와이어 EDM과 싱커 EDM: 차이점은 무엇인가요?
두 방법 모두 전기 스파크를 사용하여 금속을 성형합니다. 하지만 이 두 가지 방법의 방식과 가장 잘할 수 있는 부분은 크게 다릅니다.
가공 프로세스
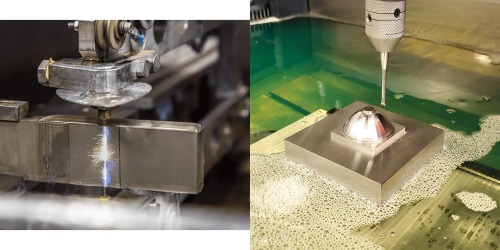
와이어 EDM은 경로를 따라 움직이는 가는 와이어를 사용하여 부품을 절단합니다. 띠톱처럼 작동하지만 칼날 대신 불꽃을 사용합니다.
싱커 EDM은 부품에 밀어 넣어 캐비티 또는 몰드를 형성하는 모양의 전극을 사용합니다. 절단하는 것이 아니라 내부를 성형합니다.
정밀도 및 허용 오차
와이어 EDM은 더 높은 정밀도를 제공합니다. 0.0001인치의 오차 범위까지 정밀하게 가공할 수 있어 세밀한 프로파일과 좁은 모서리에 이상적입니다.
싱커 EDM은 정확하지만 일반적으로 와이어 EDM만큼 정밀하지는 않습니다. 허용 오차는 ±0.0002인치 정도가 일반적입니다. 깊거나 복잡한 캐비티 작업에 가장 적합합니다.
전극 와이어
와이어 EDM은 일반적으로 황동 또는 구리로 코팅된 연속적으로 공급되는 와이어를 사용합니다. 와이어는 절단 도구 역할을 하며 항상 움직입니다.
싱커 EDM은 흑연 또는 구리로 만든 맞춤형 고체 전극을 사용합니다. 이 전극의 모양은 원하는 부품의 형상과 일치합니다.
재료 제거 기능
와이어 EDM은 단일 평면 또는 경로를 따라 재료를 제거합니다. 직선 또는 윤곽이 있는 프로파일 절단에 탁월합니다.
싱커 EDM은 파트 내부의 대용량을 제거할 수 있습니다. 두꺼운 소재나 깊은 피처에 더 적합합니다.
디자인 유연성
와이어 EDM은 스루 컷 또는 개방형 프로파일이 있는 부품으로 제한됩니다. 닫힌 캐비티나 막힌 구멍은 만들 수 없습니다.
싱커 EDM은 폐쇄형 포켓, 블라인드 홀, 3D 윤곽을 만들 수 있습니다. 내부 디자인에 더 많은 자유를 제공합니다.
가공 속도
와이어 EDM은 두꺼운 부품의 경우 속도가 느립니다. 얇은 섹션이나 두께가 12인치 미만인 부품에 가장 적합합니다.
싱커 EDM은 특히 깊은 캐비티에서 더 많은 재료를 더 빨리 제거합니다. 무거운 작업에는 더 좋지만 밀링보다는 여전히 느립니다.
비용
와이어 EDM은 개방형 또는 직선형 모양에 더 비용 효율적입니다. 맞춤형 전극이 필요하지 않으므로 설치 비용이 저렴합니다.
싱커 EDM은 특히 단일 부품 작업의 경우 더 비쌀 수 있습니다. 전극 비용과 설정 시간이 합산되기 때문입니다. 하지만 반복적이거나 복잡한 금형 작업에는 비용 효율적입니다.
와이어 EDM과 싱커 EDM: 올바른 방법 선택하기
적절한 EDM 방법을 선택하는 것은 작업에 따라 다릅니다. 부품 모양, 비용, 결과물의 정밀도를 고려해야 합니다.
프로젝트 유형 및 파트 형상
파트를 절단해야 할 때는 와이어 EDM을 사용하세요. 날카로운 모서리, 얇은 벽, 복잡한 윤곽선에 적합하며 금형, 펀치 또는 기어를 만드는 데 이상적입니다.
닫힌 캐비티, 깊은 포켓 또는 복잡한 내부 모양이 있는 부품에는 싱커 EDM을 선택하세요. 세부적인 내부 피처가 필요한 금형, 공구 및 두꺼운 부품에 더 적합합니다.
예산 및 생산 규모
와이어 EDM은 설치 비용이 저렴합니다. 맞춤형 전극이 필요하지 않습니다. 시간과 비용이 중요한 단기 실행 또는 일회성 작업에 더 적합합니다.
싱커 EDM은 맞춤형 전극으로 인해 초기 비용이 더 많이 듭니다. 하지만 대량으로 제작하거나 반복적으로 금형을 제작하는 경우 비용이 분산되어 효율성이 높아집니다.
원하는 표면 마감 및 정확도
와이어 EDM은 더 매끄러운 표면과 더 엄격한 공차를 생성합니다. 깔끔한 가장자리와 정확한 측정이 필요한 애플리케이션에 이상적입니다.
싱커 EDM도 매끄러운 마감을 만들 수 있지만 연마가 필요할 수 있습니다. 정확하지만 세부적인 외부 프로파일을 위한 와이어 EDM만큼 선명하지는 않습니다.
결론
와이어 EDM과 싱커 EDM 모두 복잡한 금속 부품을 정밀하게 가공할 수 있습니다. 와이어 EDM은 세밀한 프로파일과 날카로운 모서리를 절단하는 데 가장 적합합니다. 관통 절삭 및 엄격한 공차에 적합합니다. 싱커 EDM은 깊은 캐비티와 내부 형상에 더 적합합니다. 더 두꺼운 부품과 맞춤형 금형 작업을 처리합니다. 올바른 선택은 프로젝트의 모양, 정확도 및 볼륨 요구 사항에 따라 달라집니다.
귀사에 가장 적합한 EDM 프로세스를 선택하는 데 도움이 필요하신가요? 문의하기 지금 바로 전문가 지원과 빠른 견적을 요청하세요.