스프링백 측정
최적의 굽힘 결과를 얻으려면 정확한 스프링백 측정이 중요합니다. 실제 데이터를 사용하면 엔지니어가 생산 과정에서 안정적으로 조정할 수 있습니다.
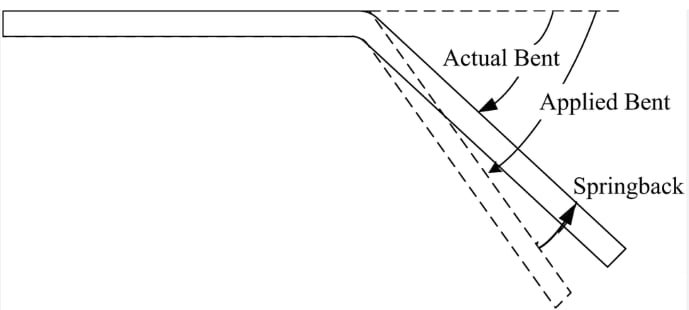
각도 비교
한 가지 표준 방법은 의도한 구부러진 각도와 성형 후 실제 각도를 비교하는 것입니다. 예를 들어 90° 굽힘을 목표로 했는데 제작 후 94°로 측정되었다면 4°의 스프링백이 있는 것입니다.
대량 생산 시 디지털 각도기나 레이저 각도계를 사용하면 ±0.1° 정확도로 반복 가능한 결과를 기록하는 데 도움이 됩니다. 이 방법은 빠르고 평평한 부품과 표준 각도에 적합합니다.
스프링백 계수
스프링백 계수(K)는 결과를 예측하는 데 도움이 되는 비율입니다. 다음과 같이 계산됩니다:
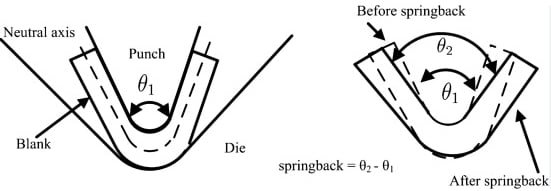
K = 최종 각도 / 릴리스 전 구부러진 각도
예를 들어 부품을 85°로 구부렸는데 릴리스 후 90°로 측정된 경우입니다:
K = 90 / 85 = 1.06
스테인리스 스틸이나 고강도 강철과 같은 소재의 경우 스프링백 계수는 1.03에서 1.10 사이가 일반적입니다. 알루미늄과 같이 더 부드러운 소재는 1.01에서 1.03 사이일 수 있습니다.
시행착오
도구와 공식을 사용하더라도 시행착오는 여전히 널리 사용되는 접근 방식입니다. 많은 공장에서 부품이 사양에 맞을 때까지 몇 번의 테스트 벤드를 제작하고 이를 조정합니다. 이 접근 방식은 새로운 재료를 구부리거나 사용자 지정 도구를 사용할 때 효과적입니다.
예를 들어, 작업장에서 샘플 부품을 미리 구부리고 각 재료 두께에 대한 스프링백 각도를 기록한 후 향후 작업을 위해 해당 값을 기록할 수 있습니다. 이러한 작업 현장 데이터베이스는 종종 시간을 절약하고 재작업을 줄여줍니다.
머티리얼 프로퍼티와 스프링백에 미치는 영향
선택한 금속의 종류는 스프링백의 양에 중요한 역할을 합니다. 재료마다 강도와 강성에 따라 다르게 작동합니다.
영의 계수와 항복 강도의 역할
영스 계수는 재료의 강성을 측정합니다. 이 수치가 높을수록 금속이 늘어나는 것을 더 잘 견딥니다. 항복 강도는 재료가 영구적으로 변형되기 전에 얼마나 많은 응력을 견딜 수 있는지 알려줍니다.
고강도 소재는 구부리는 동안 더 많은 탄성 에너지를 저장합니다. 힘이 제거되면 그 에너지를 더 많이 방출하여 스프링백이 더 커집니다.
합금 구성은 스프링백에 어떤 영향을 미칩니까?
합금은 다양한 방식으로 작동합니다. 조성에 약간의 변화가 생기면 경도, 연성, 탄성에 영향을 미칠 수 있습니다. 이러한 특성은 재료가 튀어나오는 정도에 영향을 미칩니다.
예를 들어 열처리된 알루미늄이나 경화된 강철은 부드러운 소재보다 성형이 더 어렵고 스프링백이 발생하기 쉽습니다.
스틸, 알루미늄 및 기타 금속의 스프링백 비교
강철은 강도가 높기 때문에 일반적으로 알루미늄보다 스프링백이 더 높습니다. 특히 스테인리스 스틸은 항복 강도와 경도가 높기 때문에 스프링백이 강하게 나타납니다.
알루미늄은 더 부드럽고 연성이 높아서 스프링백이 덜 발생하는 경향이 있습니다. 구리와 황동도 성형성이 뛰어나 스프링백이 더 낮습니다.
티타늄은 스테인리스 스틸과 마찬가지로 강하고 가볍지만 반발력이 커서 정밀하게 성형하기가 더 어려울 수 있습니다.