Cuando las piezas no encajan o cuestan demasiado de fabricar, la causa suele ser un diseño deficiente. Muchos ingenieros se enfrentan a estos problemas, sobre todo en los primeros prototipos. Con plazos ajustados y presupuestos estrictos, evitar problemas comunes desde el principio es clave. Un buen diseño ayuda a reducir costes, mejorar el rendimiento de las piezas y simplificar la producción.
Mucha gente sabe cómo debe ser una pieza, pero desconoce cómo le afecta el conformado de metales. Esta guía lo aclara y muestra cómo diseñar mejor.
¿Qué es el diseño de chapa metálica?
El diseño de chapas metálicas consiste en planificar cómo dar forma y cortar las piezas de metal utilizando reglas sencillas que se ajusten al trabajo de la fábrica. El objetivo es fabricar piezas fáciles de doblar, cortar y montar sin desperdiciar material ni ralentizar la producción. Una pieza bien diseñada encaja bien, funciona bien y controla los costes.
Un buen diseño facilita la fabricación y el montaje de las piezas. También reduce los residuos. Los diseñadores tienen en cuenta aspectos como el movimiento del metal cuando se dobla o la facilidad de corte de una forma. Una buena planificación reduce los problemas y los costes.
Principios de diseño y buenas prácticas
Un diseño inteligente evita retrasos y reduce costes. Estos principios hacen que las piezas sean más fáciles de producir, más resistentes y más fiables.
Diseño para la fabricación (DFM)
Diseñar para la fabricación significa hacer piezas fáciles de producir con las máquinas disponibles: curvas sencillas, tamaños de orificios estándar y características uniformes ayudan. Evite las embuticiones profundas o las esquinas estrechas que requieren herramientas especiales. Utilice radios de curvatura uniformes. Coloque los elementos lejos de los bordes para evitar distorsiones durante el plegado.
Evitar errores de diseño comunes
Las esquinas internas afiladas pueden agrietarse al doblarse. Los pequeños agujeros cerca de las curvas pueden estirarse o rasgarse. Demasiados pliegues aumentan el coste. Colocar los dobleces demasiado juntos puede debilitar la pieza. Además, las tolerancias desajustadas dificultan el montaje. Estos errores ralentizan la producción y aumentan los costes.
Coste y eficacia en mente
Los diseños sencillos cuestan menos. Menos curvas, agujeros y cortes se traducen en una producción más rápida. Evite elementos que requieran herramientas a medida. Los materiales y espesores estándar reducen los plazos de entrega. Diseñar piezas planas que encajen bien en una chapa ahorra material. Piense también en el montaje. Las piezas fáciles de alinear ahorran trabajo.

Parámetros de diseño de chapa metálica
Familiarizarse con los parámetros básicos de la chapa metálica hace que su diseño sea práctico y rentable. Estos parámetros controlan el comportamiento del metal durante flexióngarantizando que su pieza salga con precisión y sin defectos.
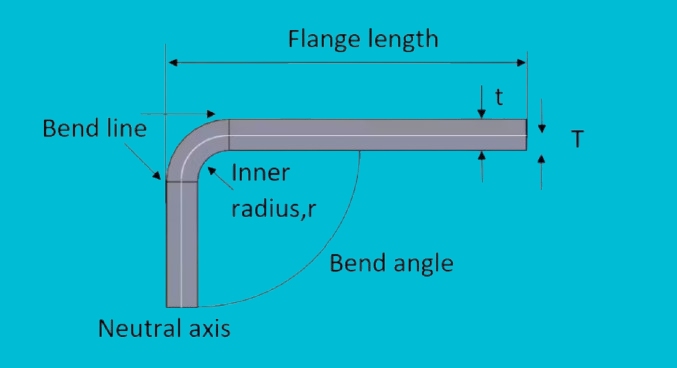
Radio de doblaje
El radio de curvatura es la curva que se forma al doblar una chapa. Se mide en el interior de la curva. Elegir el radio de curvatura correcto es importante porque un radio demasiado pequeño tensa el metal. Esto puede provocar grietas o roturas.
Una regla segura es utilizar un radio de curvatura igual al grosor del metal. Por ejemplo, si el metal tiene 2 mm de grosor, el radio de curvatura debe ser de al menos 2 mm.
Un radio ligeramente mayor facilita el doblado del metal y ayuda a evitar defectos. Los radios más grandes también ejercen menos tensión sobre el metal, lo que aumenta su resistencia y durabilidad tras el conformado.
Factor K y Factor Y
Cuando la chapa se dobla, se estira por fuera y se comprime por dentro. El sitio Factor K le ayuda a predecir este comportamiento. Muestra dónde el metal no cambia de longitud dentro del espesor, lo que se denomina eje neutro.

Los factores K habituales se sitúan entre 0,3 y 0,5. Un factor K de 0,5 significa que el eje neutro se encuentra en la mitad del espesor del metal. Los factores K más bajos significan que el eje neutro está más cerca del interior de la curva.
El factor Y es similar, pero menos común. Ayuda a calcular directamente el margen de plegado. Ambos factores garantizan que los recortes de metal plano se doblen con precisión en sus formas finales.
Compensación por flexión y deducción por flexión
Permiso de curvatura le indica cuánta longitud adicional debe añadir a la chapa plana para realizar el doblez con precisión. Cuando el metal se dobla, no sólo se pliega, sino que se estira ligeramente. Si no tiene en cuenta el margen de curvatura, las piezas acabadas serán demasiado cortas.
Por otro lado, el razonamiento deductivo es el concepto opuesto. Es cuánta longitud se resta de la longitud total plana debido a la curva.
El uso correcto de estos números garantiza que la pieza final coincida exactamente con el diseño después del plegado. Evita errores, desperdicio de metal y repeticiones innecesarias.
Distancias entre agujeros y ranuras
Colocar orificios o ranuras demasiado cerca de las curvas puede deformar o debilitar la pieza. El metal alrededor de una curva se estira y se comprime. Esta tensión afecta a los agujeros cercanos, deformándolos o dándoles forma ovalada.
Una buena regla es colocar los orificios o ranuras a una distancia de al menos dos o tres veces el grosor de la chapa con respecto a la línea de pliegue. Por ejemplo, si el grosor de la chapa es de 1 mm, coloque los orificios a una distancia mínima de 2-3 mm de cualquier pliegue.
Siguiendo esta pauta se evitan deformaciones y se garantiza la correcta alineación de las piezas durante el montaje.
Longitud mínima de la brida
A brida es un borde doblado para reforzar piezas o proporcionar puntos de fijación. Si un reborde es demasiado corto, tendrá dificultades para doblarlo con precisión. Incluso puede debilitar la pieza o provocar imprecisiones durante la fabricación.
La longitud mínima segura de una brida suele ser cuatro veces el grosor del metal y el radio de curvatura. Por ejemplo, si el metal tiene un grosor de 1 mm y el radio de curvatura es de 2 mm, la brida debe tener una longitud mínima de 6 mm (4 × 1 mm de grosor + 2 mm de radio).
Las bridas más largas facilitan el plegado y mejoran la resistencia de la pieza. Seguir estas longitudes mínimas ayuda a evitar problemas durante la producción.
Consideraciones sobre la flexión
Saber cómo afecta el plegado a la chapa metálica ayuda a evitar problemas comunes de fabricación. Garantiza que sus piezas encajen y funcionen correctamente en el mundo real.
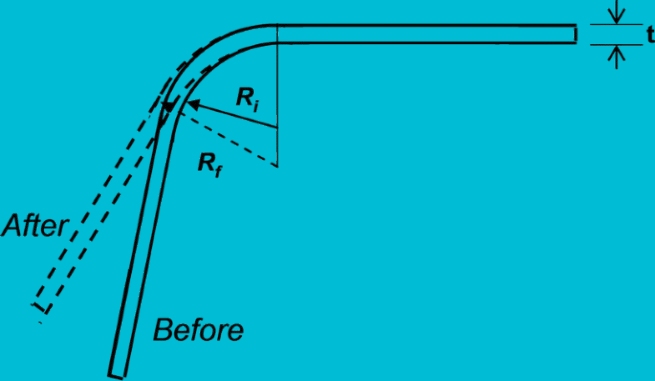
Springback y cómo compensarlo
Springback es cuando el metal intenta volver a su forma original después de doblarse. Es común en casi todos los metales. Después de doblar una chapa, ésta no se mantiene en el ángulo exacto que se fijó, sino que vuelve a doblarse ligeramente.
Para compensar, debe "sobredoblar" el metal ligeramente por encima del ángulo deseado. Por ejemplo, si desea un ángulo de 90 grados, puede doblarlo inicialmente a 92 ó 93 grados. Cuando suelte la presión, el metal volverá al ángulo de 90 grados deseado.
La cantidad de recuperación elástica varía en función del tipo de metal, el grosor y el radio de la curva. Los metales más gruesos y los radios más grandes tienden a tener un springback más notable. Pruebe siempre los doblados o consulte una tabla de doblado para encontrar valores precisos de springback para su material.
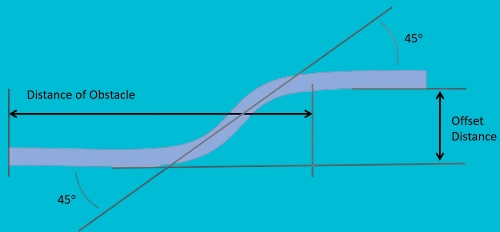
Dobladillos, cortinillas y curvas desplazadas
El doblado de dobladillos, el doblado a la inglesa y el doblado offset son técnicas especiales que añaden resistencia, seguridad o formas específicas a las piezas de chapa metálica.
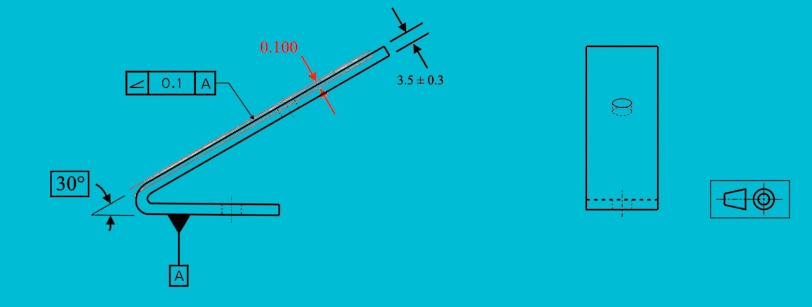
Dobladillo es doblar el borde metálico sobre sí mismo. Refuerza los bordes y los hace más seguros de manejar, eliminando los bordes afilados. Un dobladillo típico consta de dos etapas: doblado en un ángulo de 30-45 grados y plegado completo del metal sobre sí mismo.
El jogging crea dos curvas opuestas muy juntas, formando un "escalón". Ayuda a unir dos secciones de chapa a ras sin solapamientos. Para evitar deformaciones, es necesario dejar suficiente espacio entre los codos. La separación debe ser al menos el doble del grosor de la chapa.
Los codos desplazados mueven una parte de la chapa lateralmente, formando superficies paralelas pero desplazadas. Estos dobleces ayudan a que las piezas encajen con precisión, como en los soportes o las placas de montaje. Deje espacio suficiente entre los pliegues -al menos del grosor del metal- para evitar distorsiones.
Funciones de corte y punzonado
Corte adecuado y puñetazos garantizan piezas precisas, una fabricación más sencilla y un mejor rendimiento. Planificar cuidadosamente estos detalles evita costosos problemas en la producción y el montaje.
Tamaño y posición de los orificios
Elegir cuidadosamente el tamaño y la posición de los orificios garantiza la buena calidad de la pieza y la facilidad de montaje. Al perforar agujeros, evite hacerlos más pequeños que el grosor del metal. Los agujeros pequeños requieren herramientas especiales que se desgastan rápidamente.
La separación entre orificios también es importante. Separe los agujeros al menos dos veces el grosor del metal. Los agujeros colocados más cerca pueden deformarse o estirarse al cortar o doblar.
Además, mantenga los orificios alejados de bordes y curvas. Una distancia segura suele ser el doble del grosor del metal más el radio de cualquier curva cercana. Un espaciado adecuado evita grietas, distorsiones y debilitamiento.
Radios de esquina y cortes interiores
Las esquinas internas afiladas provocan tensiones y debilitan las piezas metálicas. A menudo provocan grietas o desgarros, sobre todo al doblarlas. Incluya siempre un pequeño radio en las esquinas internas.
Se recomienda que el radio de las esquinas sea al menos la mitad del grosor del metal. Los radios más grandes distribuyen la tensión uniformemente, lo que aumenta la durabilidad y evita las grietas.
Para los recortes internos, evite las ranuras estrechas o las formas complejas. Ralentizan la producción y suelen provocar distorsiones. Los recortes sencillos, más grandes y con esquinas redondeadas ayudan a mantener la resistencia y precisión de la pieza.
Acceso a herramientas y relieves
El acceso a las herramientas y los cortes en relieve facilitan la fabricación. Los cortes en relieve eliminan pequeñas secciones de metal cerca de las curvas, lo que deja espacio a las herramientas para trabajar. Reducen la tensión y ayudan a que el metal se doble fácilmente sin distorsión.
Coloque los cortes de alivio con cuidado. Colóquelos en esquinas o curvas cerradas donde el metal podría estirarse o amontonarse. Normalmente, los relieves son pequeñas ranuras o agujeros en las intersecciones entre curvas.
Los cortes en relieve evitan que las piezas se deformen o agrieten. También hacen que el plegado sea más rápido, suave y preciso. Prevea siempre una holgura adecuada de la herramienta, sobre todo al diseñar formas complejas.
Características de conformado
formando añade resistencia, funcionalidad o mejoras estéticas a sus piezas de chapa metálica. Un buen diseño de estas características simplifica la fabricación y mejora el rendimiento de las piezas.
Avellanadores y avellanadores
Avellanadores son rebajes en ángulo alrededor de un orificio. Permiten que los tornillos de cabeza plana se asienten a ras de la superficie. Los avellanadores crean un rebaje de fondo plano para tornillos o pernos, permitiendo que sus cabezas queden totalmente empotradas.
Los avellanadores son rápidos y sencillos de crear, ideales para chapas finas. Los avellanadores requieren un material más grueso y un mecanizado más cuidadoso.
Al planificar los avellanados, mantenga el ángulo en torno a los 82 o 90 grados, habituales en los tornillos estándar. Evite los avellanados muy superficiales o profundos que hacen que los tornillos encajen mal.
Para los avellanados, asegúrese de que la superficie inferior es plana y de que el orificio es lo suficientemente profundo para la cabeza del tornillo. Evite materiales finos que no puedan soportar la profundidad necesaria para los avellanados.
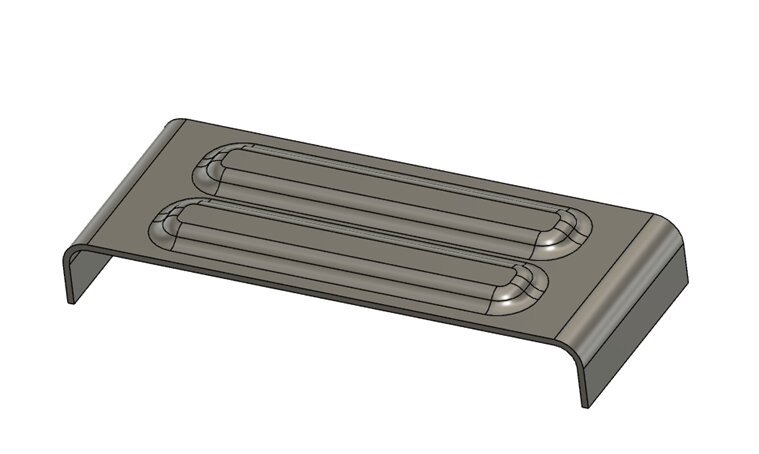
Lanzas y puentes
Las lanzas son cortes que desprenden parcialmente lengüetas metálicas, creando pequeñas secciones elevadas o en ángulo. Fijan cables o sirven de topes o guías en montajes.
Las características de los puentes son similares, pero se crean secciones elevadas con dos cortes paralelos. Estos puentes suelen utilizarse como puntos de apoyo o para tender cables.
Al diseñar las lanzas, deje suficiente metal alrededor de los cortes. La lengüeta debe ser lo suficientemente ancha para resistir la flexión o la rotura durante el uso. Asimismo, evite colocar las lanzas demasiado cerca de bordes o curvas para reducir el riesgo de distorsión.
Para los elementos de puente, asegúrese de que los cortes sean paralelos y tengan bordes redondeados. Evite las esquinas afiladas que crean puntos de tensión y posibles desgarros. Deje espacio suficiente debajo del puente para insertar fácilmente cables o elementos de fijación.
Tolerancias y ajuste
Unas tolerancias adecuadas garantizan que sus piezas encajen bien y funcionen con fiabilidad. Unas tolerancias claras y realistas ayudan a evitar ajustes costosos, retrasos en el montaje y problemas de calidad en el futuro.
Tolerancias dimensionales para el corte por láser
Corte por láser es preciso, pero tiene sus límites. Las tolerancias típicas de las piezas de chapa cortadas por láser oscilan entre ±0,005 pulgadas (0,13 mm) y ±0,010 pulgadas (0,25 mm). Esta tolerancia depende del grosor del metal y de la velocidad de corte.
El metal más fino permite tolerancias más ajustadas, mientras que el material más grueso puede tener más variación. Las velocidades de corte rápidas producen bordes más rugosos y menos precisión, mientras que las velocidades de corte más lentas mejoran la precisión pero aumentan el coste.
Al diseñar las piezas, deje espacio adicional alrededor de las zonas críticas. Los orificios y ranuras deben dejar espacio para pequeñas variaciones de tamaño. Una buena regla es hacer los agujeros 0,25 mm (0,01 pulgadas) más grandes que el tamaño del perno o tornillo.
Tolerancias de curvatura
Doblar metal introduce más variabilidad. Las tolerancias típicas del ángulo de plegado son de ±1 a ±2 grados. Doblar metal más grueso o utilizar equipos de doblado más grandes puede aumentar ligeramente esta tolerancia.
Para controlar estas tolerancias, evite diseños que requieran curvaturas exactas: prevea pequeños ajustes. Incluya ranuras u orificios alargados para facilitar la alineación de las piezas durante el montaje.
Asimismo, limite el número de curvas siempre que sea posible. Cada curva adicional añade incertidumbre, lo que aumenta el riesgo de errores acumulativos.
Planitud y angularidad
La planitud mide cuánto se desvía la superficie del metal de ser perfectamente plana. Las tolerancias de planitud de las chapas cortadas por láser suelen ser de 0,01 pulgadas por pie (0,25 mm por 300 mm). Las chapas más finas se deforman más fácilmente durante el corte, lo que aumenta los problemas de planitud.
La angularidad describe la precisión con la que los bordes se encuentran en los ángulos correctos. La tolerancia de angularidad estándar suele ser de ±1 grado. Las tolerancias de angularidad más estrictas requieren una configuración cuidadosa, máquinas precisas y velocidades de producción más lentas.
Estrategias de diseño rentables
Un diseño eficiente ayuda a ahorrar dinero y a mejorar la fabricación. Mantener un diseño sencillo, práctico y fácil de producir reduce considerablemente los costes.
Reducción del número de piezas
Tener menos piezas en su diseño es una de las mejores formas de reducir costes. Cada pieza adicional requiere más trabajo de corte, plegado, montaje e inspección. Menos piezas simplifican todo el proceso de producción.
Combine varias piezas sencillas en una más compleja para reducir el número de piezas. Por ejemplo, diséñelas como una única pieza doblada en lugar de soldar dos soportes.
La reducción de piezas también simplifica el inventario. Menos piezas significa menos papeleo, menos costes de almacenamiento y tiempos de montaje más rápidos. Busque siempre oportunidades para fusionar piezas o eliminar componentes innecesarios.
Diseño de componentes multiuso
Los componentes multiuso son piezas diseñadas para servir a más de un propósito. Una sola pieza que realiza múltiples funciones simplifica la fabricación y reduce el coste global.
Por ejemplo, un soporte de chapa pueden incluir ranuras o características en relieve que alinean otros componentes durante el montaje. De este modo, se eliminan piezas de alineación o herrajes adicionales.
Piense de forma creativa en cómo sus piezas pueden desempeñar más de una función. Las curvas, ranuras o características cuidadosamente colocadas le permiten combinar tareas, haciendo que sus piezas sean más versátiles.
Minimizar el desperdicio de material
La reducción del desperdicio de material disminuye directamente los costes de producción. Los diseños eficientes encajan perfectamente en la chapa metálica, utilizando la menor cantidad posible de material.
Diseñe piezas que encajen perfectamente al cortarlas de una plancha para minimizar los residuos. Las formas cuadradas o rectangulares encajan bien y generan menos desechos. Las formas complejas o los cortes estrechos suelen generar más residuos.
Además, mantenga un grosor constante en todos sus diseños. Mezclar espesores requiere múltiples configuraciones y desperdicia material. Estandarizar el grosor del metal le permite utilizar las chapas con mayor eficacia.
Conclusión
Un buen diseño de chapa metálica combina ideas claras, una planificación meditada y el conocimiento del comportamiento del metal durante el corte, el plegado y el conformado. Utilizar radios de curvatura, tolerancias, espaciado de orificios y métodos de unión adecuados le ayudará a evitar problemas de producción y a mantener los costes bajo control.
¿Busca un proveedor que entienda estas reglas de diseño y le suministre a tiempo piezas de chapa metálica de alta calidad? Contáctenos hoy mismo para obtener la ayuda de expertos en su próximo proyecto. Hagamos realidad su diseño con rapidez, precisión y rentabilidad.
Hola, soy Kevin Lee

Durante los últimos 10 años, he estado inmerso en diversas formas de fabricación de chapa metálica, compartiendo aquí ideas interesantes de mis experiencias en diversos talleres.
Póngase en contacto
Kevin Lee
Tengo más de diez años de experiencia profesional en la fabricación de chapas metálicas, especializada en corte por láser, plegado, soldadura y técnicas de tratamiento de superficies. Como Director Técnico de Shengen, me comprometo a resolver complejos retos de fabricación y a impulsar la innovación y la calidad en cada proyecto.
Recursos relacionados

Texturización láser de metales: preparación, diseño para la fabricación (DFM) y control de costes

Acero electrogalvanizado: guía de fabricación y selección

