Uzyskanie precyzyjnych zagięć w blasze może zdecydować o powodzeniu lub porażce projektu. Naddatek na gięcie wpływa na wymiary części, wykorzystanie materiału i montaż. Ten przewodnik pomoże ci zrozumieć, czym jest naddatek na gięcie, dlaczego ma znaczenie i jak można go wykorzystać, aby uzyskać lepsze wyniki.
Aby jasno zrozumieć, jak działa dodatek za zginanie, musimy przyjrzeć się kluczowym czynnikom, które na niego wpływają. Musimy również przeanalizować proste sposoby jego obliczania. Na koniec omówimy kilka praktycznych przykładów. Pomoże nam to w wykonywaniu dokładnych gięć za każdym razem.
Co to jest Bend Allowance w Produkcja blach?
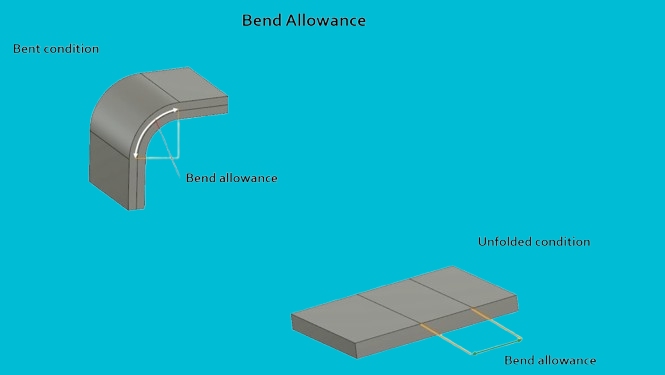
Naddatek na gięcie to zakrzywiona długość metalu między liniami gięcia. Informuje on o tym, ile materiału potrzeba w obszarze zgięcia. Kiedy metal się wygina, rozciąga się nieznacznie po stronie zewnętrznej i ściska po stronie wewnętrznej. Naddatek na gięcie mierzy tę zmianę.
Naddatek zależy od takich czynników jak rodzaj materiału, grubość, kąt zagięcia i promień wewnętrzny. Każde zagięcie części zwiększa jej długość, a ignorowanie tego faktu prowadzi do błędnych wymiarów. Obliczając naddatek na gięcie, można dostosować płaski wzór przed gięciem. Pomaga to upewnić się, że gotowa część wyjdzie prawidłowo.
Dodatek „Nauka za zgięciem”.
Aby dokładnie giąć blachę, trzeba wiedzieć, co dzieje się wewnątrz materiału. Zmiany te wpływają na kształt, długość i dopasowanie końcowej części.
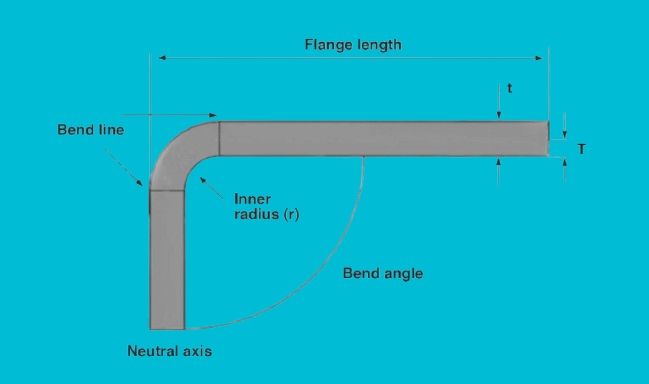
Wyjaśnienie linii gięcia i osi neutralnej
Linia gięcia oznacza początek gięcia. Po jednej stronie tej linii metal ściska się. Po drugiej stronie rozciąga się. Pomiędzy nimi znajduje się oś neutralna. Linia ta pozostaje tej samej długości, nawet gdy metal się wygina.
W przypadku większości zakrętów oś neutralna przesuwa się w kierunku wewnętrznej strony zakrętu. Nie jest ona wyśrodkowana. Na przykład w przypadku gięcia pod kątem 90° stali o grubości 1,0 mm oś neutralna często znajduje się około 0,4 mm od powierzchni wewnętrznej. Wartość ta zmienia się w zależności od rodzaju materiału i promienia gięcia.
Współczynnik K i jego rola w obliczaniu tolerancji na zginanie
The Współczynnik K określa, gdzie znajduje się oś neutralna. Jest ona obliczana za pomocą tego wzoru:
K = t / T
- t = odległość od powierzchni wewnętrznej do osi neutralnej
- T = grubość materiału
Typowe wartości współczynnika K:
- Miękkie aluminium (5052-H32): 0,33 do 0,42
- Stal walcowana na zimno (SPCC): 0,40 do 0,50
- Stal nierdzewna (304): 0,45 do 0,50
- Tytan klasy 2: 0,30 do 0,35
Załóżmy, że pracujesz ze stalą walcowaną na zimno o grubości 2 mm, a zmierzony współczynnik K wynosi 0,45. Oś neutralna znajduje się 0,9 mm od powierzchni wewnętrznej. Dane te pomagają zapewnić dokładność obliczeń długości płaskiego wzoru.

Kluczowe czynniki wpływające na Bend Allowance
Na ilość materiału potrzebnego do wykonania gięcia wpływa kilka czynników. Każdy z nich zmienia sposób, w jaki metal rozciąga się i ściska podczas formowania.
Rodzaj materiału i jego wpływ
Różne metale rozciągają się na różne sposoby. Miękkie materiały, takie jak aluminium, zginają się łatwiej i wymagają mniejszej siły. Twardsze metale, takie jak stal nierdzewna, wymagają większej siły i mogą sprężynowy powrót więcej po zgięciu.
Na przykład aluminium 5052 łatwo się wygina i często wymaga mniejszego naddatku na gięcie. Stal nierdzewna 304 jest bardziej odporna na zginanie i wymaga większego promienia gięcia, aby uniknąć pęknięć. Plastyczność i wytrzymałość na rozciąganie materiału mają kluczowe znaczenie dla jego reakcji pod ciśnieniem.
W przypadku gięcia stali wysokowęglowej konieczne będzie dodanie większego naddatku, aby uniknąć nadmiernego gięcia lub zniekształcenia części. Zawsze należy brać pod uwagę właściwości mechaniczne metalu.
Grubość blachy
Grubsze arkusze rozciągają się bardziej podczas gięcia. Wraz ze wzrostem grubości obszar gięcia staje się dłuższy. Oznacza to, że wymagany jest większy naddatek na gięcie.
Na przykład, blacha stalowa o grubości 3 mm wygięta pod kątem 90° będzie wymagała dłuższego naddatku na gięcie niż blacha o grubości 1 mm wygięta pod tym samym kątem i o tym samym promieniu. Oto ogólna zasada: wraz ze wzrostem grubości rośnie naddatek na gięcie.
Grubszy arkusz przesuwa również oś neutralną dalej od powierzchni wewnętrznej. Ma to bezpośredni wpływ na współczynnik K i wydłuża płaski wzór. Zawsze mierz lub obliczaj na podstawie rzeczywistej grubości.
Promień gięcia i jego znaczenie
The promień zgięcia jest wewnętrzną krzywizną zagięcia. Mały promień bardziej rozciąga zewnętrzną powierzchnię, co zwiększa naddatek na gięcie. Większy promień powoduje mniejsze rozciąganie i wymaga mniejszego naddatku.
Na przykład gięcie blachy stalowej o grubości 1,5 mm i promieniu 1,5 mm będzie wymagało większego naddatku na gięcie niż gięcie tej samej blachy o promieniu 3 mm. Małe promienie grożą pęknięciami, zwłaszcza w przypadku twardych materiałów.
Dobrą praktyką jest dopasowanie promienia gięcia do grubości blachy. W przypadku stali miękkiej promień równy grubości materiału (1T) jest zwykle bezpieczny. W przypadku aluminium często można zastosować mniejszy promień, ale w przypadku stali nierdzewnej należy rozważyć zastosowanie promienia 1,5T lub większego.
Kąt zagięcia i jego wpływ na tolerancję
Kąt gięcia to stopień wygięcia blachy, mierzony w stopniach. Im ostrzejszy kąt, tym bardziej metal się rozciąga. Oznacza to, że większe kąty gięcia wymagają większego naddatku.
Gięcie pod kątem 90° wymaga więcej materiału w strefie gięcia niż gięcie pod kątem 45°. Gięcie 135° rozciąga się jeszcze bardziej i wymaga dłuższego płaskiego układu. Oto szybkie porównanie przy użyciu blachy stalowej o grubości 1 mm i promieniu 1 mm:
- Wygięcie 45° ≈ naddatek 1,1 mm
- Zagięcie 90° ≈ naddatek 1,6 mm
- Wygięcie 135° ≈ naddatek 2,4 mm
Im wyższy kąt, tym bardziej płaski wzór musi kompensować rozciąganie materiału.
Wzory i obliczenia dodatku na zginanie
Aby stworzyć dokładny płaski wzór, należy prawidłowo obliczyć naddatek na zgięcie. Ta sekcja pokazuje, jak to zrobić krok po kroku.
Wprowadzenie do formuły Bend Allowance
Najczęściej stosowanym wzorem na naddatek na zginanie jest:
BA = (π × A × (R + K × T)) / 180
Gdzie:
- BA = Dopuszczalne wygięcie
- π = 3.1416
- A = kąt zagięcia w stopniach
- R = Wewnętrzny promień gięcia
- T = Grubość materiału
- K = współczynnik K (zależy od materiału i konfiguracji gięcia)
Ten wzór podaje długość łuku osi neutralnej, którą należy dodać do długości płaskiej, aby uzyskać dokładne wyniki.
Proces obliczania krok po kroku
Prześledźmy to na przykładzie.
Materiał: Aluminium 5052-H32
Grubość (T): 2 mm
Promień wewnętrzny (R): 2 mm
Kąt zgięcia (A): 90°
Współczynnik K: 0,38
Krok 1: Wstaw wartości do wzoru
BA = (3,1416 × 90 × (2 + 0,38 × 2)) / 180
Krok 2: Obliczenie terminu osi neutralnej
2 + (0.38 × 2) = 2.76
Krok 3: Mnożenie
3.1416 × 90 × 2.76 = 779.06
Krok 4: Podziel
779,06 / 180 = 4,33 mm
Naddatek na zgięcie wynosi 4,33 mm. Należy go dodać do płaskiego wzoru, aby uwzględnić zgięcie.
Typowe błędy, których należy unikać w obliczeniach
- Nieprawidłowy współczynnik K: Korzystanie z ogólnych przypuszczeń może prowadzić do problemów z rozmiarem. Zawsze używaj wartości przetestowanych lub zalecanych dla konkretnego materiału i konfiguracji.
- Ignorowanie rzeczywistej grubości: Jeśli arkusz jest powlekany lub źle zmierzony, nawet niewielka różnica może wpłynąć na wynik.
- Nieprawidłowy promień: Użycie promienia narzędzia zamiast rzeczywistego promienia gięcia może prowadzić do błędów. W razie wątpliwości należy zmierzyć uformowane zagięcie.
- Mylący kąt zgięcia: Zawsze mierz kąt zawarty w zestawie. Nie mieszaj kątów wewnętrznych i zewnętrznych.
- Brak zaokrąglenia wyniku: Podczas zaokrąglania naddatku na zginanie należy używać jednego miejsca po przecinku. Zbyt wiele lub zbyt mało może powodować niespójności w produkcji.
Kalkulator uprawnień do zginania
Ulga na zgięcie a odliczenie zgięcia
Te dwie metody pomagają zaplanować długość płaską dla wygiętej części. Obie są przydatne, ale są używane na różne sposoby.
Kluczowe różnice i kiedy używać każdego z nich
Dodatek za zginanie (BA) to długość łuku zagięcia mierzona wzdłuż osi neutralnej. Dodaje się ją do całkowitej długości płaskiej. Jest używana, gdy znany jest kąt zgięcia, promień i współczynnik K.
Bend Deduction (BD) to wartość odejmowana od całkowitej długości kołnierza w celu uzyskania płaskiego wzoru. Opiera się na tym samym zagięciu, ale wykorzystuje pomiary zewnętrzne.
Użycie Dodatek na zgięcie w przypadku obliczeń od wewnętrznej strony gięcia lub w przypadku pracy ze znanymi wartościami promienia i materiału. Daje to większą kontrolę w oprogramowaniu CAD lub CNC.
Użycie Odliczenie na zakręcie Kiedy mierzysz część od zewnątrz do zewnątrz, szczególnie w układach ręcznych lub prostych rysunkach płaskich. Jest często używany w operacjach pras krawędziowych, gdzie znane są długości kołnierzy.
Oba prowadzą do tej samej długości mieszkania, tylko z różnych punktów początkowych.
Jak dokonać konwersji między ulgą za zgięcie a odliczeniem za zgięcie?
Za pomocą tego wzoru można dokonać konwersji między ulgą na zgięcie a odliczeniem na zgięcie:
BD = FL1 + FL2 - BA - całkowita długość mieszkania
Jednak w większości przypadków używana jest ta prostsza wersja:
BD = FL1 + FL2 - długość mieszkania
Lub, bardziej powszechnie:
Długość płaska = FL1 + FL2 - BD
Gdzie:
- FL1 i FL2 to długości kołnierzy
- BD to odliczenie za zgięcie.
- BA to naddatek na zginanie.
Oto krótki przykład:
- FL1 = 30 mm
- FL2 = 40 mm
- BA = 4,33 mm
Następnie:
Długość płaska = 30 + 40 - Odliczenie zagięcia
Lub
Długość mieszkania = 30 + 40 + BA - 2 × Odsunięcie zewnętrzne
Wybór między BA i BD zależy od sposobu pomiaru i projektowania części. Należy użyć tego, który pasuje do konfiguracji oprzyrządowania lub procesu CAD.
Najlepsze praktyki w zakresie optymalnej tolerancji na zginanie
Uzyskanie właściwego naddatku na gięcie poprawia dopasowanie, zmniejsza ilość odpadów i usprawnia produkcję. Oto sposoby na zapewnienie dokładności i powtarzalności gięć.
Wskazówki dotyczące spójnego i dokładnego gięcia
- Używaj tych samych narzędzi: Trzymaj się tego samego zestawu stempli i matryc w całej produkcji. Zmiana oprzyrządowania wpływa na promień gięcia i wyniki.
- Ustaw standardowe współczynniki K: Należy użyć sprawdzonych współczynników K dla każdego materiału i grubości. Na przykład użyj 0,38 dla aluminium 5052 i 0,44 dla stali miękkiej.
- Gięcie prostopadłe do ziarna: Gięcie wzdłuż włókien zwiększa pękanie. Jeśli to możliwe, gnij w poprzek włókien.
- Unikaj ostrych promieni: Aby uzyskać czyste wyniki, należy użyć promienia gięcia równego co najmniej 1-krotnej grubości materiału, chyba że projekt wymaga inaczej.
- Utrzymuj narzędzia w czystości: Brud i zużyte narzędzia powodują niespójne zagięcia.
- Sprężyna sterująca do tyłu: W przypadku części o wysokiej precyzji, w których sprężynowanie musi być minimalne, należy stosować denkowanie lub wyoblanie.
Jak zweryfikować obliczenia tolerancji zgięcia?
- Wykonaj zgięcia testowe: Wytnij krótki pasek i wykonaj zgięcie. Zmierz rzeczywisty wynik, a następnie porównaj go z płaskim układem. W razie potrzeby dostosuj współczynnik K.
- Sprawdź z danymi wyjściowymi CAD: Użyj obliczonej długości płaskiej, aby utworzyć rysunek CAD. Wygnij próbkę i dopasuj ją do części CAD.
- Ręczny pomiar osi neutralnej: Za pomocą suwmiarki zmierz odległość od wewnętrznego zagięcia do linii środkowej łuku zagięcia. Oblicz rzeczywisty współczynnik K i zaktualizuj wzory.
- Śledzenie powtarzających się zadań: Należy prowadzić rejestr wyników gięcia dla powtarzających się części. Dane te można wykorzystać do dopracowania przyszłych obliczeń.
- Przegląd utworzonych tolerancji części: Jeśli pozycje otworów lub długości kołnierzy są różne, może to wskazywać na niewłaściwy naddatek na gięcie. Należy odpowiednio wyregulować.
Postępowanie zgodnie z kilkoma powtarzalnymi krokami pomaga ograniczyć liczbę prób i błędów. Po wprowadzeniu ustawień wyniki pozostają wiarygodne we wszystkich partiach.
Wnioski
Naddatek na gięcie to dodatkowa długość w płaskim wzorze w celu uwzględnienia rozciągnięcia materiału podczas gięcia. Pomaga to zapewnić, że gotowa część ma prawidłowy rozmiar i kształt. Czynniki takie jak rodzaj materiału, grubość, kąt gięcia, promień gięcia i współczynnik K wpływają na naddatek.
Potrzebujesz pomocy w precyzyjnym gięciu blach lub prototypowaniu? Nasi inżynierowie są gotowi wesprzeć Twój kolejny projekt. Skontaktuj się z nami, aby uzyskać bezpłatną konsultację lub wycenę.
Hej, jestem Kevin Lee

Przez ostatnie 10 lat byłem zanurzony w różnych formach produkcji blach, dzieląc się tutaj fajnymi spostrzeżeniami z moich doświadczeń w różnych warsztatach.
Skontaktuj się z nami
Kevin Lee
Mam ponad dziesięcioletnie doświadczenie zawodowe w produkcji blach, specjalizując się w cięciu laserowym, gięciu, spawaniu i technikach obróbki powierzchni. Jako dyrektor techniczny w Shengen, jestem zaangażowany w rozwiązywanie złożonych wyzwań produkcyjnych i napędzanie innowacji i jakości w każdym projekcie.
Powiązane zasoby

Teksturowanie laserowe metali: przygotowanie, projektowanie pod kątem produkcji (DFM) i kontrola kosztów

Stal ocynkowana elektrolitycznie: Przewodnik po obróbce i doborze

