringen, cosmetische oppervlakken en dunnere poedercoatings waar dimensionale stabiliteit vereist is.
Kunststof media gaan nog een stap verder en veroorzaken vrijwel geen oppervlakteschade, zelfs niet op zacht aluminium. Het nadeel is dat de stripsnelheid aanzienlijk daalt, waardoor de arbeidskosten per onderdeel toenemen.
Natstralen voor dun plaatstaal
Door water toe te voegen aan het straalproces wordt de warmteontwikkeling door wrijving aanzienlijk verminderd. Droogstralen genereert vaak genoeg hitte om het thermohardende poeder kleverig te maken, waardoor het uitsmeert en het oppervlak verstopt in plaats van af te breken.
Natstralen elimineert dit probleem terwijl het paneel fysiek koel blijft. Dit vermindert drastisch het risico op thermische vervorming en kromtrekken, waardoor het een redder in nood is bij het strippen van grote 1,2 mm of 1,5 mm dunne plaatmetalen panelen.
Draadslijtage en afgeronde randen
Een paar seconden direct, agressief stralen kan M3 binnenschroefdraad wegvagen, waardoor een volledig bewerkte $50 behuizing direct schroot wordt. Scherpe, nauwkeurig bewerkte randen worden ook vrijwel onmiddellijk afgerond.
Bij onderdelen met tapgaten, kritische afdichtingsvlakken en nauwkeurig afgewerkte afschuiningen is uiterste voorzichtigheid geboden. Deze gebieden vereisen absoluut hittebestendige maskerende siliconen pluggen, een lagere straaldruk of een overstap naar een zachter straalmiddel om het proces te overleven.
De winkelregel: Richt nooit hard straalmiddel op een bewerkte tolerantie. Als een oppervlak een passing van ±0,05mm nodig heeft, moet het gemaskeerd worden met siliconen pluggen of zware tape voordat het de straalkast in gaat.

Afbranden en thermisch verwijderen
Thermisch afbijten wordt veel gebruikt voor grootschalige productiewerkzaamheden, zware stalen beugels en routinematige reiniging van verfklemmen. Het belangrijkste voordeel is de extreme snelheid en de zeer lage handmatige arbeidsvereisten. Het brengt echter het absoluut hoogste risico op catastrofale metallurgische schade aan de onderdelen met zich mee.
Afbrandovens voor grootschalig strippen
Burn-off ovens stellen de onderdelen bloot aan extreme temperaturen (meestal tussen 650°F en 1200°F / 340°C - 650°C), waardoor de vernette polymeercoating effectief verkoolt tot as. Dit proces is perfect geschikt voor continue, zware productieomgevingen.
Het is de standaard, kosteneffectieve methode voor het reinigen van productiecoatinghaken, zware rekken en dikke koolstofstalen bevestigingen. Na de afbrandcyclus hebben de onderdelen meestal alleen een lichte hogedrukreiniger of staalborstel nodig om de resterende as te verwijderen.
Hitteschade aan aluminium onderdelen
Thermische stripping bij hoge temperatuur vernietigt de mechanische integriteit van aluminium. Voor warmtebehandelde legeringen zoals 6061-T6 werkt de oven als een ongecontroleerd gloeiproces, wat een enorme, onomkeerbare daling in vloeigrens veroorzaakt.
Zodra een aluminium behuizing of een structurele beugel door een burn-off cyclus gaat, wordt de structurele integriteit permanent aangetast. De beugel wordt doodzacht, waardoor hij volledig onbruikbaar wordt voor elke dragende of structurele toepassing.
Kromtrekken van dun plaatwerk
Thermische spanning is de ultieme vijand van vlakke plaat. De extreme hitte die nodig is om poedercoating af te branden veroorzaakt gemakkelijk ernstige afwijkingen in vlakheid, waarbij grote, niet-ondersteunde panelen het grootste risico lopen.
Zelfs bij standaard koudgewalst staal leidt ongelijkmatige verwarming in de oven tot defecten. De snelle thermische uitzetting leidt direct tot golven, verdraaiing en onomkeerbare vervorming van onderdelen die niet meer uitgevlakt kunnen worden.
Voorschriften voor rook en uitlaatgassen
Bij thermisch strippen wordt plastic fysiek verbrand, waarbij enorme hoeveelheden schadelijke rook en dampen vrijkomen. Industriële afbrandovens hebben speciale secundaire naverbranders nodig om deze uitlaatgassen veilig te beheren.
De afbraak van de coating genereert dikke rook, VOC-gassen en giftige chemische resten. Een goede werking vereist een strikte filtratie van de uitlaatgassen en naverbrandingssystemen op hoge temperatuur (werken boven 1500°F) om de resterende VOC's te kraken en te voldoen aan de plaatselijke EPA- of milieuvoorschriften.
De winkelregel: Plaats nooit, onder geen enkele omstandigheid, aluminium onderdelen of plaatstaal dunner dan 2,0 mm in een afbrandoven. Het verlies van hardheid en thermische vervorming is onmiddellijk en permanent.

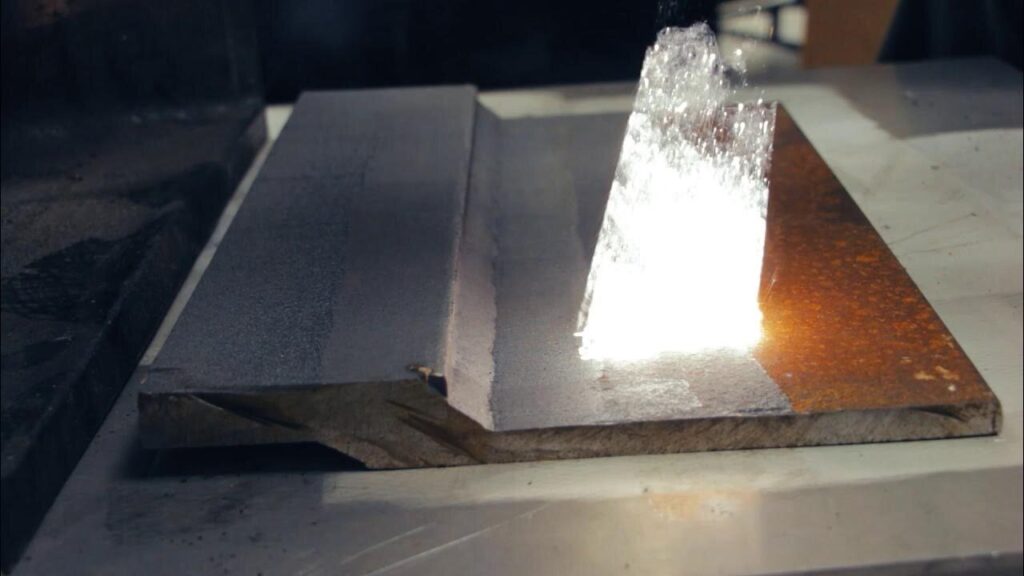
Poedercoating verwijderen met laser
Laser strippen vertegenwoordigt de absolute hoogste precisie in poedercoating verwijderen. Het kenmerkende is dat het een volledig contactloos proces is, waarbij gebruik wordt gemaakt van gefocuste lichtenergie in plaats van fysiek schuren, extreme hitte ovens of giftige chemische oplosmiddelen.
Contactloos strippen voor precisieonderdelen
Omdat de laser het metalen oppervlak nooit fysiek raakt, wordt mechanische impactschade volledig geëlimineerd. Het proces maakt gebruik van hoogenergetische pulsen om de polymeerlaag onmiddellijk te verdampen.
De door warmte beïnvloede zone (HAZ) is ongelooflijk klein, wat betekent dat het onderliggende metaal niet kromtrekt of zijn metallurgische hardheid verliest. Het levert extreme precisie zonder schade aan het substraat, waardoor het opruimen van rommelig straalmiddel volledig overbodig wordt.
Plaatselijk strippen voor draden en hoeken
Laserafstrippen is het ultieme gereedschap voor plaatselijk nabewerken van complexe productgeometrieën. Het is zeer effectief voor het reinigen van krappe binnenschroefdraad, scherpe binnenhoeken en kritieke aardingspunten waar afplaktape tijdens de eerste run faalde.
Het is ook perfect voor het reinigen van nauwkeurige laszones voorafgaand aan secundaire fabricage. Deze nauwe, beperkte gebieden zijn meestal onmogelijk nauwkeurig te reinigen met een standaard straalpijp zonder het omringende metaal te beschadigen.
Laserverwijdering voor onderdelen met nauwe toleranties
Standaard stripmethoden ruïneren krappe toleranties, maar laserverwijdering laat ze intact. Het is de superieure keuze voor hoogwaardige CNC-precisieonderdelen, behuizingen in de ruimtevaart en kritische hydraulische afdichtingsoppervlakken.
Door de laserdiepte nauwkeurig te regelen, kun je de coating direct van een kritieke O-ringgroef afdampen (met een tolerantie van ±0,001″) zonder het blanke metaal eronder te veranderen. Het voorkomt actief slijtage aan de randen en problemen met oppervlakteruwheid die assemblagefouten veroorzaken.
Hoge materiaalkosten en trage verwerkingscapaciteit
De belangrijkste barrière voor laserstripping is de enorme initiële investering. Industriële handheld lasersystemen kosten vaak tienduizenden dollars, waardoor ze economisch niet rendabel zijn voor het strippen van goedkope commerciële onderdelen in grote volumes.
Lasersystemen zijn strikt gerechtvaardigd door de vervangingswaarde van de onderdelen die gered worden. Ze zijn ontworpen om een $500 CNC-bewerkte ruimtevaartbehuizing te redden van de schrootbak, niet om in bulk $2 gestempelde stalen beugels te strippen.
De winkelregel: Laserstrippen is een ROI-berekening. Je gebruikt een $20.000 laseropstelling niet om goedkope hardware te strippen; je gebruikt het om hoogwaardige precisieassemblages te redden waarbij elke dimensionale verandering betekent dat het onderdeel gesloopt moet worden.
Verborgen risico's tijdens het verwijderen van poedercoating
Het verwijderen van de polymeerlaag is slechts de helft van de strijd. Als je de mechanische neveneffecten van het strippen negeert, eindig je met een perfect schoon stuk schroot.
Pasproblemen veroorzaakt door stralenslijtage
Stralen snijdt actief het basismetaal weg samen met de verf. Als je een nauwkeurig pasvlak straalt, kun je gemakkelijk 0,02 mm tot 0,05 mm materiaal verwijderen in enkele seconden.
Deze verschuiving in afmetingen veroorzaakt onmiddellijk ernstige problemen bij het passen. Een geperst lager wordt een losse passing en complexe assemblages worden niet goed uitgelijnd. Een afgekeurde passing verspilt niet alleen het onderdeel, maar legt de hele assemblagelijn stil. Een beschadigde M4-schroefdraad ontdekken tijdens de uiteindelijke assemblage betekent dure stilstand voor uw assemblagepersoneel terwijl ze wachten op vervanging.
Ruwe oppervlakken die de secundaire afwerking beïnvloeden
Stralen zorgt voor een agressieve toename van de oppervlakteruwheid (Ra) van het blanke metaal. Hoewel dit een uitstekend ankerpatroon oplevert voor een zware nieuwe laag poedercoating, is het rampzalig als het onderdeel een andere secundaire afwerking nodig heeft.
Als je van plan bent om een gestraald aluminium onderdeel te vervangen door blank anodiseren of dunnelaag plating, dan zal het ruwe, gebutste oppervlak overduidelijk zijn. Het onderdeel zal direct niet voldoen aan de cosmetische QC.
Paneelvervorming tijdens herbewerking
Zowel thermische schokken als fysieke impact zijn vijanden van vlak plaatstaal. Stralen van een groot 1,5 mm dik paneel veroorzaakt oppervlaktespanning die "olieverkleuring" of golving veroorzaakt, terwijl afbrandovens snelle thermische uitzetting veroorzaken.
Als een chassisdeksel of een precisie lasergesneden paneel eenmaal kromgetrokken is, trekt het zelden terug naar vlak. Tijdens de uiteindelijke assemblage zorgen deze kromgetrokken panelen voor onaanvaardbare kieren, ongelijke naden en structurele spanning.
Coating zit vast in hoeken en draden
Onvolledig strippen is net zo gevaarlijk als overstrippen. Poedercoating verstopt zich graag op de bodem van blind getapte gaten, in krappe binnenhoeken en rond complexe lasnaden.
Als deze resten er niet handmatig uitgejaagd worden met een tik of een pikhouweel, leiden ze later tot enorme problemen. Het veroorzaakt doorgedraaide bouten, aangetaste elektrische aardpunten en bubbelende defecten tijdens het opnieuw coaten.
De winkelregel: Herwerken is niet succesvol omdat de verf weg is. Haal altijd de remklauwen en draadmeters tevoorschijn om _na_ het strippen de kritieke afmetingen te inspecteren voordat je geld verspilt aan het opnieuw coaten van een beschadigd onderdeel.
Milieu- en veiligheidseisen
Poedercoating verwijderen is niet alleen een standaard proces op de werkvloer; het is een grote hindernis voor naleving, aansprakelijkheid en veiligheid. De bijproducten van het vernietigen van vernette polymeren zijn zeer giftig.
VOC- en uitlaatgasbeheersing
Of je nu verf oplost met agressieve oplosmiddelen of carboniseert in een oven, bij het proces komen enorme hoeveelheden vluchtige organische stoffen (VOC's) vrij. Industriële omgevingen vereisen hoogwaardige afzuigventilatie en afbrandovens moeten absoluut naverbranders gebruiken om de uitlaatgassen legaal in de atmosfeer te lozen.
Verwijdering van gevaarlijk afval
Het slib dat vrijkomt bij chemisch strippen - een dik mengsel van opgeloste kunststoffen, pigmenten van zware metalen en industriële oplosmiddelen - mag niet in de gootsteen worden gegooid. Het is geclassificeerd als gevaarlijk afval. Verkeerd omgaan met gevaarlijk afvalslib betekent niet alleen een boete van de EPA; een milieustop zal onmiddellijk uw leveringscontracten met grote klanten verbreken.
PBM's en werkplaatsventilatie
Operators die met deze processen werken, moeten zwaar worden beschermd. Chemisch strippen vereist ademhalingstoestellen met een volgelaatsmasker en chemisch bestendige schorten, terwijl stralen speciale persluchtstraalkleding vereist. Het verwaarlozen van persoonlijke beschermingsmiddelen (PPE) en de ventilatie van de cabine stelt het bedrijf direct bloot aan zware veiligheidsboetes en aansprakelijkheid van werknemers.
De winkelregel: Negeer nooit de verwijderingskosten in je analyse van de herbewerkingskosten. Het betalen van een gecertificeerde aannemer voor het afvoeren van een 55-gallon vat met giftig afbraakslib kan de winstmarges van de onderdelen die je net hebt "gered" gemakkelijk tenietdoen.
Conclusie
Het verwijderen van poedercoating is in wezen een technisch compromis. De echte moeilijkheid ligt niet in het afbreken van het uitgeharde polymeer, maar in het navigeren tussen agressieve coatingverwijdering en behoud van het substraat.
Uw stripstrategie moet een berekende beslissing zijn, waarbij de thermische grenzen van het basismateriaal worden afgewogen tegen de geometrische complexiteit en de strikte maattoleranties van het onderdeel.
In industriële productie vereist de meest effectieve strategie voor het verwijderen van poedercoating een stap terug om de totale kosten van kwaliteit te bekijken. Evalueer de arbeidsuren, de milieuverwijderingskosten en het statistische risico op schade aan onderdelen.
Op zoek naar een productiepartner die de kriticiteit van oppervlakken begrijpt? Shengen levert lasersnijden, CNC-verspaning en stansen van plaatwerk van hoge kwaliteit, precies afgestemd op de behoeften van uw project. Neem geen genoegen meer met inconsistente leverancierskwaliteit. Upload je tekeningen vandaag nog en ontvang een snelle, nauwkeurige productieofferte.
Hey, ik ben Kevin Lee

De afgelopen 10 jaar heb ik me verdiept in verschillende vormen van plaatbewerking en ik deel hier de coole inzichten die ik heb opgedaan in verschillende werkplaatsen.
Neem contact op
Kevin Lee
Ik heb meer dan tien jaar professionele ervaring in plaatbewerking, gespecialiseerd in lasersnijden, buigen, lassen en oppervlaktebehandelingstechnieken. Als technisch directeur bij Shengen zet ik me in om complexe productie-uitdagingen op te lossen en innovatie en kwaliteit in elk project te stimuleren.
Verwante bron

Lasertexturering van metalen: voorbereiding, DFM en kostenbeheersing

Elektrolytisch verzinkt staal: handleiding voor verwerking en selectie

