In der modernen Fertigung wird Aluminium wegen seines guten Verhältnisses von Festigkeit zu Gewicht geschätzt. Für einen Verarbeiter ist es jedoch ein "temperamentvolles" Metall. Im Gegensatz zu Baustahl, der relativ unempfindlich ist, hat Aluminium eine einzigartige kristalline Struktur, die bei unsachgemäßer Behandlung zu Orangenhaut, Abrieb und katastrophalen Brüchen führt.
Um eine perfekte Biegung zu erreichen, müssen Sie drei technische Variablen ausgleichen: den Härtegrad der Legierung, den inneren Biegeradius und die Faserrichtung. Dieser Leitfaden enthält die praktischen Daten und die physikalische Logik, die erforderlich sind, um Ausschuss zu vermeiden, die Produktionskosten zu senken und die strukturelle Integrität zu gewährleisten.

Verständnis von Aluminiumlegierungen und ihrer Biegsamkeit
Bei der Herstellung von Aluminiumbiegeteilen bestimmt die Legierungsserie die chemische Zusammensetzung, aber der Härtezustand entscheidet darüber, ob das Teil die Abkantpresse übersteht.
5052 vs. 6061: Gleichgewicht zwischen Festigkeit und Umformbarkeit
- 5052-H32 (der Industriestandard): Dieses magnesiumlegierte Aluminium ist der Goldstandard für das Biegen von Blechen. Der H32-Zustand (kaltverfestigt und stabilisiert) bietet eine hervorragende Duktilität. Es reißt selten unter Standardradien und ist ideal für komplexe Elektronikgehäuse und Halterungen.
- 6061-T6 (Die strukturelle Herausforderung): 6061 ist wegen seiner strukturellen Festigkeit sehr begehrt, aber in seinem T6-Zustand ist es spröde. Der Versuch, 6061-T6 mit einem engen Radius zu biegen, führt oft zum sofortigen Bruch. Der Radius muss das 3- bis 6-fache der Dicke betragen oder es ist eine spezielle Wärmebehandlung erforderlich.
Technische Abwägungen
- -O (Geglüht): Der weichste Zustand, der sich am leichtesten biegen lässt, aber keine strukturelle Steifigkeit aufweist.
- -T4 vs. -T6: Wenn Ihre Konstruktion eine hohe Festigkeit erfordert, der T6-Zustand jedoch zu hohen Ausschussraten führt, sollten Sie 6061-T4 in Betracht ziehen. Es ist wesentlich besser formbar als T6 und wird im Laufe der Zeit auf natürliche Weise aushärten oder kann nach dem Biegen künstlich auf T6 gealtert werden, um die volle Festigkeit wiederherzustellen.
Profi-Tipp: Für die Beschaffung ist es wichtig, den Mill Test Report (MTR) zu verstehen. Aluminium altert auf natürliche Weise; Material, das monatelang in einem Lagerhaus gelegen hat, weist eine höhere Streckgrenze und unvorhersehbarere Rückfederung als frische Brühe.
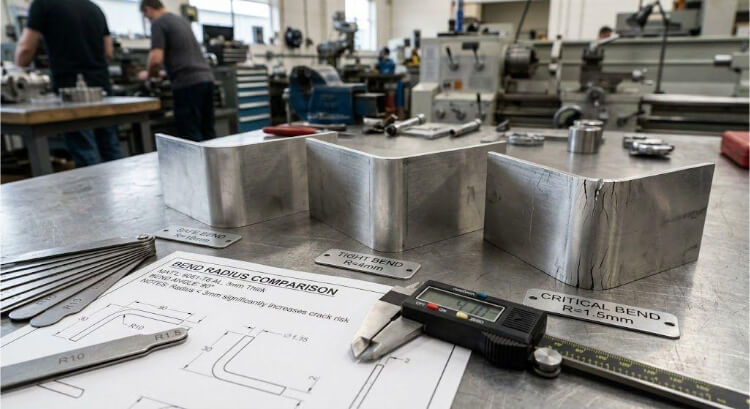
Minimaler Biegeradius: Die Physik der Fehlervermeidung
Der häufigste Fehler bei der Konstruktion von Aluminium ist die Angabe eines zu scharfen Innenradius. Wenn Aluminium gebogen wird, steht die Außenfläche unter extremer Spannung. Wenn der Radius zu klein ist, trennen sich die Metallkörner, was zu strukturellem Versagen führt.
"Orangenhaut" vs. strukturelle Risse
Bevor Aluminium bricht, entwickelt die Oberfläche oft ein strukturiertes, raues Aussehen, das als Orangenhaut bekannt ist.
- Der Qualitätsstandard: Während "Crazing" (leichte Oberflächenstrukturierung) bei härteren Legierungen üblich ist, wird es zu einem Fehler, wenn ein Fingernagel im Riss stecken bleiben kann. Bei Anwendungen in der Luft- und Raumfahrt oder in der Medizintechnik ist Orangenhaut ein beanstandeter Fehler, weil sie Spannungskonzentratoren erzeugt, in denen bei Betriebsvibrationen Ermüdungsrisse entstehen.
Technische Referenz: Leitfaden zum Mindestinnenradius (r)
Um eine erfolgreiche Biegung ohne Mikrobrüche zu gewährleisten, verwenden Sie dieses R/t-Verhältnis (Radius zu Dicke):
| Materialdicke (t) | 5052-H32 Minimaler Radius | 6061-T6 Minimaler Radius |
|---|---|---|
| 1,0 mm | 1,0 mm | 3,0 mm |
| 2,0 mm | 2,5 mm | 6,0 mm |
| 3,0 mm | 4,0 mm | 10,0 mm |
| 6,0 mm | 9,0 mm | 25,0 mm |
Die Physik der "scharfen" Biegungen
Entwerfen Sie niemals eine "scharfe" Innenecke für Aluminium. Ein scharfer Stempel wirkt wie ein Keil und löst einen Mikroriss am Scheitelpunkt der Biegung aus. Geben Sie immer den größten Radius an, den Ihre Baugruppe zulässt. Ein größerer Radius verbessert nicht nur die strukturelle Integrität, sondern macht auch die Rückfederung vorhersehbarer, was zu einer höheren Maßkonstanz und niedrigeren Einrichtungskosten führt.
Die Rolle der Faserverlaufsrichtung beim Biegen von Aluminium
Bei der Herstellung von Blechen ist Aluminium kein isotropes Material (d. h. es verhält sich nicht in allen Richtungen gleich). Während des Walzprozesses wird das Metall einem immensen Druck ausgesetzt, der seine innere kristalline Struktur entlang der Walzrichtung ausdehnt. Die Nichtbeachtung dieser "Faserrichtung" während der CAD-Nesting-Phase ist eine der Hauptursachen für unvorhersehbare Rissbildung.
Die Physik der Korngrenzen
Stellen Sie sich die Maserungsstruktur von Aluminium wie die Maserung eines Holzes vor.
- Biegen mit der Faser (in Längsrichtung): Wenn Sie Ihre Biegelinie parallel zur Walzrichtung ausrichten, biegen Sie entlang der Grenzen dieser länglichen Kristalle. Die Zugspannung drückt die Körner auseinander und wirkt fast wie eine perforierte Reißlinie. Dadurch erhöht sich die Wahrscheinlichkeit eines starken Orangenschalens oder eines vollständigen Bruchs drastisch, insbesondere bei härteren Temperamenten.
- Biegen quer zur Faser (transversal): Durch die Ausrichtung der Biegelinie senkrecht zum Faserverlauf wird die Biegespannung über die langen Fasern des Metalls verteilt und nicht zwischen ihnen. Dies ist die stärkstmögliche Ausrichtung und ermöglicht engere Radien ohne Beeinträchtigung des Teils.
Der 45-Grad-Kompromiss für komplexe Layouts
Ingenieure stehen häufig vor einem Dilemma: Was ist, wenn ein Teil (z. B. ein Kastengehäuse) in mehrere senkrechte Richtungen gebogen werden muss? Man kann nicht jeden Flansch quer zur Faser biegen.
- Die Lösung: Drehen Sie das flache Musterlayout um 45 Grad in Bezug auf die Maserung der Platte.
- Die Wirtschaft: Die Verschachtelung von Teilen in einem 45-Grad-Winkel kann zwar die Rohmaterialausbeute (wie viele Teile auf ein einziges Blech passen) etwas verringern, aber die Ausschussrate, die mit gerissenen Längsbiegungen verbunden ist, wird dadurch praktisch eliminiert. Bei Shengen bewertet unser Ingenieurteam jedes flache Muster, um ein Gleichgewicht zwischen optimaler Materialausnutzung und struktureller Zuverlässigkeit herzustellen, damit Sie nicht für fehlerhafte Teile bezahlen müssen.
Handhabung von Rückfederung und Maßgenauigkeit
Das Erreichen eines perfekten 90-Grad-Winkels auf dem Bildschirm ist einfach; auf der Abkantpresse muss das elastische Gedächtnis von Aluminium berücksichtigt werden. Wenn die Biegekraft aufgehoben wird, versucht das Material, in seinen ursprünglichen flachen Zustand zurückzukehren - ein Phänomen, das als Rückfederung bekannt ist.
Die Elastizitätsgrenze von Aluminium
Rückfederung tritt auf, weil nur die Außen- und Innenflächen der Biegung plastisch (dauerhaft) verformt werden. Der Kern des Materials bleibt elastisch und "zieht" die Flansche zurück, sobald sich das Werkzeug hebt.
- Da Aluminium einen geringeren Elastizitätsmodul als Stahl hat, ist die Rückfederung deutlich höher.
- Mäßige Abweichung: Ein weiches 5052-H32-Teil federt vielleicht nur 2 bis 4 Grad zurück. Ein starres 6061-T6-Teil kann um 10 Grad oder mehr zurückfedern.
Kompensationsstrategien in der Produktion
Um Maßgenauigkeit zu erreichen, müssen die Hersteller das Teil absichtlich überbiegen. Die Abkantpresse könnte beispielsweise so programmiert sein, dass sie einen Flansch auf 85 Grad drückt, damit er sich genau auf 90 Grad entspannt.
- Air Bending: Die branchenübliche Methode für Aluminium. Da das Blech nur mit der Stempelspitze und den beiden Schultern der V-Matrize in Berührung kommt, kann der Bediener (oder das CNC-System) die Stempeltiefe leicht anpassen, um eine unterschiedliche Rückfederung auszugleichen, ohne das physische Werkzeug zu ändern.
- Die versteckten Kosten der Inkonsequenz: Die Rückfederung schwankt aufgrund geringfügiger Schwankungen in der Materialstärke und -härte zwischen verschiedenen Walzwerkschargen. Das ständige Nachstellen der Abkantpresse, um den richtigen Winkel zu finden, verringert die Produktionseffizienz und erhöht die Rüstkosten. Durch die strikte Rückverfolgbarkeit der Materialchargen und den Einsatz modernster CNC-Abkantpressen stellt Shengen den korrekten K-Faktor und die Rückfederungsvariablen frühzeitig ein und gewährleistet, dass das tausendste Teil genauso genau ist wie das erste.
Besondere Überlegungen zum Biegen von 6061-T6
Aluminium ist wesentlich weicher als der gehärtete Stahl, der für Abkantwerkzeuge verwendet wird. Dieser physikalische Unterschied birgt zwei große Fertigungsrisiken: Oberflächenbeschädigungen und den gefürchteten "Fress-Effekt".
Die Physik des Abbeizens und der Eloxalversagens
Wenn blankes Aluminium unter hoher Tonnage an einer V-Matrize aus Stahl reibt, kann die Reibung zu Abrieb führen - ein Prozess, bei dem mikroskopisch kleine Aluminiumpartikel abgeschert und mit dem Stahlwerkzeug kalt verschweißt werden.
- Der Qualitätsstandard: Wenn das Werkzeug nicht poliert oder geschützt wird, hinterlässt diese Anhäufung tiefe Kratzer in jedem nachfolgenden Teil. Während ein Kratzer wie ein kleines kosmetisches Problem erscheinen mag, ist er ein kritischer Fehler für Teile, die eine sekundäre Oberflächenbehandlung erfordern. Während des Eloxiervorgangs fangen diese Mikrokratzer saure Lösungen ein, die später ausbluten und dauerhafte schwarze Schlieren oder örtliche Beschichtungsfehler verursachen.
- Die Lösung & Kosteneffizienz: Um dies zu verhindern, verwenden die Hersteller "No-Mar"-Werkzeuge. Dabei wird eine hochbelastbare Urethanfolie über die V-Matrize gelegt, die wie eine elastische Barriere wirkt und den Kontakt von Metall auf Metall verhindert. Bei Shengen verwenden wir standardmäßig präzisionspolierte Werkzeuge und Urethan-Schutzfolien für alle ästhetischen Aluminiumteile. Dadurch entfällt die Notwendigkeit eines teuren manuellen Nachpolierens, was die Kosten pro Teil direkt reduziert.
Das 6061-T6-Dilemma: Lokalisiertes Glühen
Wenn ein Entwurf unbedingt 6061-T6 für die strukturelle Integrität erfordert, aber auch eine enge Biegeradius die die Grenzen des Materials überschreiten, müssen die Verarbeiter die physikalischen Eigenschaften des Metalls durch lokales Glühen beeinflussen.
- Der Prozess: Die Anwender verwenden einen speziellen Temperaturanzeigestift oder die "Rußmethode" (Auftragen von Acetylenruß und Erhitzen, bis er bei etwa 400 °C verbrennt). Dadurch wird das kristalline Gefüge an der Biegelinie vorübergehend verändert, so dass es hochgradig dehnbar wird.
- Der technische Kompromiss: Die örtliche Erwärmung löst zwar das Biegeproblem, senkt aber den Härtegrad in dieser speziellen Zone dauerhaft auf einen "O"-Zustand (geglüht). Wenn diese Biegung ein tragender Punkt in Ihrer Baugruppe ist, müssen die Ingenieure diesen lokalen Verlust der Streckgrenze berücksichtigen oder einen künstlichen Alterungsprozess nach dem Schweißen festlegen, um die T6-Eigenschaften wiederherzustellen.
Entwurf für die Fertigung (DFM) Tipps zum Biegen von Aluminium
Ein Teil, das in einer 3D-CAD-Umgebung perfekt aussieht, kann in der Werkstatt leicht zu teurem Ausschuss werden, wenn geometrische Störungen ignoriert werden. Wenn sich Aluminium biegt, dehnt sich das Material außerhalb der neutralen Achse aus und fließt. Wenn sich Ihre Konstruktionsmerkmale zu nahe an dieser Bewegung befinden, werden sie verformt.
Die 2t-Regel für die Platzierung von Löchern
Die Platzierung eines Lochs oder Schlitzes zu nahe an einer Biegelinie ist die Hauptursache für Montagefehler. Wenn sich das Metall dehnt, wird das Loch in eine "Ei"-Form gezogen.
- Die Physik des Scheiterns: Befindet sich ein Loch innerhalb der Verformungszone, konzentriert sich die Biegespannung am Rand des Lochs, wodurch das Material ungleichmäßig nachgibt. Dies verformt nicht nur das Loch, sondern schwächt die gesamte Biegung.
- Die DFM-Norm: Halten Sie immer einen Abstand von mindestens der 2-fachen Materialstärke (2t) vom Beginn des Biegeradius ein. Bei hochpräzisen Bauteilen für die Luft- und Raumfahrt empfehlen wir häufig einen Abstand von 3 t, um absolute Maßhaltigkeit zu gewährleisten und eine seitliche Ausbeulung des Materials zu verhindern.
Biegeentlastungen für Flansche
Wenn Sie einen Flansch in der Mitte eines Teils (und nicht über die gesamte Breite) biegen, reißen die Ecken, an denen die Biegung beginnt, aufgrund der enormen Scherspannung.
- Die Lösung: Entwerfen Sie ein Biegerelief - eine kleine Kerbe, die an den Enden der Biegelinie in das flache Muster geschnitten wird. Die Breite des Reliefs sollte mindestens der Materialdicke entsprechen und etwas über den Biegeradius hinausgehen. Dadurch werden die Dehnungskräfte isoliert, so dass das Metall sauber gebogen werden kann.
Die Ökonomie der Normung
Die Standardisierung Ihrer Biegeradien für ein einzelnes Projekt verbessert nicht nur die gleichbleibende Qualität, sondern verkürzt auch die Rüstzeit. Wenn jeder Flansch Ihres Chassis einen Innenradius von 3 mm hat, muss der Bediener der Abkantpresse nur eine Stempel-Matrizen-Kombination einrichten. Indem Sie die Anzahl der Werkzeugwechsel reduzieren, verringern Sie die Maschinenstillstandszeiten drastisch, was zu schnelleren Durchlaufzeiten und niedrigeren Fertigungskosten führt.
Schlussbemerkung von Shengen
Bei Shengen kombinieren wir diese technischen Grundsätze mit mehr als einem Jahrzehnt praktischer Erfahrung im Rapid Prototyping und in der Massenproduktion. Ganz gleich, ob Sie Hilfe bei der Auswahl der richtigen Legierung oder bei der Optimierung Ihrer CAD-Daten für die Abkantpresse benötigen, unser Team sorgt dafür, dass Ihr Projekt pünktlich und innerhalb der Spezifikationen geliefert wird.
Kämpfen Sie mit gerissenem Aluminium oder unvorhersehbarer Rückfederung? > Lassen Sie nicht zu, dass eine schlechte Biegung Ihren Produktionslauf ruiniert. Bei Shengen überprüfen unsere Ingenieure jeden Radius, jede Faserrichtung und jeden Legierungszustand vor dem ersten Druck auf die Abkantpresse.
Laden Sie Ihre CAD-Dateien noch heute hoch für eine kostenlose DFM-Prüfung und erhalten Sie ein schnelles Angebot innerhalb von 24 Stunden. Lassen Sie es uns gleich beim ersten Mal richtig machen.
Hey, ich bin Kevin Lee

In den letzten 10 Jahren bin ich in verschiedene Formen der Blechbearbeitung eingetaucht und teile hier coole Erkenntnisse aus meinen Erfahrungen in verschiedenen Werkstätten.
Kontakt aufnehmen
Kevin Lee
Ich verfüge über mehr als zehn Jahre Berufserfahrung in der Blechverarbeitung und bin auf Laserschneiden, Biegen, Schweißen und Oberflächenbehandlungstechniken spezialisiert. Als Technischer Direktor bei Shengen bin ich bestrebt, komplexe Fertigungsherausforderungen zu lösen und Innovation und Qualität in jedem Projekt voranzutreiben.
Verwandte Ressource

Laserstrukturierung von Metallen: Vorbereitung, DFM und Kostenkontrolle

Elektrolytisch verzinkter Stahl: Leitfaden zur Verarbeitung und Auswahl

Stanzen vs. Laserschneiden: Kosten, Geschwindigkeit und DFM-Zwischenziele
