نصائح تصميم ثني الصفائح المعدنية
يمكن أن يقلل المنتج المصمم جيدًا من مشاكل الإنتاج، ويمنع فشل المواد، ويعزز الملاءمة النهائية. تساعد النصائح أدناه في إنشاء ثنيات أنظف وأقوى وأكثر فعالية من حيث التكلفة.
أفضل الممارسات لوضع الثقب والفتحة
تجنب وضع ثقوب أو فتحات قريبة جداً من خط الثني. أثناء الثني، يمكن أن تصبح هذه الملامح مشوهة أو ممزقة.
قاعدة عامة: احتفظ بالثقوب على الأقل 2× سمك المادة (T) بعيداً عن الحافة المنحنية.
مثال على ذلك: بالنسبة للفولاذ بسمك 1.5 مم، يجب ألا تكون الثقوب أقرب من 3 مم من خط الانحناء.
إذا كان يجب أن يكون الثقب أقرب، ففكر في ثني الجزء قبل التثقيب أو إضافة تقوية لمنع التشويه.
إرشادات الحد الأدنى لطول الشفة
ال شفة هي المنطقة المسطحة التي تمتد من الانحناء. إذا كانت قصيرة للغاية، فقد يؤدي القالب أو المثقاب إلى تلف الجزء.
معادلة الحد الأدنى لطول الشفة (ثني الهواء):
الحد الأدنى للشفة = V × 0.5
أين:
- V = عرض فتحة القالب (عادةً ~8×T للأدوات القياسية)
مثال على ذلك: لصفيحة مقاس 2 مم بفتحة قالب على شكل حرف V مقاس 16 مم:
الحد الأدنى للشفة = 16 × 0.5 × 0.5 = 8 مم
إذا كانت الحافة أقصر من ذلك، فقد تحتاج إلى أدوات مخصصة أو تسلسل ثني مختلف.
جوانب مشطوفة الجوانب
يمكن أن تتسبب الزوايا الحادة بالقرب من الانحناءات في حدوث تمزقات أو تجاعيد. شطف الحافة يزيل المواد الزائدة ويقلل من الضغط.
نصيحة: شطب أو تقريب الزوايا التي ستكون بالقرب من منطقة النهاية، خاصةً على الأجزاء السميكة أو المواد عالية القوة.
حتى أن شطب بزاوية 45 درجة يمكن أن يمنع التشقق ويحسّن المظهر.
المسافة من الحفرة إلى الحفرة
قاعدة ثانية لمسافة الحفرة:
إذا كان الثقب على الوجه الداخلي من الانحناء، ضعه على الأقل:
المسافة = نصف القطر + 1.5 × T
إذا كان على الوجه الخارجي، استخدم:
المسافة = نصف القطر + 3 × 3 × T
وهذا يتجنب التشوه أثناء تمدد المعدن أو انضغاطه.
ثني الإغاثة
تخفيف الانحناء هو شق أو فتحة عند خط الانحناء لمنع التمزق والتشويه. وهي تسمح للمادة بالتحرك بحرية أثناء الثني.
اقتراح التصميم:
- عرض التخفيف ≥ سُمك المادة
- عمق الارتياح ≥ نصف قطر الانحناء + 1.5 × T
استخدم تخفيف الانحناء عندما يكون هناك انحناءان متقاربان أو عندما تلتف شفة حول وجه آخر.
تحقق من النمط المسطح
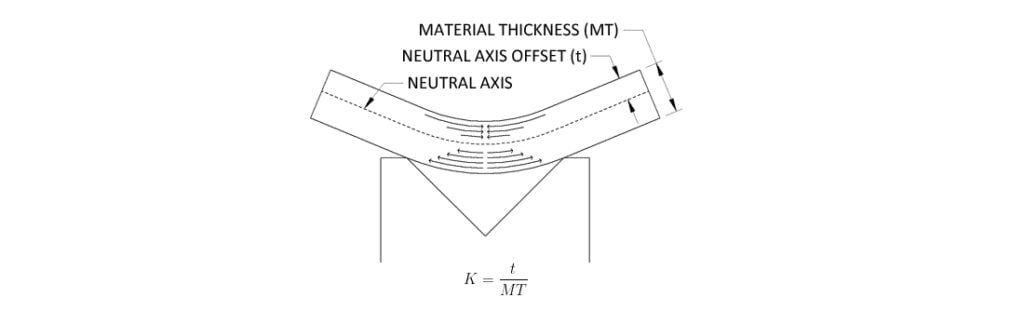
قبل الثني، راجع دائمًا النمط المسطح في التصميم بمساعدة الحاسوب. تأكد من أن التصميم المسطح يتضمن بدلات ثني دقيقة، وعامل K الصحيح، وموضع الميزة المناسب.
استخدم جداول الانحناء في CAD لأتمتة هذه الخطوة وتقليل الأخطاء. قم بتصدير المخطط المسطح مع الفتح الصحيح للقطع أو التثقيب بالليزر.
خط الانحناء موازٍ لضلع من الأضلاع
تأكد من وجود خط انحناء واحد على الأقل موازٍ لجانب واحد من اللوح. هذا يحسن المحاذاة أثناء الإعداد ويبسط استخدام التَرْكِيبات.
تجنب الزوايا المعقدة إلا عند الضرورة. تكون الانحناءات المستقيمة المتوازية أسرع وأكثر دقة.
خاتمة
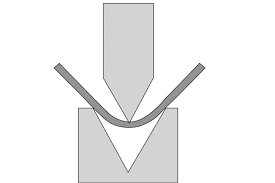
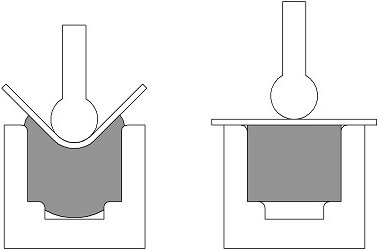
يعمل ثني الصفائح المعدنية على تحويل الصفائح المسطحة إلى أجزاء عملية ثلاثية الأبعاد. وتتضمن العملية طرقًا مختلفة، بما في ذلك الثني الهوائي والثني القاعي، والصب - ولكل منها مزاياها وعيوبها. وتؤثر العوامل الرئيسية، مثل بدل الانحناء، ونصف القطر، والعامل K، والانعكاس الزنبركي، تأثيرًا مباشرًا على الدقة. يؤدي استخدام الطريقة والتصميم الصحيحين معًا إلى تحسين جودة القِطع وتقليل وقت الإنتاج.
هل تحتاج إلى مساعدة في مشروع ثني الصفائح المعدنية؟ أخبرنا ما الذي تعمل عليهوسيقدم فريقنا الهندسي ملاحظات سريعة، واقتراحات لسوق دبي المالي، وعروض أسعار دقيقة - كل ذلك في غضون 24 ساعة.