En la fabricación moderna, el aluminio es apreciado por su elevada relación resistencia-peso. Sin embargo, para el fabricante es un metal "temperamental". A diferencia del acero dulce, que es relativamente indulgente, el aluminio tiene una estructura cristalina única que lo hace propenso a la piel de naranja, el gripado y las fracturas catastróficas si se aborda incorrectamente.
Para lograr un doblado perfecto, debe equilibrar tres variables técnicas: el temple de la aleación, el radio de doblado interno y la dirección del grano. Esta guía proporciona los datos prácticos y la lógica física necesarios para eliminar la chatarra, reducir los costes de producción y garantizar la integridad estructural.

Las aleaciones de aluminio y su curvabilidad
En la fabricación de plegado de aluminio, la serie de la aleación define la química, pero el revenido (el estado de dureza) dicta si la pieza sobrevivirá a la prensa plegadora.
5052 vs. 6061: Equilibrio entre resistencia y conformabilidad
- 5052-H32 (el estándar de la industria): Este aluminio aleado con magnesio es el estándar de oro para el doblado de chapas metálicas. El temple H32 (endurecido por deformación y estabilizado) proporciona una excelente ductilidad. Rara vez se agrieta en radios estándar y es ideal para carcasas y soportes electrónicos complejos.
- 6061-T6 (El desafío estructural): El 6061 es muy apreciado por su resistencia estructural, pero en su estado T6 es quebradizo. Intentar doblar el 6061-T6 con un radio estrecho suele provocar su rotura inmediata. Requiere un radio de 3 a 6 veces su grosor o un tratamiento térmico especializado.
Compromisos de ingeniería
- -O (Recocido): El estado más blando, más fácil de doblar, pero carece de rigidez estructural.
- -T4 vs. -T6: Si su diseño requiere una gran resistencia, pero el temple T6 provoca un alto índice de desechos, considere la posibilidad de especificar 6061-T4. Es mucho más conformable que el T6 y se endurece de forma natural con el tiempo, o puede envejecerse artificialmente a T6 después de doblarlo para recuperar toda su resistencia.
Consejo profesional: Comprender el Informe de Pruebas de Molino (MTR) es vital para el aprovisionamiento. El aluminio se endurece de forma natural; el material que ha estado almacenado durante meses mostrará un límite elástico más alto y una resistencia más impredecible. springback que el caldo fresco.
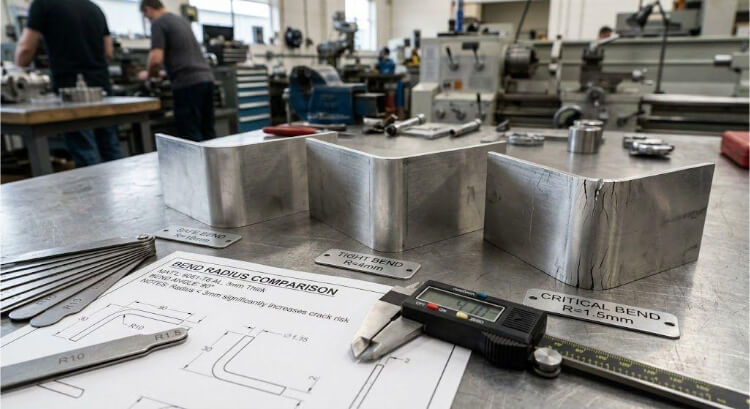
Radio de curvatura mínimo: La física de la prevención de fallos
El error más común en el diseño del aluminio es especificar un radio interno demasiado agudo. Cuando se dobla el aluminio, la superficie exterior se somete a una tensión extrema. Si el radio es demasiado pequeño, los granos de metal se separan, provocando un fallo estructural.
"Piel de naranja" frente a grietas estructurales
Antes de que el aluminio se rompa, la superficie suele desarrollar un aspecto texturado y rugoso conocido como piel de naranja.
- La norma de calidad: Mientras que el "crazing" (ligera textura superficial) es común en aleaciones más duras, se convierte en un fallo si una uña puede engancharse en la grieta. En aplicaciones aeroespaciales o médicas, la piel de naranja es un defecto rechazado porque crea concentradores de tensiones en los que se iniciarán grietas por fatiga bajo vibración operativa.
Referencia técnica: Guía de radios internos mínimos (r)
Para garantizar un doblado correcto sin microfracturas, utilice esta relación R/t (radio/espesor):
| Espesor del material (t) | 5052-H32 Radio mínimo | 6061-T6 Radio mínimo |
|---|---|---|
| 1,0 mm | 1,0 mm | 3,0 mm |
| 2,0 mm | 2,5 mm | 6,0 mm |
| 3,0 mm | 4,0 mm | 10,0 mm |
| 6,0 mm | 9,0 mm | 25,0 mm |
La física de las curvas "cerradas
Nunca diseñe una esquina interna "afilada" para el aluminio. Un punzón afilado actúa como una cuña, iniciando un microdesgarro en el vértice de la curva. Especifique siempre el radio más grande que permita su montaje. Un radio mayor no sólo mejora la integridad estructural, sino que también hace que el springback sea más predecible, lo que se traduce en una mayor consistencia dimensional y menores costes de montaje.
El papel de la dirección del grano en el curvado del aluminio
En la fabricación de chapas metálicas, el aluminio no es un material isótropo (es decir, no se comporta igual en todas las direcciones). Durante el proceso de laminado, el metal se somete a una enorme presión que alarga su estructura cristalina interna a lo largo de la dirección del rodillo. Ignorar esta "dirección del grano" durante la fase de anidado CAD es una de las principales causas de que se produzcan grietas impredecibles.
La física de los límites de grano
Piense en la estructura de las vetas del aluminio como en las vetas de la madera.
- Doblado longitudinal: Si alineamos la línea de doblado paralela a la dirección de laminación, estaremos doblando a lo largo de los límites de estos cristales alargados. La tensión de tracción fuerza a los granos a separarse, actuando casi como una línea de desgarro perforada. Esto aumenta drásticamente la probabilidad de que se produzca una severa piel de naranja o una fractura completa, especialmente en los templados más duros.
- Flexión transversal: Al orientar la línea de doblado perpendicularmente al grano, la tensión de doblado se distribuye a través de las fibras largas del metal en lugar de entre ellas. Esta es la orientación más fuerte posible y permite radios más estrechos sin comprometer la pieza.
El compromiso de los 45 grados para diseños complejos
Los ingenieros se enfrentan con frecuencia a un dilema: ¿qué ocurre si una pieza (como un armario de caja) requiere curvaturas en varias direcciones perpendiculares? No es posible doblar todas las pestañas en sentido transversal.
- La solución: Gire el patrón plano 45 grados con respecto a la veta de la chapa.
- La economía: Aunque anidar las piezas en un ángulo de 45 grados puede reducir ligeramente el rendimiento de la materia prima (cuántas piezas caben en una sola chapa), prácticamente elimina la tasa de desechos asociada a las curvas longitudinales agrietadas. En Shengen, nuestro equipo de ingeniería evalúa cada patrón plano para equilibrar la utilización óptima del material con la fiabilidad estructural, garantizando que no pague por piezas defectuosas.
Gestión del springback y la precisión dimensional
Conseguir un ángulo perfecto de 90 grados en la pantalla es fácil; lograrlo en la prensa plegadora requiere tener en cuenta la memoria elástica del aluminio. Cuando se retira la fuerza de flexión, el material intenta volver a su estado plano original, un fenómeno conocido como recuperación elástica.
El límite elástico del aluminio
El springback se produce porque sólo las superficies exterior e interior de la curva sufren una deformación plástica (permanente). El núcleo del material sigue siendo elástico y "tira" de las bridas hacia atrás una vez que la herramienta se levanta.
- Dado que el aluminio tiene un módulo de elasticidad inferior al del acero, presenta un springback significativamente mayor.
- Variación de Temper: Una pieza blanda 5052-H32 puede retroceder sólo de 2 a 4 grados. Una pieza rígida 6061-T6 puede retroceder 10 grados o más.
Estrategias de compensación en la producción
Para conseguir precisión dimensional, los fabricantes deben sobrecurvar la pieza intencionadamente. Por ejemplo, la prensa plegadora puede programarse para empujar una pestaña a 85 grados, de modo que se relaje exactamente a 90 grados.
- Flexión por aire: El método estándar de la industria para el aluminio. Como la chapa sólo entra en contacto con la punta del punzón y los dos hombros de la matriz en V, el operario (o el sistema CNC) puede ajustar fácilmente la profundidad del punzón para compensar las variaciones del springback sin cambiar el utillaje físico.
- El coste oculto de la incoherencia: El springback fluctúa debido a ligeras variaciones en el grosor y la dureza del material en diferentes lotes de fresado. Ajustar constantemente la plegadora para "perseguir" el ángulo correcto reduce la eficacia de la producción y aumenta los costes de preparación. Al mantener una estricta trazabilidad de los lotes de material y utilizar plegadoras CNC de última generación, Shengen fija las variables correctas de factor K y springback con antelación, garantizando que la milésima pieza sea tan precisa como la primera.
Consideraciones especiales para el curvado de 6061-T6
El aluminio es mucho más blando que el acero templado utilizado en las herramientas de las prensas plegadoras. Esta diferencia física introduce dos grandes riesgos de fabricación: daños superficiales y el temido efecto "galling".
La física de la corrosión y los fallos de anodizado
Cuando el aluminio desnudo roza contra una matriz en V de acero con un tonelaje elevado, la fricción puede provocar "gripado", un proceso en el que partículas microscópicas de aluminio se desprenden y se sueldan en frío a la herramienta de acero.
- La norma de calidad: Si la herramienta no está pulida o protegida, esta acumulación producirá arañazos profundos en todas las piezas posteriores. Aunque un arañazo puede parecer un problema estético menor, es un defecto crítico para las piezas que requieren acabados secundarios. Durante el proceso de anodizado, estos microarañazos atrapan soluciones ácidas, que más tarde se derraman y crean rayas negras permanentes o fallos localizados del revestimiento.
- La solución y la rentabilidad: Para evitarlo, los fabricantes utilizan herramientas "No-Mar". La colocación de una película de uretano de alta resistencia sobre la matriz en V actúa como una barrera elástica, evitando el contacto de metal con metal. En Shengen, utilizamos herramientas pulidas con precisión y películas protectoras de uretano como norma para todas las piezas estéticas de aluminio. Esto elimina la necesidad de un costoso pulido manual secundario, reduciendo directamente el coste por pieza.
El dilema del 6061-T6: el recocido localizado
Cuando un diseño requiere estrictamente 6061-T6 para la integridad estructural, pero también exige un estrecho Radio de doblaje que supera los límites del material, los fabricantes deben manipular la física del metal mediante un recocido localizado.
- El proceso: Los operarios utilizan un crayón especializado que indica la temperatura o el "método del hollín" (aplicar hollín de acetileno y calentarlo hasta que se queme a unos 400°C). Esto altera temporalmente la estructura cristalina en la línea de doblado, haciéndola muy dúctil.
- El compromiso de la ingeniería: Aunque el calentamiento localizado resuelve el problema del doblado, reduce permanentemente el revenido en esa zona específica a un estado "O" (recocido). Si esa curva es un punto de carga en el ensamblaje, los ingenieros deben tener en cuenta esta pérdida localizada de límite elástico o especificar un proceso de envejecimiento artificial posterior a la soldadura para restaurar las propiedades T6.
Diseño para la fabricación (DFM) Consejos para curvar aluminio
Una pieza que parece perfecta en un entorno CAD 3D puede convertirse fácilmente en costosa chatarra en el taller si se ignoran las interferencias geométricas. Cuando el aluminio se dobla, el material de la parte exterior del eje neutro se estira y fluye. Si las características de su diseño están demasiado cerca de este movimiento, se distorsionarán.
Regla 2t para la colocación de los orificios
Colocar un orificio o una ranura demasiado cerca de una línea de doblado es la principal causa de fallos en el ensamblaje. A medida que el metal se estira, el orificio adopta forma de "huevo".
- La física del fracaso: Si un orificio se encuentra dentro de la zona de deformación, el esfuerzo de flexión se concentra en el borde del orificio, provocando que el material ceda de forma desigual. Esto no sólo distorsiona el agujero, sino que debilita toda la curva.
- La norma DFM: Mantenga siempre el borde de cualquier orificio a una distancia de al menos 2 veces el grosor del material (2t) del inicio del radio de curvatura. Para componentes aeroespaciales de alta precisión, a menudo recomendamos 3t para garantizar una estabilidad dimensional absoluta y evitar el abombamiento lateral del material.
Alivios de curvatura para bridas
Si se dobla una brida en el centro de una pieza (en lugar de en toda la anchura), las esquinas en las que comienza el doblado se desgarrarán debido a la inmensa tensión de cizallamiento.
- La solución: Diseñe un relieve en el pliegue: una pequeña muesca cortada en el patrón plano en los extremos de la línea de pliegue. La anchura del relieve debe ser al menos igual al grosor del material y extenderse ligeramente más allá del radio de curvatura. Esto aísla las fuerzas de estiramiento, permitiendo que el metal se doble limpiamente.
La economía de la normalización
La estandarización de los radios de curvatura en un mismo proyecto no sólo mejora la calidad, sino que reduce el tiempo de preparación. Si todas las bridas de su chasis utilizan un radio interno de 3 mm, el operario de la plegadora sólo tendrá que configurar una combinación de punzón y matriz. Al reducir el número de cambios de herramienta, se reduce drásticamente el tiempo de inactividad de la máquina, lo que se traduce en plazos de entrega más rápidos y menores costes de fabricación.
Nota final de Shengen
En Shengen, combinamos estos principios de ingeniería con más de una década de experiencia práctica en prototipado rápido y producción en serie. Si necesita ayuda para seleccionar la aleación adecuada u optimizar su CAD para la prensa plegadora, nuestro equipo está aquí para garantizar que su proyecto se entregue a tiempo y dentro de las especificaciones.
¿Tiene problemas con el aluminio agrietado o un springback impredecible? > No deje que un mal doblado arruine su producción. En Shengen, nuestros ingenieros revisan todos los radios, la dirección del grano y el temple de la aleación antes del primer golpe en la prensa plegadora.
Cargue sus archivos CAD hoy mismo para una revisión gratuita de DFM y obtenga un presupuesto rápido en 24 horas. Construyámoslo bien a la primera.
Hola, soy Kevin Lee

Durante los últimos 10 años, he estado inmerso en diversas formas de fabricación de chapa metálica, compartiendo aquí ideas interesantes de mis experiencias en diversos talleres.
Póngase en contacto
Kevin Lee
Tengo más de diez años de experiencia profesional en la fabricación de chapas metálicas, especializada en corte por láser, plegado, soldadura y técnicas de tratamiento de superficies. Como Director Técnico de Shengen, me comprometo a resolver complejos retos de fabricación y a impulsar la innovación y la calidad en cada proyecto.
Recursos relacionados

Mecanizado de filetes: Qué determina el coste y la calidad de las piezas

Acero inoxidable antihuellas: cómo funciona y cómo elegirlo

OEM vs. Fabricación por contrato: Cómo elegir el modelo adecuado para su proyecto
