W nowoczesnej produkcji aluminium jest cenione za wysoki stosunek wytrzymałości do masy. Jednak dla producenta jest to metal "temperamentny". W przeciwieństwie do stali miękkiej, która jest stosunkowo delikatna, aluminium ma unikalną strukturę krystaliczną, która sprawia, że jest podatne na łuszczenie się pomarańczy, zacieranie i katastrofalne pęknięcia, jeśli podejdzie się do niego nieprawidłowo.
Aby uzyskać idealne gięcie, należy zrównoważyć trzy zmienne techniczne: temperaturę stopu, wewnętrzny promień gięcia i kierunek ziarna. Niniejszy przewodnik zawiera praktyczne dane i fizyczną logikę wymaganą do wyeliminowania złomu, zmniejszenia kosztów produkcji i zapewnienia integralności strukturalnej.

Zrozumienie stopów aluminium i ich podatności na zginanie
W przypadku gięcia aluminium, seria stopu definiuje chemię, ale temperament (stan twardości) decyduje o tym, czy część przetrwa prasę krawędziową.
5052 vs. 6061: Równoważenie wytrzymałości i odkształcalności
- 5052-H32 (standard branżowy): To aluminium ze stopu magnezu jest złotym standardem w gięciu blach. Odpuszczanie H32 (hartowane i stabilizowane) zapewnia doskonałą plastyczność. Rzadko pęka przy standardowych promieniach i jest idealny do złożonych obudów i wsporników elektronicznych.
- 6061-T6 (The Structural Challenge): Materiał 6061 jest bardzo poszukiwany ze względu na swoją wytrzymałość strukturalną, ale w stanie T6 jest kruchy. Próba wykonania gięcia o małym promieniu na stali 6061-T6 często prowadzi do natychmiastowego pęknięcia. Wymaga promienia 3 do 6 razy większego od grubości lub specjalistycznej obróbki cieplnej.
Kompromisy inżynieryjne
- -O (wyżarzony): Najbardziej miękki stan, najłatwiejszy do zginania, ale brakuje mu sztywności strukturalnej.
- -T4 vs. -T6: Jeśli projekt wymaga wysokiej wytrzymałości, ale temperatura T6 powoduje wysoki wskaźnik odpadów, należy rozważyć zastosowanie stali 6061-T4. Jest on znacznie bardziej podatny na formowanie niż T6 i z czasem ulega naturalnemu starzeniu lub może być sztucznie starzony do T6 po gięciu w celu przywrócenia pełnej wytrzymałości.
Pro Tip: Zrozumienie raportu z testów walcowniczych (MTR) ma kluczowe znaczenie dla zaopatrzenia. Aluminium naturalnie twardnieje z wiekiem; materiał, który leżał w magazynie przez miesiące, będzie wykazywał wyższą granicę plastyczności i bardziej nieprzewidywalne właściwości. odskocznia niż świeży wywar.
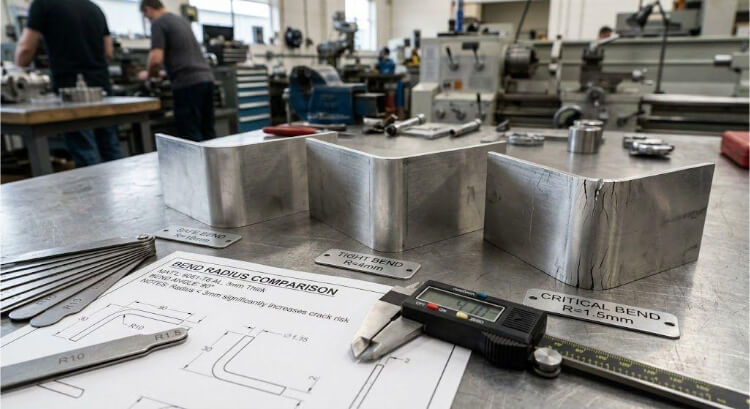
Minimalny promień gięcia: Fizyka zapobiegania awariom
Najczęstszym błędem w projektowaniu aluminium jest określenie zbyt ostrego promienia wewnętrznego. Gdy aluminium jest gięte, zewnętrzna powierzchnia jest poddawana ekstremalnym naprężeniom. Jeśli promień jest zbyt mały, ziarna metalu oddzielają się, co prowadzi do uszkodzenia konstrukcji.
"Pomarańczowa skórka" a pęknięcia strukturalne
Przed zatrzaśnięciem aluminium na powierzchni często pojawia się teksturowany, szorstki wygląd znany jako skórka pomarańczowa.
- Standard jakości: Podczas gdy "spękania" (lekkie teksturowanie powierzchni) są powszechne w twardszych stopach, stają się one wadą, jeśli paznokieć może złapać się w pęknięcie. W zastosowaniach lotniczych i medycznych, pomarańczowa skórka jest wadą odrzucaną, ponieważ tworzy koncentratory naprężeń, w których pod wpływem wibracji powstają pęknięcia zmęczeniowe.
Informacje techniczne: Przewodnik po minimalnym promieniu wewnętrznym (r)
Aby zapewnić udane gięcie bez mikropęknięć, należy użyć tego stosunku R/t (promień do grubości):
| Grubość materiału (t) | 5052-H32 Promień min. | 6061-T6 Promień min. |
|---|---|---|
| 1,0 mm | 1,0 mm | 3,0 mm |
| 2,0 mm | 2,5 mm | 6,0 mm |
| 3,0 mm | 4,0 mm | 10,0 mm |
| 6,0 mm | 9,0 mm | 25,0 mm |
Fizyka "ostrych" zakrętów
Nigdy nie projektuj "ostrego" narożnika wewnętrznego dla aluminium. Ostry stempel działa jak klin, inicjując mikro-rozerwanie w wierzchołku zagięcia. Zawsze należy określać największy dopuszczalny promień. Większy promień nie tylko poprawia integralność strukturalną, ale także sprawia, że sprężynowanie jest bardziej przewidywalne, co prowadzi do większej spójności wymiarowej i niższych kosztów konfiguracji.
Rola kierunku ziarna w gięciu aluminium
W produkcji blach, aluminium nie jest materiałem izotropowym (co oznacza, że nie zachowuje się tak samo we wszystkich kierunkach). Podczas procesu walcowania metal poddawany jest ogromnemu naciskowi, który wydłuża jego wewnętrzną strukturę krystaliczną wzdłuż kierunku walcowania. Ignorowanie tego "kierunku ziarna" podczas fazy zagnieżdżania CAD jest główną przyczyną nieprzewidywalnych pęknięć.
Fizyka granic ziaren
Pomyśl o strukturze słojów aluminium jak o słojach w kawałku drewna.
- Gięcie wzdłuż włókien (wzdłużne): Jeśli ustawisz linię gięcia równolegle do kierunku walcowania, zginasz wzdłuż granic tych wydłużonych kryształów. Naprężenie rozciągające rozdziela ziarna, działając prawie jak perforowana linia łez. Drastycznie zwiększa to prawdopodobieństwo poważnego łuszczenia się pomarańczy lub całkowitego pęknięcia, szczególnie w przypadku twardszych materiałów.
- Gięcie w poprzek ziarna (poprzeczne): Dzięki ustawieniu linii gięcia prostopadle do ziarna, naprężenie zginające rozkłada się na długie włókna metalu, a nie między nimi. Jest to najmocniejsza możliwa orientacja i pozwala na ciaśniejsze promienie bez uszczerbku dla części.
Kompromis 45 stopni dla złożonych układów
Inżynierowie często stają przed dylematem: co zrobić, jeśli część (taka jak obudowa skrzynkowa) wymaga zgięć w wielu prostopadłych kierunkach? Nie można zginać w poprzek włókien dla każdego kołnierza.
- Rozwiązanie: Obróć płaski układ wzoru o 45 stopni względem włókien arkusza.
- Ekonomia: Podczas gdy zagnieżdżanie części pod kątem 45 stopni może nieznacznie zmniejszyć wydajność surowca (ile części mieści się na jednym arkuszu), praktycznie eliminuje ilość odpadów związanych z pękniętymi zagięciami wzdłużnymi. W Shengen nasz zespół inżynierów ocenia każdy płaski wzór, aby zrównoważyć optymalne wykorzystanie materiału z niezawodnością strukturalną, zapewniając, że nie płacisz za uszkodzone części.
Zarządzanie sprężynowaniem i dokładnością wymiarową
Osiągnięcie idealnego kąta 90 stopni na ekranie jest łatwe; osiągnięcie go na prasie krawędziowej wymaga uwzględnienia elastycznej pamięci aluminium. Po usunięciu siły zginającej materiał będzie próbował powrócić do swojego pierwotnego płaskiego stanu - zjawisko to znane jest jako sprężynowanie.
Granica sprężystości aluminium
Sprężynowanie występuje, ponieważ tylko zewnętrzna i wewnętrzna powierzchnia zagięcia ulega plastycznemu (trwałemu) odkształceniu. Rdzeń materiału pozostaje elastyczny i "ciągnie" kołnierze do tyłu po podniesieniu narzędzia.
- Ponieważ aluminium ma niższy moduł sprężystości niż stal, wykazuje znacznie większe sprężynowanie.
- Odchylenie temperatury: Miękka część 5052-H32 może odskoczyć tylko o 2 do 4 stopni. Sztywna część 6061-T6 może cofnąć się o 10 stopni lub więcej.
Strategie wynagrodzeń w produkcji
Aby osiągnąć dokładność wymiarową, producenci muszą celowo nadmiernie wygiąć część. Na przykład, prasa krawędziowa może być zaprogramowana tak, aby docisnąć kołnierz do 85 stopni, tak aby rozluźnił się dokładnie do 90 stopni.
- Gięcie pneumatyczne: Standardowa metoda dla aluminium. Ponieważ blacha styka się tylko z końcówką stempla i dwoma ramionami matrycy V-die, operator (lub system CNC) może łatwo dostosować głębokość stempla, aby skompensować zmienne sprężynowanie bez zmiany fizycznego oprzyrządowania.
- Ukryty koszt niespójności: Sprężynowanie zmienia się z powodu niewielkich różnic w grubości i twardości materiału w różnych partiach walcarki. Ciągłe dostosowywanie prasy krawędziowej w celu uzyskania prawidłowego kąta zmniejsza wydajność produkcji i zwiększa koszty konfiguracji. Utrzymując ścisłą identyfikowalność partii materiału i wykorzystując najnowocześniejsze prasy krawędziowe CNC, Shengen wcześnie blokuje prawidłowy współczynnik K i zmienne sprężynowania, zapewniając, że tysięczna część jest tak samo dokładna jak pierwsza.
Uwagi specjalne dotyczące gięcia 6061-T6
Aluminium jest znacznie bardziej miękkie niż hartowana stal stosowana w narzędziach do pras krawędziowych. Ta fizyczna różnica wprowadza dwa główne zagrożenia produkcyjne: uszkodzenie powierzchni i przerażający efekt "zatarcia".
Fizyka korozji galwanicznej i awarii anodowania
Gdy nieosłonięte aluminium ociera się o stalową matrycę V pod dużym obciążeniem, tarcie może powodować "zacieranie" - proces, w którym mikroskopijne cząsteczki aluminium odrywają się i zgrzewają na zimno ze stalowym narzędziem.
- Standard jakości: Jeśli narzędzie nie zostanie wypolerowane lub zabezpieczone, nagromadzenie to spowoduje głębokie rysy na każdej kolejnej części. Chociaż rysa może wydawać się drobnym defektem kosmetycznym, jest to krytyczna wada dla części wymagających dodatkowego wykończenia. Podczas procesu anodowania te mikrozarysowania zatrzymują kwaśne roztwory, które później wypływają i tworzą trwałe czarne smugi lub miejscowe uszkodzenia powłoki.
- Rozwiązanie i efektywność kosztowa: Aby temu zapobiec, producenci stosują narzędzia "No-Mar". Umieszczenie wytrzymałej folii uretanowej na matrycy V działa jak elastyczna bariera, zapobiegając kontaktowi metalu z metalem. W Shengen wykorzystujemy precyzyjnie polerowane oprzyrządowanie i ochronne folie uretanowe jako standard dla wszystkich estetycznych części aluminiowych. Eliminuje to potrzebę kosztownego wtórnego ręcznego polerowania, bezpośrednio zmniejszając koszt części.
Dylemat 6061-T6: miejscowe wyżarzanie
Gdy projekt ściśle wymaga 6061-T6 dla integralności strukturalnej, ale także wymaga ścisłej promień zgięcia które przekraczają ograniczenia materiału, producenci muszą manipulować fizyką metalu poprzez miejscowe wyżarzanie.
- Proces: Operatorzy używają specjalistycznej kredki wskazującej temperaturę lub "metody sadzy" (nakładanie sadzy acetylenowej i podgrzewanie do momentu jej wypalenia w temperaturze około 400°C). Powoduje to tymczasową zmianę struktury krystalicznej na linii gięcia, czyniąc ją wysoce plastyczną.
- Kompromis inżynieryjny: Podczas gdy miejscowe podgrzewanie rozwiązuje problem zginania, trwale obniża temperaturę w tej konkretnej strefie do stanu "O" (wyżarzonego). Jeśli to zgięcie jest punktem nośnym w zespole, inżynierowie muszą wziąć pod uwagę tę miejscową utratę granicy plastyczności lub określić proces sztucznego starzenia po spawaniu, aby przywrócić właściwości T6.
Projektowanie dla produkcji (DFM) Wskazówki dotyczące gięcia aluminium
Część, która wygląda idealnie w środowisku 3D CAD, może łatwo zamienić się w kosztowny złom na hali produkcyjnej, jeśli zignoruje się zakłócenia geometryczne. Gdy aluminium się wygina, materiał na zewnątrz osi neutralnej rozciąga się i płynie. Jeśli elementy projektu znajdują się zbyt blisko tego ruchu, ulegną zniekształceniu.
Reguła 2t dla rozmieszczania otworów
Umieszczenie otworu lub szczeliny zbyt blisko linii gięcia jest główną przyczyną awarii montażowych. Gdy metal się rozciąga, otwór przybiera kształt "jajka".
- Fizyka porażki: Jeśli otwór znajduje się w strefie odkształcenia, naprężenie zginające koncentruje się na krawędzi otworu, powodując nierównomierne uginanie się materiału. Powoduje to nie tylko zniekształcenie otworu, ale także osłabienie całego zgięcia.
- Standard DFM: Zawsze należy utrzymywać krawędź otworu w odległości co najmniej 2-krotności grubości materiału (2t) od początku promienia gięcia. W przypadku wysoce precyzyjnych komponentów lotniczych często zalecamy 3t, aby zapewnić absolutną stabilność wymiarową i zapobiec bocznemu wybrzuszeniu materiału.
Odciążenia zginania dla kołnierzy
W przypadku gięcia kołnierza w środku części (a nie na całej szerokości), narożniki, w których rozpoczyna się gięcie, ulegną rozerwaniu z powodu ogromnych naprężeń ścinających.
- Poprawka: Zaprojektuj relief gięcia - małe wycięcie w płaskim wzorze na końcach linii gięcia. Szerokość odciążenia powinna być co najmniej równa grubości materiału i sięgać nieco poza promień gięcia. Izoluje to siły rozciągające, umożliwiając czyste zagięcie metalu.
Ekonomia standaryzacji
Standaryzacja promieni gięcia w ramach jednego projektu nie tylko poprawia jakość, ale także skraca czas konfiguracji. Jeśli każdy kołnierz na podwoziu wykorzystuje promień wewnętrzny 3 mm, operator prasy krawędziowej musi ustawić tylko jedną kombinację stempla i matrycy. Zmniejszając liczbę wymian narzędzi, drastycznie skraca się czas przestoju maszyny, co prowadzi do skrócenia czasu realizacji i obniżenia kosztów produkcji.
Uwaga końcowa od Shengen
W Shengen łączymy te zasady inżynierii z ponad dziesięcioletnim praktycznym doświadczeniem w szybkim prototypowaniu i masowej produkcji. Niezależnie od tego, czy potrzebujesz pomocy w wyborze odpowiedniego stopu, czy optymalizacji CAD dla prasy krawędziowej, nasz zespół jest tutaj, aby zapewnić, że Twój projekt zostanie dostarczony na czas i zgodnie ze specyfikacją.
Zmagasz się z pękniętym aluminium lub nieprzewidywalnym sprężynowaniem? > Nie pozwól, aby złe gięcie zrujnowało Twoją produkcję. W Shengen nasi inżynierowie sprawdzają każdy promień, kierunek ziarna i temperament stopu przed pierwszym uderzeniem w prasę krawędziową.
Prześlij swoje pliki CAD już dziś aby uzyskać bezpłatną analizę DFM i szybką wycenę w ciągu 24 godzin. Zbudujmy to dobrze za pierwszym razem.
Hej, jestem Kevin Lee

Przez ostatnie 10 lat byłem zanurzony w różnych formach produkcji blach, dzieląc się tutaj fajnymi spostrzeżeniami z moich doświadczeń w różnych warsztatach.
Skontaktuj się z nami
Kevin Lee
Mam ponad dziesięcioletnie doświadczenie zawodowe w produkcji blach, specjalizując się w cięciu laserowym, gięciu, spawaniu i technikach obróbki powierzchni. Jako dyrektor techniczny w Shengen, jestem zaangażowany w rozwiązywanie złożonych wyzwań produkcyjnych i napędzanie innowacji i jakości w każdym projekcie.
Powiązane zasoby

Teksturowanie laserowe metali: przygotowanie, projektowanie pod kątem produkcji (DFM) i kontrola kosztów

Stal ocynkowana elektrolitycznie: Przewodnik po obróbce i doborze

