판금을 정밀하게 구부리는 것은 프로젝트의 성패를 좌우할 수 있습니다. 굽힘 공차는 부품 치수, 재료 사용 및 조립에 영향을 미칩니다. 이 가이드는 굽힘 공차가 무엇인지, 왜 중요한지, 더 나은 결과를 위해 어떻게 사용할 수 있는지 알아보는 데 도움이 될 것입니다.
굽힘 수당이 어떻게 작동하는지 명확하게 이해하려면 굽힘 수당에 영향을 미치는 주요 요인을 살펴볼 필요가 있습니다. 또한 이를 계산하는 간단한 방법도 살펴볼 필요가 있습니다. 마지막으로 몇 가지 실제 사례를 살펴보겠습니다. 이를 통해 매번 정확하게 구부리는 데 도움이 될 것입니다.
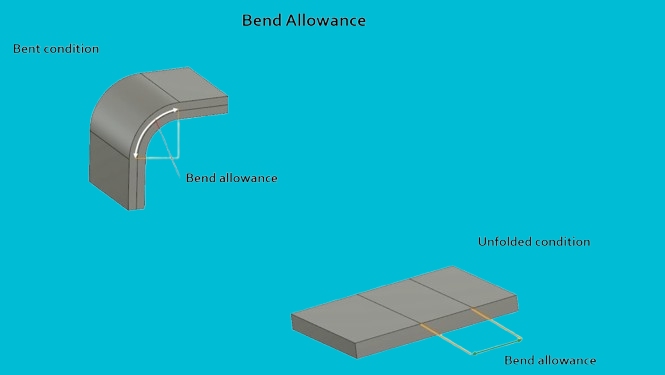
굽힘 허용치는 굽힘 선 사이의 금속 곡선 길이입니다. 구부러진 부분에 얼마나 많은 재료가 필요한지 알려줍니다. 금속이 구부러지면 바깥쪽은 약간 늘어나고 안쪽은 압축됩니다. 굽힘 허용치는 이러한 변화를 측정합니다.
허용치는 재료 유형, 두께, 굽힘 각도 및 내부 반경과 같은 요인에 따라 달라집니다. 부품을 구부릴 때마다 길이가 추가되므로 이를 무시하면 잘못된 크기가 생성됩니다. 굽힘 허용치를 계산하면 구부리기 전에 평면 패턴을 조정할 수 있습니다. 이렇게 하면 완성된 부품이 올바르게 나오는지 확인할 수 있습니다.
굽힘 여유 뒤에 숨은 과학
판금을 정확하게 구부리려면 재료 내부에서 어떤 일이 일어나는지 알아야 합니다. 이러한 변화는 최종 부품의 모양, 길이, 핏에 영향을 미칩니다.
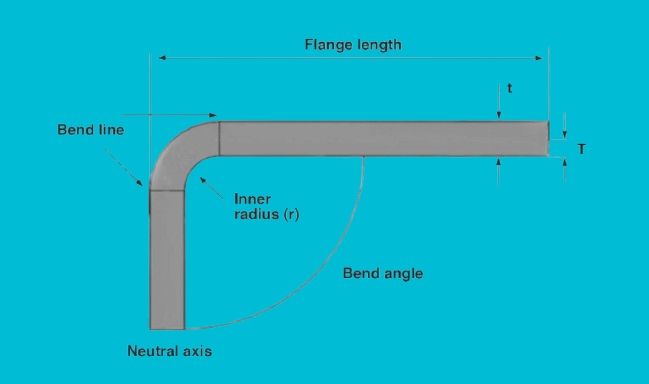
굽힘선 및 중립축 설명
굽힘 선은 굽힘의 시작을 표시합니다. 이 선의 한쪽에서는 금속이 압축됩니다. 다른 쪽에서는 늘어납니다. 둘 사이에는 중립 축이 있습니다. 이 선은 금속이 구부러져도 같은 길이를 유지합니다.
대부분의 굽힘에서 중립축은 굽힘의 안쪽으로 이동합니다. 중앙에 있지 않습니다. 예를 들어, 1.0mm 두께의 강철을 90° 구부릴 경우 중성축은 보통 안쪽 표면에서 약 0.4mm 떨어진 곳에 위치합니다. 이 값은 재료 유형과 굽힘 반경에 따라 달라집니다.